色牢度仪器评级法对不同纺织品的适用性
2017-04-10袁志磊张亚雯蔡佳仕上海出入境检验检疫局上海0035东华大学纺织学院上海060
袁志磊, 张亚雯, 蔡佳仕(. 上海出入境检验检疫局, 上海 0035; . 东华大学 纺织学院, 上海 060)

色牢度仪器评级法对不同纺织品的适用性
袁志磊1, 张亚雯2, 蔡佳仕1
(1. 上海出入境检验检疫局, 上海 200135; 2. 东华大学 纺织学院, 上海 201620)
为了研究仪器评级法对不同类型纺织品的适用性,利用分光光度计、色差仪和数字图像评级系统,在多种测试条件下对具有不同表面特征的织物进行色牢度评定,并将评级结果与目光法评级结果进行对比分析;其中测试条件包括色差公式、标准光源、几何条件和视场角等,纺织品的类型有不平整织物、涂层织物、网眼织物、多色花型织物、绒毛织物、光泽织物。结果表明:织物色牢度受织物表面特征的影响较大;除个别颜色织物外,仪器评级法适用于大多数织物;不同的仪器适用于评定不同类型的织物;在使用仪器法评价织物色牢度等级时,应综合考虑织物的表面特征来选择合适的测试仪器和条件;对于特殊织物的色牢度,应将仪器评级法与目光评级法结合进行综合评价。
纺织品;色牢度;仪器评级;适用性
纺织品色牢度是指印染到织物上的颜色在加工和使用过程中对外界作用的抵抗力,是纺织品最基本、最重要的安全技术指标之一[1]。传统的色牢度评级方法一般是目光评级法,即通过人眼目测色牢度试验前后试样的色差大小,并与标准灰卡进行对比来评级,该方法操作起来比较简单方便,但受检测人员的主观因素干扰较大,需要检测人员具有一定的评级经验,并定期进行目光的比对。
目前在新修订的色牢度试验方法标准中,都将仪器评级方法作为色牢度评级方法的一种,仪器评级方法相对目光评级法更加客观且精度高。仪器评级方法可分为分光光度法和数字图像技术评级法,前者是通过测定颜色的光谱功率分布、颜色密度、色度坐标、三刺激(RGB)值等对颜色进行评级[2];后者是通过测定试样图像的RGB值,利用标准色卡校正得到试样的标准色度值,以此来评价色牢度等级[3]。但对于一些具有特殊表面特征的织物,仪器评级与目光评级结果会存在较大差异,同时也会受到试验参数的影响,比如色差计算公式、光源、几何条件和视场角等。因此,笔者使用3种具有代表性的测色仪,在不同的试验参数条件下,研究分析了仪器评级方法对6种具有不同表面特征织物的适用性。
1 试验仪器和测试条件
1.1 试验仪器
试验采用Digieye数码影像评级系统、Color Eye 7000A型分光光度计和Hunter Labscan XE型色差仪来进行。Digieye数码影像评级系统通过高清数码相机获得试样图像,利用计算机软件程序分析和测量图像的RGB值,再通过标准色卡的CIE RGB颜色空间和CIE XYZ颜色空间之间的转换模型,将测得的RGB值转换成色度坐标值,最后利用CIE DE2000色差公式计算出色差,并转换为色牢度等级。Color Eye 7000A型分光光度计和Hunter Labscan XE型色差仪都是利用分光光度的原理,测试试样反射的光谱功率分布,根据这些光谱测量数据计算得出在标准照明和标准观察者条件下物体颜色的RGB值,根据CIE LAB公式计算出色差,并转换为色牢度等级。仪器评级中主要包括以下4个方面的测试条件。
