数理统计技术在压梗厚度评价方法中的应用
2017-04-12刘强何逸波高雪峰宋金华
刘强+何逸波+高雪峰+宋金华

摘 要:压梗工艺为制梗丝生产线切梗前的预处理工艺,为加强对压梗工序的质量控制,建立了压梗工序质量控制评价方法,用于对压梗工序质量控制能力的判定。通过建立压梗厚度检测方法及评价方法,计算出压梗厚度的均值、标准方差S2、样本标准偏差S,过程控制能力指数Cp、Cpk,找到压梗工序的不足之处并加以改进,最终实现稳定压梗工序的质量控制水平。应用结果表明,该方法适用于对压梗机过程质量控制能力的评价,从而保证压梗工序质量控制的稳定性。
关键词:压梗厚度;工艺;质量
中图分类号 TS452.2 文献标识码 A 文章编号 1007-7731(2016)23-0130-03
Application of Mathematical Statistics Technology in the Evaluation Method of the Thickness of Tobacco Stalk
Liu Qiang et al.
(China Tobacco Zhejiang Industrial CO.LTD,Ningbo315040,China)
Abstract:The process of stem flatten is the pre-process of stem cutting.To enhance the quality control of the stem flatten process,an evaluation method is developed to measure its ability.Based on the measurement and evaluation of the width of stem flatten,the average of width,variance S2 and standard deviation of samples,as well as index of process control Cp and Cpk are calculated.Thus the deficiency of stem flatten process would be figured out and then improved,and finally the level of quality control of stem flatten process would be remained stable.The application practices have demonstrated that this method is suitable for evaluating the ability of quality control of stem flatten process and guarantees the stability of such a process.
