高能球磨法制备超细ATH技术研究
2017-04-10宋小兰沈劲松王毅赵珊珊刘
宋小兰++沈劲松++王毅++赵珊珊++刘双
摘 要:采用高能行星式球磨机对氢氧化铝进行了超细化处理,对样品进行了粒度分析,考察了制备工艺中几种影响因素。结果表明,磨珠直径越大,对ATH的碎粉效率越高;磨珠进行级配后,特别是级配直径差越大的磨珠,对ATH微粉的粉碎效率越高;空磨(不添加磨珠)对细ATH原料的粉碎效果更好。
关键词:氢氧化铝;磨珠;级配;粉碎效率;空磨
DOI:10.16640/j.cnki.37-1222/t.2017.07.032
1 引言
三水合氧化铝(ATH)是一种安全无毒的无机阻燃剂,它作为阻燃填充剂,兼有充填、阻燃和消烟三重功能,成为材料工业中引起特别关注的填充剂[1-3]。目前全球ATH的消耗量约为220kt以上,占阻燃剂总耗量的50%,占无机阻燃剂总耗量的75%[4]。然而,目前国产ATH阻燃剂的粒径较大,影响制品的材料物理机械性能,其粒度的大小直接影响阻燃剂的阻燃性能。但细化的ATH的高加入量(40%以上)會降低了聚合物制品的加工性能和机械强度,断裂伸长率等指标急剧下降。结合实际,ATH粒度在控制在2μm左右,可达到综合性能良好的阻燃效果、加工性能和机械强度等。本文采用高能机械球磨法对ATH进行超细化处理,考察了几种工艺影响因素,并对试验结果进行了深入分析。
2 实验方法
在行星式球磨过程中,滚筒在自转的同时伴随公转。公转可以产生数倍、甚至数十倍于重力加速度g的向心加速度a,产生的冲击或研磨效果会显著增加。行星效应用Z表示:
Z=a/g
式中,a—行星式球磨机滚筒中心处的向心加速度。当公转角速度为Ω(10.47rad/s),筒心所在圆周半径为R时,a值为:
a=Ω2R
本试验中使用的行星式球磨机的R=0.4m,
a=0.4×(10.47)2=43.8m/s2
则Z=43.8/9.8=4.5
