电催化氧化法在含氨氮废水处理中的应用
2017-04-13薛磊胡睦周
薛磊+胡睦周

摘 要:电催化氧化法属于高级氧化法,对含氨氮废水处理具有良好的作用。本文主要分析了电催化氧化法在含氨氮废水处理中的应用,以期提高废水处理工艺。
关键词:电催化氧化法;含氨氮废水;处理
中图分类号:X524 文献标识码:A
高级氧化法是指利用某种手段,致使羟基自由基(·HO)中间体由氧化体系中产生,并与有机物产生反应,生成有机过氧化自由基或有机自由基,继续反应,直至达到分解有机物的目的。而电催化氧化法能够大幅提高羟基自由基的反应速率,并且几乎能够分解所有有机物,稳定性强,并广泛地应用。本文主要研究了含氨氮废水使用电催化氧化法的可行性,报告如下。
一、含氨氮废水使用电催化氧化法的机理
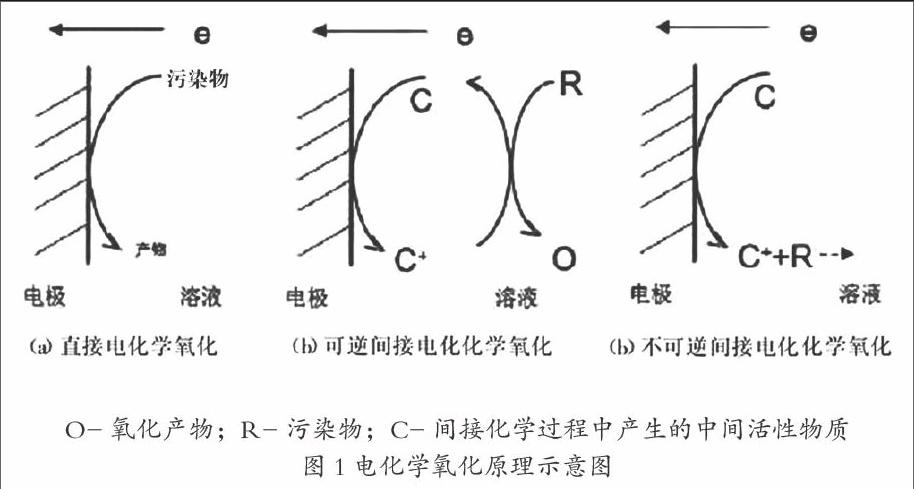
如图1所示,电催化氧化(ECO)法的机理是利用催化材料和电极的相互作用产生活性基团,如H2O2、超氧自由基(·O2)、羟基自由基(·OH),用这些活性基团来分解污染物的方式。并且在Cl-存在溶液的前提下,就表示很有可能同样存在氧化剂HClO-、Cl2、及ClO-等,这些氧化剂对污染分解的能力十分强。
电催化氧化法对废水中的氨氮的处理主要是通过阳极氧化性氧化氨氮,可以是间接也可以是直接的方式,无论哪一种方式,对氨氮的去除率都是非常高的。当然利用电催化氧化法处理含氨氮废水,其劣势为耗电量过大。其优势为氧化还原剂自主生成,不需要添加;拥有较高的自动化,操作方式简单方便;使用条件简单,常温常压就可;能量效率较高,效果好;可减少二次污染;反应条件相对温和。
二、试验部分
(一)试验装备
本次试验中所用的装置如图2所示,共有20L的有效容积,废水循环在3、4之间,且保持每小時10L的进水流量,并用流量计进行流量控制。
(二)试验过程
试验目的,根据废水中含氨氮的特点,研究使用电催化氧化法消除氨氮的条件。试验程序,选取一些由生产车间所排放的含氨氮的废水,该废水中有1500mg/L氨氮含量,将其进行一定程度的稀释之后用作试验水,利用电压和氧化电流的变动,氧化时间的控制,对进水中所存在的氯离子含量进行控制,最终实现氨氮的去除。
三、结果和讨论
(一)氯离子含量对氨氮去除的影响
稀释含氨氮的废水后,其浓度为340mg/L~450mg/L之间,电压和电流、氧化时间为不变条件,电压固定在5.0V,电流固定在80A,90min的氧化时间,8.1的pH,通过控制进水中氯离子的含量来判断不同氯离子浓度对氨氮去除率的影响,
当有0.5g/L的氯离子浓度时,大约有60%~70%的去除效率,并且反应过后,废水中氨氮的残留浓度约为100mg/L~ 130mg/L。
当有1.0g/L的氯离子浓度时,大约有70%~80%的去除效率,并且反应过后,废水中氨氮的残留浓度约为80mg/L~ 110mg/L。
当有1.5g/L的氯离子浓度时,大约有大于92%的去除效率,并且反应过后,废水中氨氮的残留浓度在30mg/L以下。