Key words:Width of stem flatten;Process;Quality
《卷烟工艺规范》[1]把压梗列为制梗丝生产线的推荐工序,行业内对压梗工艺与制丝或卷烟质量影响关系[2-4]的研究不断深入,近几年在企业中的应用证明,烟梗经压梗处理后有助于提升膨胀梗丝的质量稳定性,有助于提升卷烟质量控制的稳定性。为使膨胀梗丝质量符合使用要求,卷烟企业制定了烟梗压梗厚度质量要求[5]或压梗设备技术要求,达到控制压梗厚度的目的。但技术标准的制定仅仅是对压梗工序的质量控制提出了相关的技术指标,如何测量、评价压梗厚度的质量控制能力或设备性能,稳定压后烟梗质量,行业内还没有统一的方法。
本研究中采用一种常见的保险丝作为辅助材料检测压梗设备的工作性能,并利用数理统计技术[6]建立压梗厚度的评价方法,达到有效评价压梗厚度控制能力或压梗设备工作性能的目的。
1 压梗机工作原理
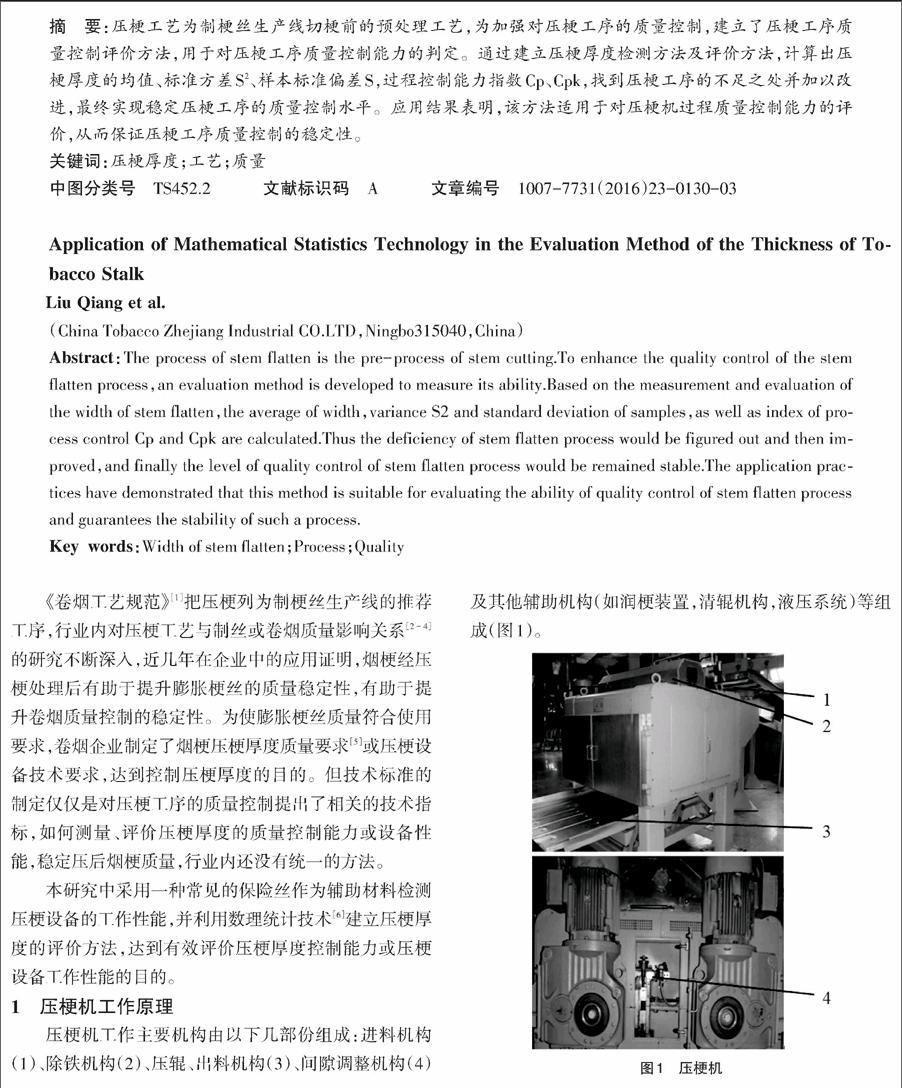
压梗机工作主要机构由以下几部份组成:进料机构(1)、除铁机构(2)、压辊、出料机构(3)、间隙调整机构(4)及其他辅助机构(如润梗装置,清辊机构,液压系统)等组成(图1)。
进料机构、出料机构实现物料(烟梗)的进出料功能。除铁机构实现吸除混在烟梗中的铁磁性物质。间隙调整机构可以调整两压辊间隙,实现对压梗厚度的调整。压辊对来料烟梗进行挤压,实现对烟梗的压梗工艺任务。辅助机构保证压梗机正常、平稳、连续工作的作用。
2 评价方法的建立
2.1 检测方法的比较选择 方法一:压后烟梗取样检测法。此方法测量操作简单,即随机取压后烟梗作为检测样本,用卡尺或投影仪逐一测量烟梗厚度,得到检测结果。但由于烟梗含水率较高,一般为26%~36%,用卡尺测量时受外力作用烟梗抗变形能力差,测量数据的准确性、可靠性低;压后烟梗压面不平整,影响了投影仪测量的准确性。所以使用压后烟梗取样检测压梗厚度,检测数据的准确性差。方法二:塞尺测量压辊间隙法。此方法使用常规的塞尺测量两压辊辊隙,但由于一般压梗机的直径为600mm,长度800~1 200mm,测量辊隙受设备空间限制,检测难度相对较高;其次,这种测量方法对辊隙轴向变化的静态测量较容易,测量两辊面径向间隙动态的变化较费时费力。