1.2 标准光源
物体在不同的光源照射下会呈现不同的颜色,因此色牢度评级时需在同一稳定、有效的光源下进行。在纺织品仪器测色中,通常使用标准光源D65和A光源,CIE 光源A是相关色温为2 856 K的充气钨丝灯模拟标准照明体A的人工光源,标准照明体D65是相关色温大约为6 500 K的昼光[4]。
从色温上看,标准A光源(2 856 K)的色温要低于标准D65光源(6 500 K),其在长波红区部分的能量明显高于短波蓝紫区的,标准A光源光色整体偏黄[5]。在该试验中,Digieye数码影像评级系统和Hunter Labscan XE型色差仪采用D65光源,Color Eye 7000A分光光度计采用D65光源和A光源两种方式。
1.3 色差公式
目前,纺织品色牢度评级中常用的色差计算公式主要有CIE LAB和CIE DE2000。
1.3.1 CIE LAB色差公式
1976年,国际照明协会CIE推出了CIE LAB颜色空间及其色差公式。CIE LAB色差的计算公式如下[6]:


虽然CIELAB并非完全均匀的颜色空间,但容易根据坐标空间上的位置找出相对应的颜色。
1.3.2CIEDE2000色差公式
2000年,在CIELAB色差公式的基础上,CIE技术委员会提出了CIEDE2000色差公式,如下:

式中:ΔE2000为色差;ΔL′为明度差;ΔC′为饱和度差;ΔH′为色调差;kL,kC,kH为根据实际情况许可明度、饱和度和色调的权重,对于纺织样品,一般采用kL=1.5,kC=kH=1;SL,SC,SH分别是明度、饱和度和色调的权重函数;RT为交互项。
在该试验中,Color Eye 7000A型分光光度计和Hunter Labscan XE型色差仪采用CIE LAB色差公式,Digieye数码影像评级系统采用CIE DE2000色差公式。
1.4 视场角
人眼在不同的视场角下观察到的颜色会有一定的差异。在小视场(小于4°)的情况下,人眼辨别颜色差异的能力较低;视场角从2°增加到10°时,人眼对颜色匹配的精度和辨别差异的能力会提高;但视场角进一步增大时,颜色匹配的精度提高并不大[7]。在纺织品的仪器测色中,通常采用2°或10°的视场角,如图1所示。

图1 2°和10°视场角示意图Fig.1 Schematic diagram of 2° and 10° field angles
在该试验中分析了Digieye数码影像评级系统分别在2°和10°视场角下的评级结果,及Color Eye 7000A型分光光度计和Hunter Labscan XE型色差仪在10°视场角下的评级结果。
1.5 几何条件
几何条件是指颜色测量仪器的照明光源和探测器与待测样品之间的几何关系[3]。纺织品仪器测色中常用的几何条件有d/8,45/0,0/45等,如图2所示。
d/8是指反射光束轴线与试样中心法线成8°,在接收光束轴线5°内的所有方向上,采样孔径反射的辐射是均匀的[8],d表示漫反射 。