本文中的行星式球磨机中工作于该机中的磨球重量增至原重的4.5倍,可大大提高球磨效果,使得筒内粉料能在较短时间内研磨到微米甚至纳米级。
3 结果与分析
为了增加对比性,本试验中采用两种原料ATH,粗原料(约200um)和细原料(5-50um)。以下考察了磨珠大小、磨珠粒度级配、助磨剂以及球磨时间对ATH的球磨效果。
3.1 磨珠直径对ATH粉体的影响
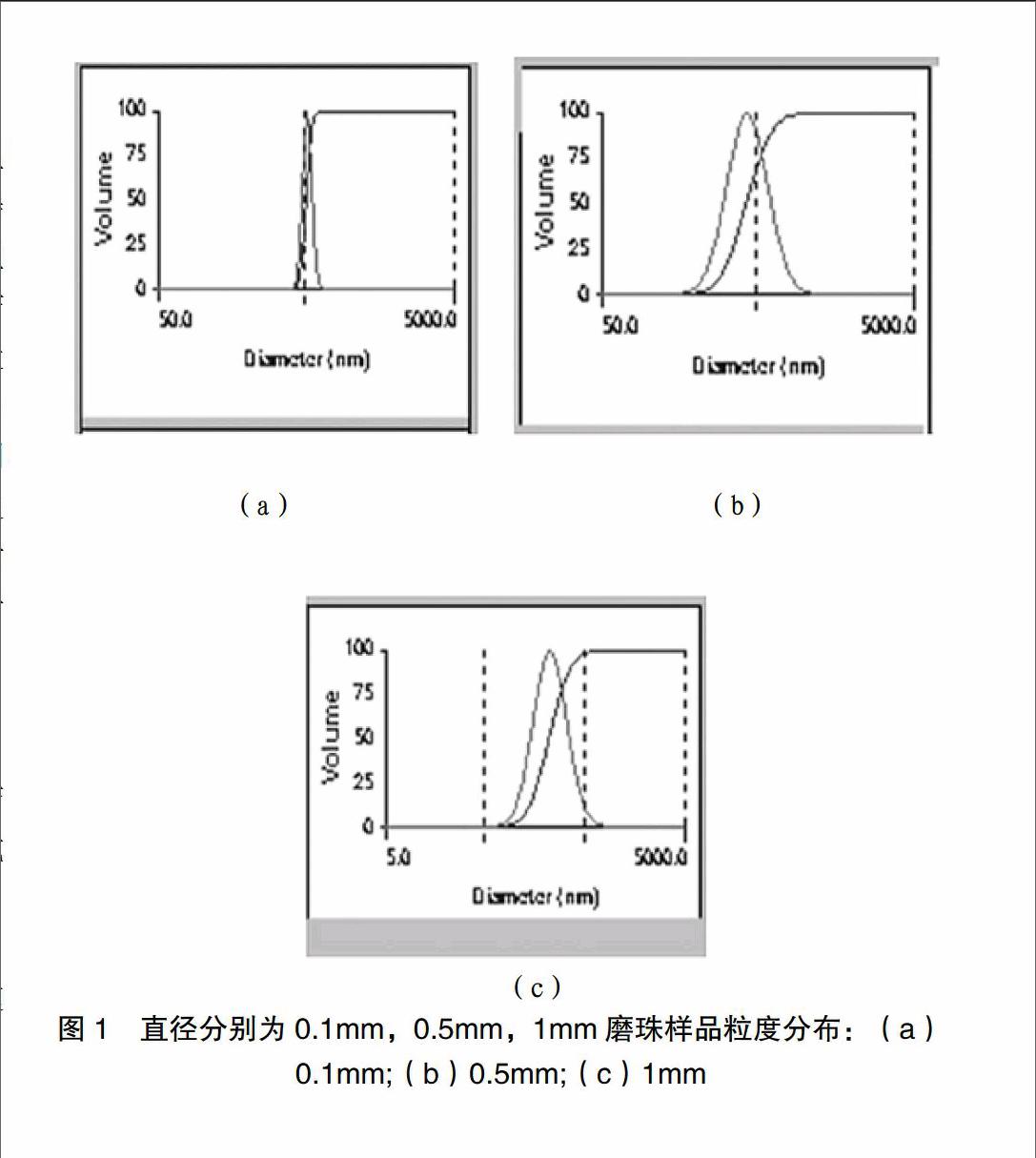
(1)采用细原料:在球磨时间为6小时的条件下,考察了磨珠直径分别为0.1mm、0.5mm和1mm下,原料ATH的球磨效果,如图1所示。
在本试验条件下,0.1mm磨珠可以将细原料ATH粉碎至粒度中值为513.4nm,0.5mm磨珠细化的ATH粒径中值可达432.5nm,而1mm磨珠则可将ATH粉碎至224.7nm。
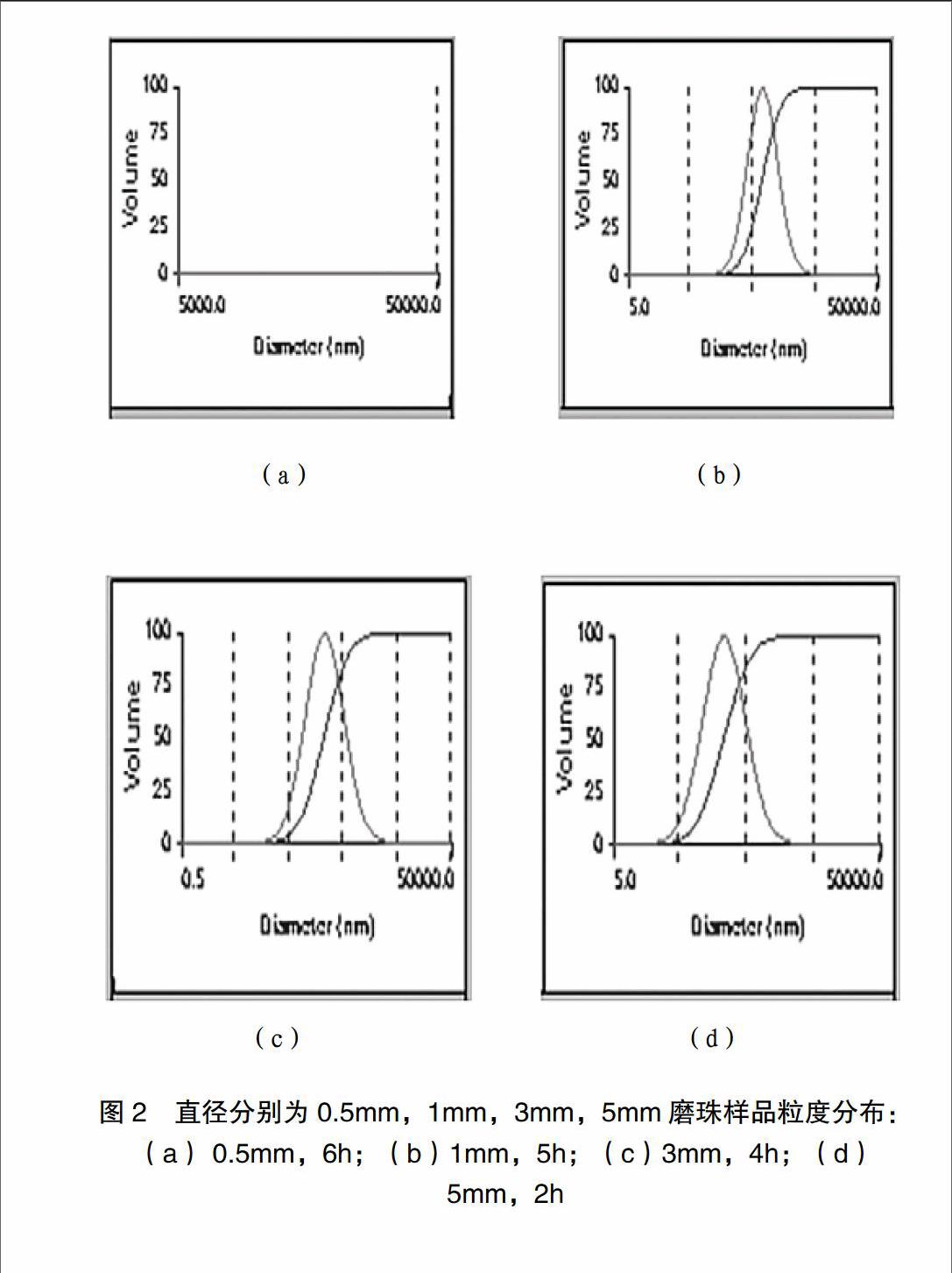
(2)采用粗原料:考察了磨珠直径分别为0.5mm、1mm、3mm和5mm下,原料ATH的球磨效果。实验中发现,随着磨珠粒径的增大,样品达到细化效果的时间越短,出现粉料“挂壁”现象越明显。因此,上述对应直径磨珠在球磨6小时、5小时、4小时、2小时时取样的粒度测试结果如图2所示。
由上述可知,随着磨珠直径的增大,ATH微粉的粒径中值逐渐减小,磨珠为3mm和5mm时,微粉粒径已经达到了较好的细化效果,且球磨时间还可大大缩短。本组实验结果说明增大磨珠直径,有利于提高ATH微粉的粉碎效率,且粗原料的粉碎效果要比细原料的更好。
3.2 磨珠级配对ATH微粉的影响
本组试验中将不同直径的磨珠按照1:1比例进行混合。采用粗原料,球磨时间为4小时,可以发现,在相同的试验条件下,(0.5mm+5mm)磨珠组对粗原料的粉碎效果最好,细化样品的粒径中值可达187.1nm,而(1mm+3mm)磨珠组的粉碎效果最差,细化样品粒度中值为283.9nm。本组试验结果表明,对磨珠进行级配可大大提高ATH的粉碎效果,且级配直径差越大,粉碎效果越好。