此方法与方法一比较,工作难度大,但检测得到的数据准确性、可靠性高,能客观反映压梗机的工作性能。方法三:辅助材料辊隙测量法。此方法能实现方法一、方法二的优点,借助某一材料,放入动态运行的两辊面中,经辊面挤压后,能保持固定形状,便于测量压面厚度,这样既能做到测量操作簡单,又能确保测量数据的准确性、可靠性。比较上述3种检测方法,方法三具备了操作简便、测量数据准确并能客观反映设备工作性能的优点,故选择方法三作为备择检测方法。
2.2 辅助材料的选择 根据所选择的检测方法,选择具有良好压延性能且又不破坏压梗机辊面的金属锡条或以锡为主要成份的常规保险丝(图2)作为辅助材料,用以替代烟梗对辊面进行试验检测。
2.3 检测要求及方法 如图3所示,把试验材料保险丝(2)以垂直于压辊轴放置,点动设备使两压辊(1)作逆向转动,带动保险丝作垂直于压辊轴向移动并使之受到两压辊挤压。取下被挤压的保险丝,按保险丝长度方向每隔一定长度使用游标卡尺测量保险丝两挤压面的厚度。一般情况,保险丝的长度足够压辊转动一周的需求量,使用的辅助材料保险丝的直径应大于压辊间隙,以确保保险丝能被充分挤压。
为测量两压辊轴向辊隙的变化,以及解决设备辊面磨损、辊形变形等不易测量的问题,可按图4所示,在两压辊(1)间轴向任意多点放置保险丝(2)按图3方法进行测量。一般可以按轴向左、中、右方位设置3个检测点。
2.4 压梗厚度的评价 压梗厚度的评价分为均值评价、均匀性评价、过程控制能力评价3个评价指标。
2.4.1 均值评价 均值评价指标主要评价压梗厚度与工艺技术要求的符合性。通过对照工艺技术要求,判断压梗厚度满足工艺要求的程度,压梗厚度均值落在工艺技术要求范围内的即可判定符合工艺技术要求。对压辊某一点位的评价计算公式见式(1),对压辊整体的评价计算公式见式(2)。
[di-=1nj=1ndij] (1)
[d-=1mi=1mdi-] (2)
式中:[di-]―沿压辊轴向第i个点位厚度的样本均值;[d-]―压梗整体厚度的样本均值;[dij]―沿压辊轴向第i个点位试验材料长度方向第j测量点的测量值。
2.4.2 均匀性评价 均匀性评价指标主要评价生产过程中压梗厚度控制的稳定性。压梗厚度的均匀性用样本方差S2或样本标准偏差S计算,对压辊某一点位的计算公式见式(3)、式(4),对压辊整体的计算公式见式(5)、式(6)。根据S2或S值的大小判定压梗厚度的稳定性,S2或S值越大表示压梗厚度控制越不稳定,S2或S值越小表示压梗厚度控制越稳定。
[s2i=1n-1j=1ndij-di-2] (3)
[Si=Si2] (4)
