钛合金焊接接头的外观质量控制
2017-04-11魏侃石养鑫樊战平
魏侃++石养鑫++樊战平
【摘 要】钛合金焊接接头的外观质量检验是最大程度减少焊缝返修的重要保障。论文主要阐述了钛合金焊接接头的外观质量检验方法,对焊缝外观质量及焊缝几何尺寸的检验方法、内窥镜检验进行了具体介绍。
【Abstract】Appearance quality control of Titanium alloy welded joints is the important safeguards for reducing the weld line reworking. This paper mainly describes the appearance quality test method of titanium alloy welded joint, and introduces the inspection method and endoscopic examination of the appearance quality and weld geometry.
【关键词】焊接接头;目视检验;焊接检验
【Keywords】welded joint; visual inspection ;welding inspection
【中图分类号】TG407 【文献标志码】A 【文章编号】1673-1069(2017)03-0186-02
1 引言
钛合金焊接接头的外观质量检验是最大程度减少焊缝返修的第一道屏蔽墙,焊缝返修会大大增大产品的质量成本,经相关统计研究显示:手工焊返修质量成本等于20倍的无返修情况质量成本,自动焊返修质量成本等于50倍的无返修情况质量成本。减少焊接接头的返修是降低成本和保证工期的有力措施。焊接接头的外观质量检验一般在无损检测和强度试验之前进行,检查时应将焊缝表面妨碍检查的渣皮和飞溅物等清理干净,检查的项目包括表面缺陷、焊缝尺寸、几何形状等内容。对接焊缝几何形状的参数有焊缝宽度、余高、熔深[1]。
2 检验人员资质及焊接设备
从事焊接接头检验的人员及焊接设备均应符合行业相关法规及技术要求,检验人员用肉眼或其他目视检测方法借助相关检验设备和仪器完成对钛材焊接接头表面情况的评价和分析。
3 焊前检验
①焊接前母材及坡口处,采用目视检测及无损检测进行100%检测。②操作者在焊接之前应检查施焊件的坡口质量,用丙酮清理焊缝坡口及焊缝两侧50mm焊缝热影响区,确保该区域无杂物、油迹及铁离子污染。焊缝点焊时,点焊处不允许有表面缺陷及氧化现象,并尽量使其外形不要有明显凸出、凹坑现象。焊丝在使用前应用丙酮擦洗以确保焊丝表面清洁,擦拭后的焊丝放置在专用的焊丝筒中以防止焊丝空气浮尘中的铁离子污染。焊工在施焊前,先检查焊机运行情况,保证焊机运行正常,焊接保护气体满足焊接要求[2-3]。③如果零部件在装配尺寸方面的问题,焊接过程将很难有效地纠正这类偏差,则焊前应考虑焊件的焊后变形情况,提前做反变形处理,以得到符合规范的焊接接头。
4 焊中检验