由此可看出,氯离子对于氨氮的氧化具有很好的效果,含量越高,氧化能力越强,而当废水中的氯离子含量达到1.5g/L时,氧化效果最好。
(二)进水浓度对氨氮去除效率的影响
稀释含氨氮的废水后,电压和电流、氧化时间为不变条件,电压固定在5.0V,电流固定在80A,90min的氧化时间。7.9的pH,控制进水中的氯离子含量在0.5g/L以下。通过控制进水中氨氮浓度来判断氨氮浓度对氨氮去除率的影响,
当有400mg/L左右的进水氨氮浓度时,大约有大于85%的去除效率。当有60mg/L以下的出水氨氮含量时,相应地增加进水中氨氮的含量,这时有100mg/L以上的残留氨氮含量。所以选取的试验进水要保证400mg/L以下的氨氮含量。
(三)氧化时间对氨氮去除效率的影响
稀释含氨氮的废水后,试验用水中的氨氮含量在329.28mg/L,电压和电流、氧化时间为不变条件,电压固定在5.0V,电流固定在80A,控制进水中的氯离子含量在 0.5g/L以下,8.2的pH。通过调整时间判断时间对氨氮去除率的影响。
当有90min以上的氧化时间时,大约有大于80%的去除效率,并且反应过后,废水中氨氮的残留浓度在65mg/L以下。之后,在增加氧化时间,去除效率的提升效果就不明显了。再加上延长氧化时间就意味着耗电量的增加,也就是成本的增加,综合考虑之下,确定90min为最佳氧化时间。
四、工业设计方案
有上述实验可知,要想让电催化氧化法在含氨氮废水处理中更好地发挥作用,要保证进水中的氨氮含量在 400mg/L,将进水中的氯离子含量控制在1.5g/L,保证90min的氧化时间,如此可保证95%以上的去除率,小于30mg/L的残留氨氮。根据实验废水来源中 1500mg/L~2000mg/L的氨氮含量,7~8的pH,设计方案如下。
首先是将废水中氨氮的80%去除,可以使用两级吹脱法,电催化氧化法处理剩余的氨氮。当然,在吹脱后利用稀盐酸吸收氨氮,放回氧化池,是氯离子的含量上升,这种方式可以节约成本。整个过程可分为五步,调节pH、调节温度、吹脱、吸收、氧化。调节PH,用NaOH调节废水pH至11~12。温度调节,主要是让废水升温,使其温度高于30℃,方式是饱和蒸汽。吹脱,吹脱法主要用作氨氮的去除,使氨氮的含量降低。氨氮吸收,则是指将吹脱出的氨氮用稀盐酸进行吸收,并将其放入氧化池再次利用。氧化,将吹脱后留下的氨氮用电催化氧化法氧化去除,使其能够安全排放。
结语
综上所述,本文选用部分生产车间所排放的含氨氮废水,以此来研究含氨氮废水使用电催化氧化法处理的效果,结果显示,最好的条件就是,要保证进水中的氨氮含量在400mg/L,将进水中的氯离子含量控制在1.5g/L,保证90min的氧化时间,如此可保证95%以上的去除率,小于30mg/L的残留氨氮。以此为基础并结合废水的特点,设计出了一套方案。
参考文献
[1]谭玉虎,孙戈,刘柏年,等.电催化氧化法处理含氨氮废水及工艺设计方案[J].科技创新与应用,2016(34):39-40.
[2]陈云嫩,王东霜,罗晓燕等.钨冶炼过程含砷及氨氮废水处理技术研究[J].中国资源综合利用,2014(1):19-21.