[s2=1m?n-1i=1mj=1ndij-d-2] (5)
[S=S2] (6)
式中:[s2i]、[si]——沿压辊轴向第i个点位厚度的样本方差、标准偏差;[s2]、[s]——压梗整体厚度的样本方差、标准偏差。
2.4.3 过程控制能力评价 过程控制能力评价指标主要评价压梗厚度整体质量控制能力。用过程控制能力指数Cp或Cpk计算,计算公式见式(7)、式(8)。根据Cp或Cpk值的大小判定压梗厚度的过程控制能力,Cp或Cpk值越大表示过程控制能力越充分,Cp或Cpk值越小表示过程控制能力越欠充分。
假定压梗厚度工艺技术要求为M±m。压梗厚度过程控制能力指数Cp、Cpk的计算为:
[cp=m3S] (7)
[cpk=2m6S-M-d-3S] (8)
式中:Cp、Cpk——压梗厚度过程控制能力指数。
3 评价方法的应用
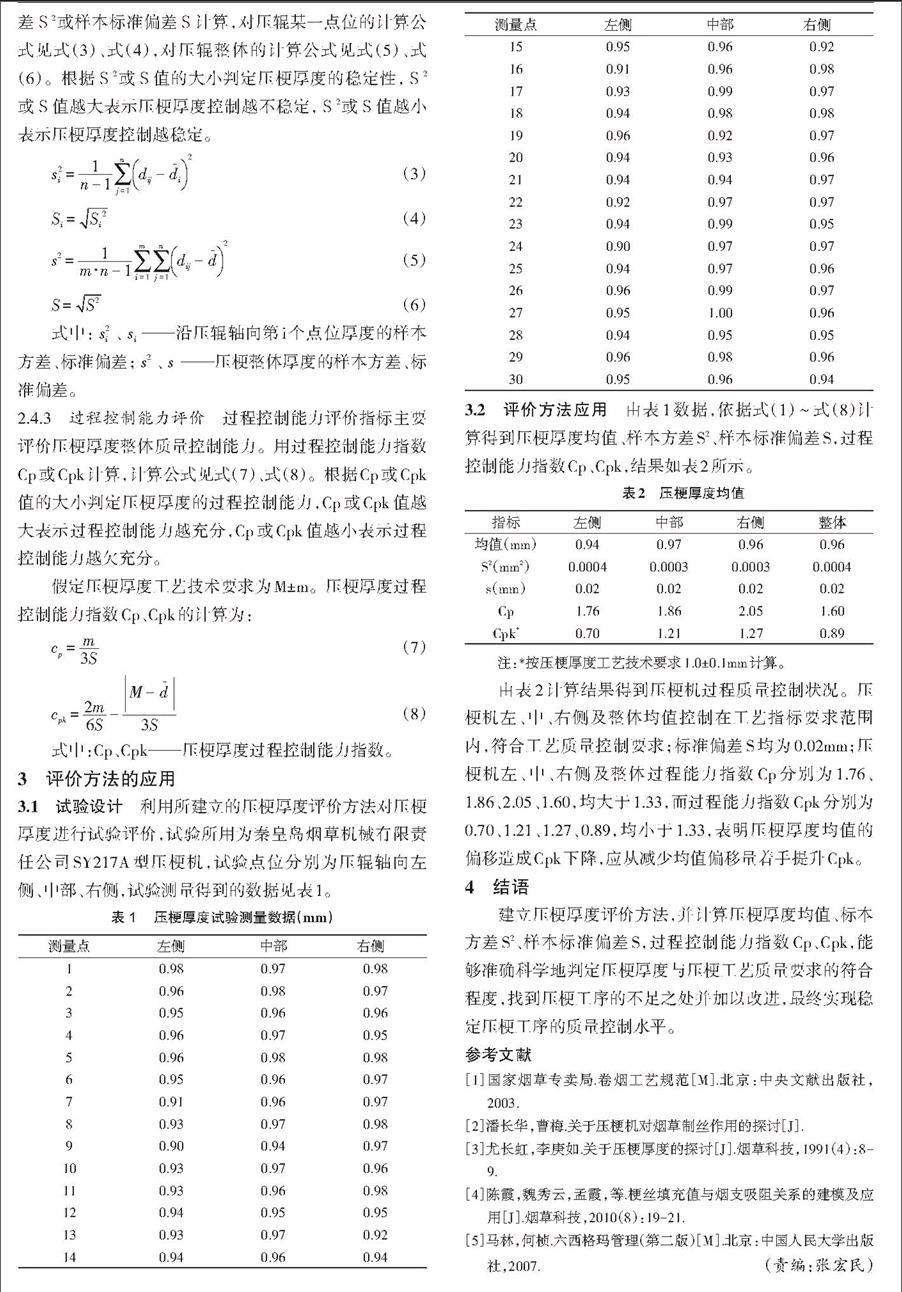
3.1 试验设计 利用所建立的压梗厚度评价方法对压梗厚度进行试验评价,试验所用为秦皇岛烟草机械有限责任公司SY217A型压梗机,试验点位分别为压辊轴向左侧、中部、右侧,试验测量得到的数据见表1。
3.2 评价方法应用 由表1数据,依据式(1)~式(8)计算得到压梗厚度均值、样本方差S2、样本标准偏差S,过程控制能力指数Cp、Cpk,结果如表2所示。
由表2计算结果得到压梗机过程质量控制状况。压梗机左、中、右侧及整体均值控制在工艺指标要求范围内,符合工艺质量控制要求;标准偏差S均为0.02mm;压梗机左、中、右侧及整体过程能力指数Cp分别为1.76、1.86、2.05、1.60,均大于1.33,而过程能力指数Cpk分别为0.70、1.21、1.27、0.89,均小于1.33,表明压梗厚度均值的偏移造成Cpk下降,应从减少均值偏移量着手提升Cpk。
4 结语
建立压梗厚度评价方法,并计算压梗厚度均值、标本方差S2、样本标准偏差S,过程控制能力指数Cp、Cpk,能够准确科学地判定压梗厚度与压梗工艺质量要求的符合程度,找到压梗工序的不足之处并加以改进,最终实现稳定压梗工序的质量控制水平。
参考文献
[1]国家烟草专卖局.卷烟工艺规范[M].北京:中央文献出版社,2003.
[2]潘长华,曹梅.关于压梗机对烟草制丝作用的探讨[J].
[3]尤长虹,李庚如.关于压梗厚度的探讨[J].煙草科技,1991(4):8-9.
[4]陈霞,魏秀云,孟霞,等.梗丝填充值与烟支吸阻关系的建模及应用[J].烟草科技,2010(8):19-21.
[5]马林,何桢.六西格玛管理(第二版)[M].北京:中国人民大学出版社,2007. (责编:张宏民)