①产品焊接过程,首先应检查确认焊接工艺是否满足要求,包括焊接材料,焊接方法,预热及层间温度以及施焊方法的选择等。②焊接过程中焊接次序的控制应为钛合金焊接接头控制的重要内容,对于特殊的、重要的、易产生焊后变形的材料或结构件,应在工艺文件中注明施焊顺序,实现对焊接过程的控制及指导焊工操作,保证焊缝质量满足规范的要求。③焊接过程中最重要的是除了严格按照焊接工艺规范进行焊接外,还要严格控制焊接过程中的层间温度,对于钛合金的焊接,一定要将层间温度控制在60℃以下,确保焊缝内部质量[2-3]。
5 焊缝质量检验
5.1 检验标准
具体焊缝检验标准严格按图纸要求和合同要求检验执行。
5.2 检验方式
5.2.1 外观检测
钛材焊接接头表面颜色的检验为焊接接头检验首要控制点。焊接接头表面呈银白色、金黄色为合格。蓝色、紫色、灰色等其他颜色均为不合格,表面均需要处理或者返修。
5.2.2 焊缝的外观质量
首先应无焊接变形,工件焊接后一般都会产生变形,如果变形量超过允许值,就会影响使用。再者要控制错边量和焊缝余高,不能超过相关标准的允差范围。钛合金焊缝表面应无焊渣、飞溅、裂纹、焊瘤、未焊透、咬边、多余凸面(角焊)、成型不良、错边、烧穿、电弧击伤、塌陷、气孔、夹渣等肉眼可见缺陷[2-3]。
6 焊缝尺寸检验测量方法
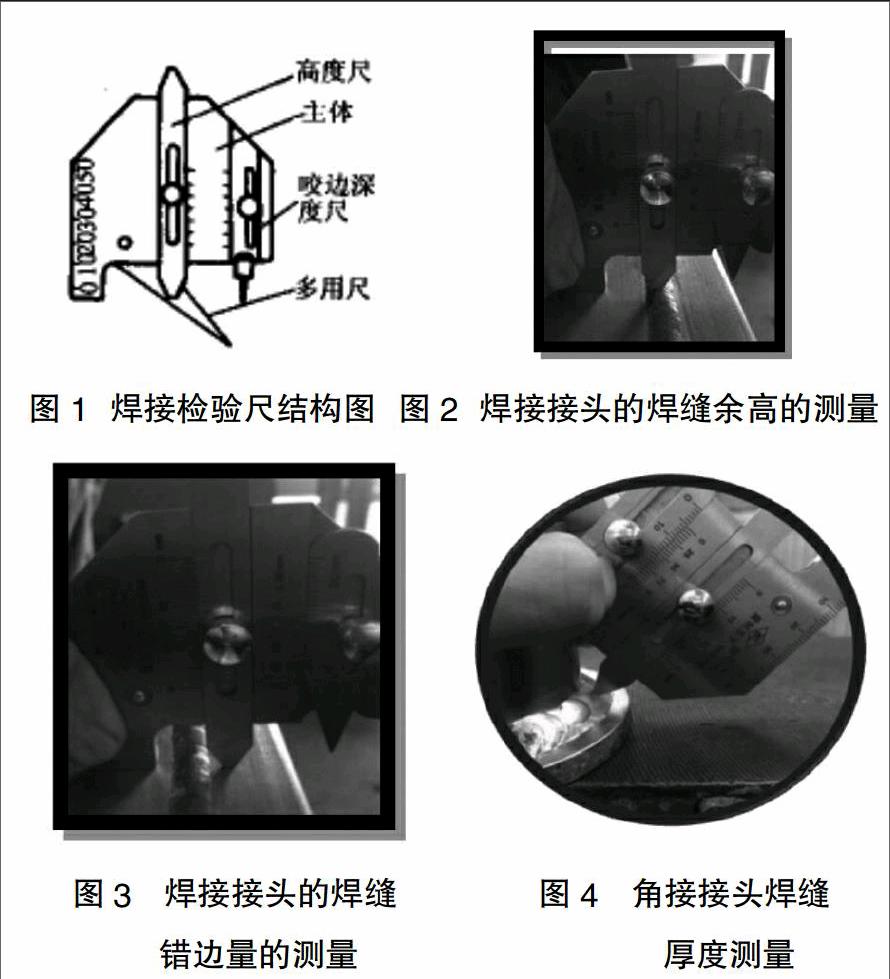
焊缝检验主要检验工具为经过计量合格的钢卷尺和焊接检验尺。下面主要介绍焊接检验尺的具体测量方法。焊接检验尺主要由主尺、高度尺、咬边深度尺和多用尺四部分组成。焊接检验尺如图1所示。图2~图5主要介绍焊接接头的焊缝余高﹑焊后错边量﹑角接接头焊缝厚度测量等典型焊接接头几何尺寸的测量。
宽度测量﹑焊脚测量﹑焊缝厚度测量﹑咬边深度测量﹑角度测量﹑间隙测量等均可用焊缝检验尺进行测量,其中焊缝宽度测量亦可采用游标卡尺进行测量。
7 工业视频内窥镜在钛合金焊接接头中的应用
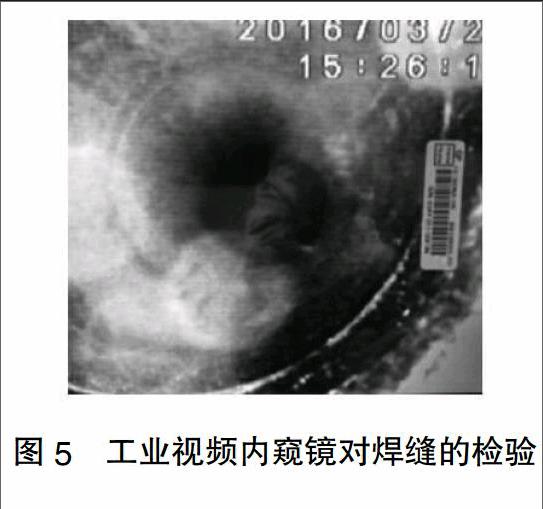
由于结构原因,有些部位的焊接接头无法进行直接目视检测,为了保证焊缝质量,必须借助一些其他手段进行检测,如工业视频内窥镜。如图5所示为φ25mm钛管对接焊缝,采用工业视频内窥镜对钛材焊接接头背部焊缝的检验。通过内窥镜检测技术实现内部结构和内表面形态检测,它是產品质量控制最有效的手段之一。在控制钛合金焊接接头背部质量及角焊缝的焊接质量起到非常有效的作用 。
8 结语
近年来钛材在各个行业的作用越来越显著,钛制压力容器及压力管道广泛应用于石油、化工、航空航天、核电工程、环保工程、海洋工程等领域,钛成型焊缝成为其主要构成部分,其外观质量是保证产品质量的极其重要的内容。对外观质量不合格的焊缝,应及时进行返修处理,返修后重新进行检查。论文阐述了钛焊缝的外观检验方法,为后续的检测方法提供依据,保证后续工序的顺利进行。也希望对同行业相关人员有一定的帮助。
【参考文献】
【1】全国锅炉压力容器标准化技术委员会.钛制焊接容器[M].北京:中国标准出版社,2002.
【2】全国锅炉压力容器标准化技术委员会.热交换器[M].北京:中国标准出版社,2014.
【3】全国锅炉压力容器标准化技术委员会.压力容器[M].北京:中国标准出版社,2011.