45/0是指照明光束的轴线与样品表面法线成45°±2°,观测方向和样品表面法线的夹角不超过10°,照明光束轴线与任一光线之间的夹角不超过8°[9]。
0/45是指照明光束的轴线与样品表面法线间的夹角不超过10°,在与法线成45°±2°的角度下观察样品,照明光束的轴线与任一光线之间的夹角不超过8°。
该试验中,Color Eye 7000A型分光光度计的几何条件为d/8,Digieye数码影像评级系统的几何条件为d/8和45/0,Hunter Labscan XE型色差仪的几何条件为0/45。
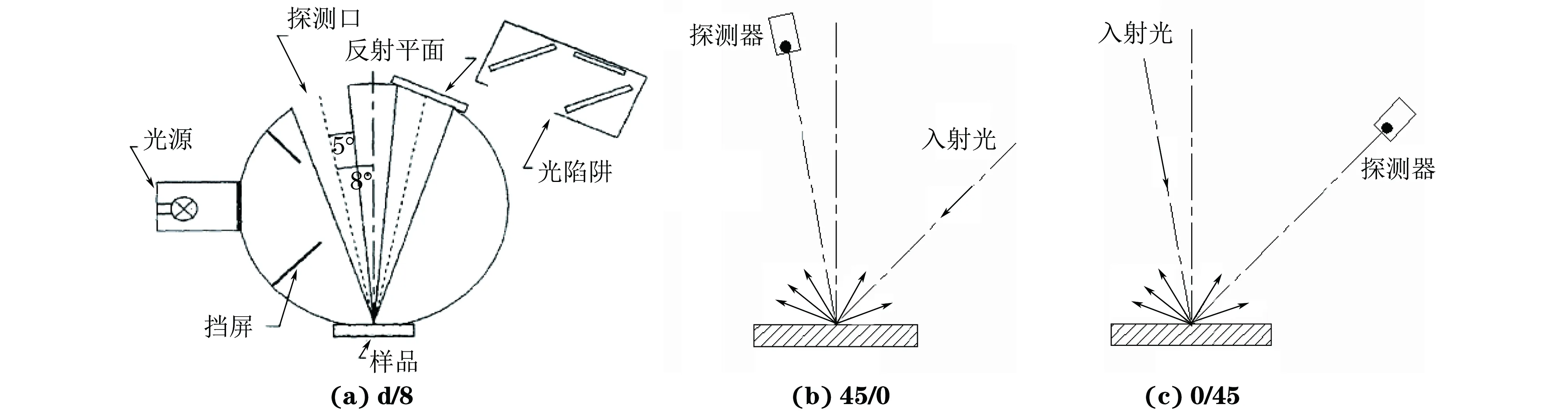
图2 3种几何条件示意图Fig.2 Schematic diagram of three kinds of geometrical conditions
2 试验方法
2.1 试样
选取通过色牢度试验的试样和原样,包括表面不平整、涂层、网眼、多色花型、绒毛和光泽6种不同织物,每种类型织物有5块不同的试样。
2.2 测试标准
分光光度法参照FZ/T 01023-1993《贴衬织物沾色程度的仪器评级方法》和FZ/T 01024-1993《试样变色程度的仪器评级方法》,数码影像评级法参照ISO 105-A11:2012DeterminationofColorFastnessGradesbyDigitalImagingTechniques[10-12]。
2.3 数据处理方法
根据下式计算在不同的试验条件下,仪器评级结果相对于目光评级结果的均方根误差:
式中:XRMSE为均方根误差,XRMSE越小,表明仪器评级结果与目光评级结果一致性越好;Xi,Yi分别为第i个试样的仪器评级和目光评级级数;n为试样的个数。
3 试验结果与讨论
3.1 不平整织物
试验所用5块具有凹凸效果的不平整织物分别为:墨绿色灯芯绒织物、黄褐色凸条纹针织物、灰色提花针织物、黑白条针织物和藏青色条纹机织物,依次编号为试样1~5。其纤维成分分别为:100%棉(质量分数,下同)、65%涤纶/35%棉、100%锦纶、60%涤纶/40%锦纶、99%棉/1%氨纶。在不同的测试条件下,这5块不平整织物通过仪器及目光评定的色牢度评级结果如表1所示。
由表1可以看出:在测试不平整织物时,D65光源与目光的评级结果的一致性较好,使用CIE DE2000色差公式计算得到的色牢度结果较使用CIE LAB色差公式计算得到的更接近目光评级结果;数码影像评级系统在d/8和45/0几何条件下的试验结果均接近目光评级结果,当几何条件为d/8时,10°视场角比2°更为准确,当几何条件为45/0时,10°和2°视场角的结果均较接近目光评级结果。因此,该试验中的不平整织物可采用数码影像系统评级,宜选用D65标准光源、45/0几何条件和10°视场角的测试条件。

表1 不平整织物的色牢度评级结果Tab.1 Rating results of color fastness of uneven fabrics 级
3.2 涂层织物
试验所用5块涂层织物的颜色分别为:黄白色、深蓝色、金黄色、米黄色和枣红色,依次编号为试样6~10。这些织物的纤维成分分别为:75%棉/25%涤纶、80%涤纶/20%棉、涤纶、75%棉/25%涤纶、涤纶。这5块不同颜色的涂层织物通过仪器及目光评定的色牢度评级结果如表2所示。