3.3 助磨剂、空磨对ATH微粉的影响
采用三乙醇胺作为助磨剂,掺入量为0.5%,采用了细原料,磨珠直径大小为0.1mm,球磨时间为6小时。可以发现,在相同试验条件下,添加助磨剂三乙醇胺对ATH的粉碎效果并不明显。此外,前期试验中发现空磨(即不添加磨珠)对去除粗原料的颗粒表面棱角有效。本试验中采用细原料进行了6小时空磨。本组试验结果说明对于细原料而言,空磨(不添加磨珠)也会提高其粉碎效果。行星式球磨机中,细粒子之间的惯性力作用要比普通球磨机的大很多,造成了细粒子表面的棱角互相碰撞、摩擦以及挤压大大增强,从而提高细颗粒的粉碎效果。若有磨珠存在的情况下,由于磨珠表面非常光滑细腻,且其直径均100μm以上,使得其与细粒子表面接触后的挤压和摩擦力并不大,最终影响了粉碎效果。
4 结论
本文考察了在高能球磨法制备超细ATH过程中,原料粒度大小、磨珠直径、磨珠级配、助磨剂以及空磨等因素对粉碎效果的影响,得到如下结论:
(1)增大磨珠直径,有利于提高ATH微粉的粉碎效率。而且,粗原料的粉碎效率要比细原料的更高。
(2)磨珠级配可有效提高ATH微粉的粉碎效率。而且,级配磨珠的直径差越大,对ATH的粉碎效果越好。
(3)助磨剂三乙醇胺对ATH微粉的粉碎效果并不显著。对细原料的ATH而言,空磨(不添加磨珠)可提高其粉碎效果。
参考文献:
[1]陈浩然,李晓丹.阻燃剂的研究发展现状[J].纤维复合材料, 2012(01):18-21.
[2]刘立华,董玉环,贾静娴.氢氧化铝阻燃剂的表面改性[J].塑料科技,2008,36(04):88-92.
[3]王建立,和凤枝,陈启元.阻燃剂用超细氢氧化铝的制备、应用及展望[J].中国粉体技术,2007(01):38-42.
[4]刘立华,贾俊芳.氢氧化铝阻燃剂的应用现状及前景展望[J]. 化工科技市场,2008,31(04):6-9.