由表2可以看出:3号金黄色涂层试样的3个仪器评级结果分别为4.5,4.5,4级,目光评价结果为2级,两种评级方法得到的结果差异较大;1,2,5号试样的颜色分别为黄白色、深蓝色、枣红色,这3块涂层织物的仪器评级结果与目光评级的差异在半级以内;4号米黄色试样由于变色不均匀,受到分光光度计测试孔径大小的限制,只能测试较小的部分区域,得到的结果偏小,与目光评级之间存在1级的差异。从该试验结果来看,仪器评级不适合评价黄色涂层试样的色牢度等级,对试验所用的另外几种颜色可行。

表2 不同颜色涂层织物的色牢度评级结果Tab.2 Rating results of color fastness of coating fabrics with different colors 级
3.3 网眼织物
试验所用5块网眼织物分别为:橘黄色提花网眼织物、淡绿色针织物、绿色提花网眼织物、橙黄色纬编针织物和粉色菱形网眼织物,依次编号为试样11~15。这些织物的纤维成分分别为:70%锦纶/30%氨纶、50%聚酯/49%粘胶/1%氨纶、80%涤纶/20%棉、87%粘纤/11%锦纶/2%氨纶、锦纶。这5块不同颜色、网眼结构织物通过仪器及目光评定的色牢度评级结果如表3所示。
由表3可以得出:测试网眼织物的色牢度等级时,数码影像测试系统的评级结果较符合目光评级结果,且在不同的几何条件和视场下,与目光评价结果的一致性较好;分光光度计评级结果与目光评级结果之间存在半级以上的差异。这主要是因为利用色差仪评级时,由于存在网眼,仪器中试样夹持部件的颜色会对试样的颜色测量产生影响。而数码影像系统采用的底板背景色为灰色,且可对试样图像上的测量部位进行选择,不受背景颜色的影响。因此,从该试验结果来看,网眼织物适合采用数码影像评级系统来进行色牢度评定,且在不同的几何条件和视场角下的试验结果与目光评级结果的一致性均较好。
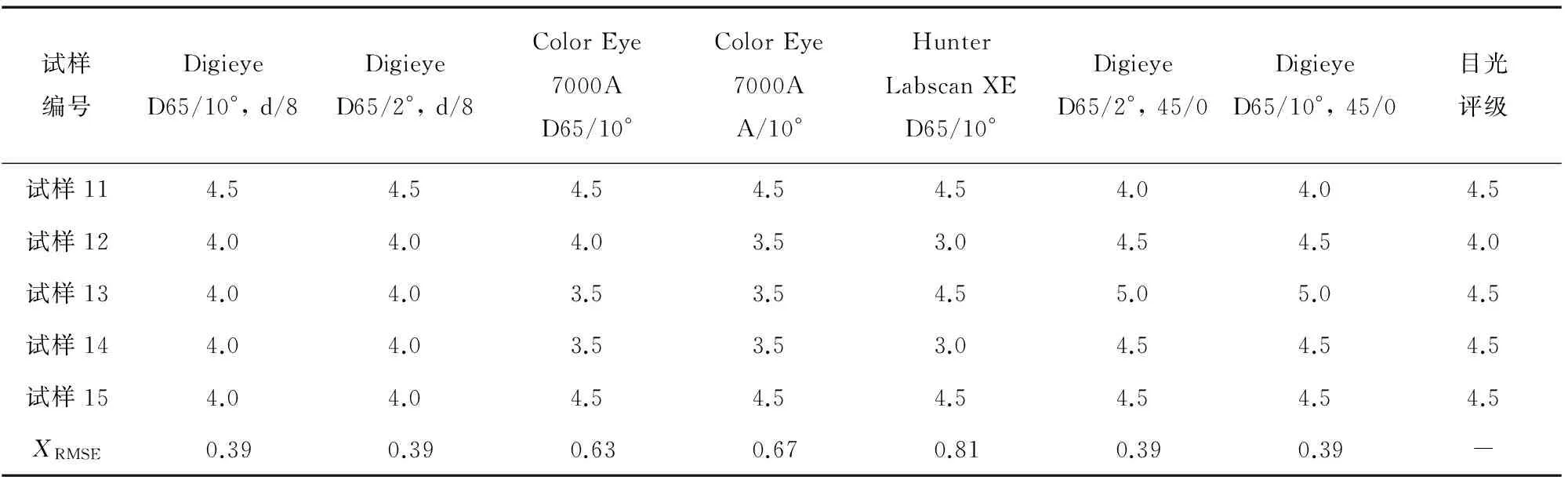
表3 不同网眼结构织物的色牢度评级结果Tab.3 Rating results of color fastness of different mesh fabrics 级
3.4 多色花型织物
试验所用5块多色花型织物分别为:黄蓝花卉印花平纹织物、花灰针织物、蓝白条纹机织物、紫黑针织物和红白针织物,依次编号为试样16~20。这些织物的纤维成分分别为:54%棉/22%涤纶/22%粘胶/2%氨纶、80%粘胶/20%涤纶、60%棉/40%莫代尔、70%尼龙/30%氨纶、80%涤纶/20%棉。这5种多色花型的织物试样通过仪器及目光评定的色牢度评级结果如表4所示。
由表4可以看出:在测试不规则花型试样的色牢度时,数码影像评级系统在d/8和45/0几何条件下的试验结果与目光评级结果的一致性较好。分光光度计由于受到测试孔径大小的限制,仅能对大于测试孔面积的颜色进行测量,而对于复杂花型、细条等较小部位的颜色变化难以通过测试孔来测量。因此,从该试验结果来看,多色花型织物适合采用数码影像评级系统来评价色牢度等级,且不同几何条件和视场角对评级结果的影响较小。

表4 多色花型织物的色牢度评级结果Tab.4 Rating results of color fastness of multicolor pattern fabrics 级
3.5 绒毛织物
试验所用的5块绒毛织物试样分别为:黑色长绒毛织物、白色仿羊羔毛织物、墨灰色摇粒绒织物、土黄色单面绒织物和青色摇粒绒织物,依次编号为试样21~25。这些织物的纤维成分分别为:85%腈纶/15%羊毛、涤纶、50%棉/50%涤纶、涤纶、70%腈纶/30%涤纶。这5块绒毛织物试样通过仪器及目光评定的色牢度评级结果如表5所示。
由表5可以看出:数码影像评级系统在d/8几何条件下的色牢度评级结果较符合目光评级结果。分光光度计测试的试验结果与目光评级结果存在一定的差异,主要是因为分光光度计是直接接触试样,仪器的夹持部分对试样表面的绒毛产生压迫,一定程度上改变了试样的表面形态。因此,该试验所用的绒毛织物更适合在d/8,D65/10°测试条件下,使用数码影像评级系统来进行色牢度评级。
3.6 光泽织物
试验所用的5块光泽织物试样分别为:白底黑点平纹织物、金黄色斜纹织物、粉底黑点平纹织物、绿色平纹织物和黑色斜纹织物,依次编号为试样26~30。这些织物的纤维成分分别为:75%涤纶/25%棉、桑蚕丝、75%聚酯/25%棉、锦纶、92%桑蚕丝/8%氨纶。这5块光泽织物通过仪器及目光评定的色牢度评级结果如表6所示。

表5 绒毛织物的评级结果Tab.5 Rating results of color fastness of nap fabrics 级
由表6可以看出:几何条件为d/8的数码影像测试系统和分光光度计得到的评级结果与目光评级结果较一致;几何条件为0/45的色差仪和几何条件为45/0的数码影像系统的评级结果与目光评级结果之间存在半级以上的差异。测试光泽度较高的试样时,几何条件的不同会导致探测器接收光通量的差异,进而导致其反射因数产生较大的差异,不同的几何条件对试验结果的影响较大。因此,对于光泽度较好的织物,宜采用几何条件为d/8的数码影像测试系统和分光光度计来进行色牢度评定。

表6 光泽织物的色牢度评级结果Tab.6 Rating results of color fastness of shiny fabrics 级
4 结论
通过对不同表面特征织物的色牢度试验分析,可以得出以下结论。
(1) 不同仪器和测试条件的色牢度测试结果受织物表面特征的影响较大。
(2) 除个别颜色外(如黄色),仪器评级法适用于大多数纺织品的色牢度测定。
(3) 不同的仪器评级适用于不同类型的织物,如该试验中的网眼织物、多色花型织物及绒毛织物更适合采用数码影像评级系统进行色牢度评级。
(4) 在测定光泽织物和绒毛织物的色牢度时,宜选用d/8几何条件。
(5) 在用仪器法评价纺织品色牢度等级时,应综合考虑织物的表面特征,选择合适的测试仪器和条件。对于特殊织物,应与目光评级法结合进行综合评价。对各种表面特征织物的适用仪器和测试条件,有必要进行深入研究。
[1] 张红霞.纺织品检测实务[M].北京:中国纺织出版社,2007:82.
[2] 周炜,钟蕾,李卫东,等.色牢度目测评级与仪器评级的相关性[J].上海纺织科技,2013,41(5):4-5.
[3] 金肖克,李启正,张声诚,等.织物颜色测量方法的分类与发展[J].纺织导报,2012(9):103-105.
[4] GB/T 3978-2008 标准照明体和几何条件[S].
[5] 杜红梅.D65光源和A光源对翡翠(绿色)质量评价的影响[D].北京:中国地质大学,2010:44.
[6] GB/T 8424.3-2001 纺织品色差的计算[S].
[7] 李秀荣.颜色测量中应注意的问题[J].广东印刷,2010(1):25-26.
[8] 蒋耀兴.纺织品检验学[M].北京:中国纺织出版社,2008:93-94.
[9] 李汝勤,宋钧才.纤维和纺织品测试技术[M].上海:东华大学出版社,2005:207.
[10] FZ/T 01023-1993 贴衬织物沾色程度的仪器评级方法[S].
[11] FZ/T 01024-1993 试样变色程度的仪器评级方法[S].
[12] ISO 105-A11:2012 Determination of color fastness grades by digital imaging techniques[S].
Applicability of Instrument Rating Methods for Color Fastness on Different Types of Textiles
YUAN Zhi-lei1, ZHANG Ya-wen2, CAI Jia-shi1
(1. Shanghai Entry-Exit Inspection and Quarantine Bureau, Shanghai 200135, China;2. College of Textile, Donghua University, Shanghai 201620, China)
In order to study the applicability of instrument rating methods on different types of fabrics, the spectrophotometer, colorimeter and digital image grading system were used to evaluate the color fastness of textiles with different surface characteristic in different conditions. The rating results of instruments were compared with the visual rating results. The testing conditions included color-different formulas, standard illuminants, geometric conditions, field angles and so on. The types of fabrics included uneven fabrics, coating fabrics, mesh fabrics, multicolor pattern fabrics, nap fabrics and shiny fabrics. The results show that: the color fastness of fabrics was greatly affected by the surface characteristic of fabrics; instrument rating methods were suitable for most textiles except individual textiles in some colors; different instruments were suitable to evaluate different types of fabrics; the surface characteristic of fabrics should be taken into account comprehensively when choosing suitable testing instruments and conditions to evaluate the color fastness of textiles; for the color fastness of special fabrics, instrumental methods should be combined with visual assessment to evaluate comprehensively.
textile; color fastness; instrument rating; applicability
2016-04-05
袁志磊(1980-),男,高级工程师,主要从事纺织品物理安全性和功能性检测技术研究。
张亚雯(1987-),女,硕士,主要从事纺织检测与标准工作,yawenzhang0722@163.com。
10.11973/lhjy-wl201703006
TS1
A
1001-4012(2017)03-0172-06
