工业余热热泵及余热网络化利用的研究现状与发展趋势
2017-04-07王如竹王丽伟潘权稳徐震原
王如竹 王丽伟 蔡 军 杜 帅 胡 斌 潘权稳 江 龙 徐震原
(1 上海交通大学制冷与低温工程研究所 上海 200240; 2 中国科学院工程热物理研究所 北京 100190)
工业余热热泵及余热网络化利用的研究现状与发展趋势
王如竹1王丽伟1蔡 军2杜 帅1胡 斌1潘权稳1江 龙1徐震原1
(1 上海交通大学制冷与低温工程研究所 上海 200240; 2 中国科学院工程热物理研究所 北京 100190)
当前工业能源消耗中所排放的低品位余热量大面广,若采用高效的余热利用技术将这部分余热回收,将具有显著的节能效果。工业余热热泵技术可以实现余热品位的提升或容量的扩大,一方面可以将回收的热量应用到工业流程中,另一方面可以在区域供热及供冷方面发挥作用。本文分析了压缩式热泵、吸收式热泵与化学热泵的特点与发展趋势。目前三种热泵技术都在工质、循环以及系统创新方面得到了较大的发展,但是在容量、能效比、温升与可靠性方面存在不可兼得的瓶颈问题。此外,工业余热根据种类以及温度品位的不同,适用场合与特点也各不相同。但目前在余热回收利用的设备与系统方面,缺乏针对不同余热特点的指导性设计准则。未来的研究需要集中在发展效率高、容量大、热适应性好、稳定可靠的热泵技术,形成各余热热泵互补利用的广谱化设计准则。同时需要通过对余热的热、电、冷、储、运的网络化利用进行余热系统高质化集成,实现工业余热的高效利用。
工业余热;压缩式热泵;吸收/吸附式热泵;化学热泵;网络化利用
1 工业余热热泵应用背景
工业余热主要指冶金、电力、化工、食品等工业生产设备或系统所排出的可以以热能形式回收的能量,通常这种热能无法用于工艺生产过程。根据余热存在的形式,低品位余热的表现形式可分为:固态<400 ℃,液态<120 ℃,气态<250 ℃,经过合理的能源转化,在工业流程中可获得再次应用以满足用能需求。根据2015年国家统计年鉴的数据,目前工业能源消费量相当于29.1亿吨标准煤,低品位余热占总能源消费的14.2%。各工业生产环节和居民生活存在大量的用热或用冷需求,若采用高效的回收与利用技术将这部分余热回收40%,相当于节约了1.65亿吨标准煤,具有显著的节能效果。目前低品位余热回收存在回收困难以及利用难度大等诸多问题。通过热泵技术能够提高余热的品位实现质的提升,或者提高余热的利用效率实现量的扩大,可将余热回收并入工业流程,也可以在区域供热和供冷方面发挥作用。因此,发展工业余热热泵技术可以有效利用余热。
2 工业余热热泵的研究现状与发展趋势
利用工业余热的热泵主要包括压缩式热泵、吸收/吸附式热泵、化学热泵。不同类型的热泵所适合的温区不同,以热量输出为例,压缩式热泵(图1(a))利用工质蒸发过程回收低品位热能,利用工质冷凝过程输出所需要的热量,输出温度一般在55~100 ℃。吸收式热泵分为第一类和第二类,第一类吸收式热泵(图1(b))以80~150 ℃热源驱动,通过工质的蒸发吸收低温热源热量,通过释放冷凝热和吸收热实现低温热能品位的提升和量的倍增,输出温度为70~95 ℃。第二类吸收式热泵(图1(c))以70~100 ℃热源驱动,通过向低温热源排热而实现部分热能品位的提升,输出温度为100~150 ℃。化学热泵(图1(d))本质上属于增温型热泵,反应物系在吸热反应器发生分解反应吸收低品位余热(如80 ℃),在放热反应器发生合成反应,释放出高品位热能,输出温度可达150~200 ℃。

图1 工业余热热泵技术Fig.1 Heat pump technologies for industrial waste heat utilization
2.1 压缩式热泵
在国外,自20世纪90年代起,压缩式热泵的工业应用受到了广泛关注,总体研究水平领先于国内,主要集中在新型环保高温工质和系统循环及设备两个方面。L. Liebenberg等[1]对R22/R142b高温热泵热水器进行理论研究,尽管R142b的热力性能良好,但环境指标较高且易燃易爆,通常与其它工质混合使用,适用于木材干燥等小型热泵装置中。美国国家标准局和国家航空航天局、日本神户制钢所和荏原制作所、印度理工学院分别对不同的新型热泵工质(包括R134a、R254fa、R123、R142b、R227、R114等)物性进行了研究,热泵供水温度可达85 ℃。近年来日本神户制钢所又成功研制了采用R134a/R245fa混合工质的高效升温型热泵,最高出水温度为90 ℃[2-3]。法国M.Chamoun等[4]对采用H2O为工质的高温系统进行了理论和实验研究,验证了系统的可行性和高可靠性,并针对不同温度的工业余热,得到了制热量和COP的变化趋势,实验中的冷凝温度可达130~140 ℃, 引领了高温热泵工质研究的新方向。国内沈九兵等[5]针对工业热泵的高温需求,研究分析了以H2O为工质的闭式高温热泵系统,在90 ℃蒸发温度和130 ℃冷凝温度时,COP高达30以上。水蒸气压缩式热泵的实验装置图如图2(a)所示,在蒸发器与冷凝器侧采用喷淋装置进行传热传质强化。在热泵系统循环及设备研究方面,挪威能源科技研究所开发了一种高温压缩吸收式热泵[6],该热泵可以利用50 ℃的工业废热,同时产生90~100 ℃的热水和5~10 ℃的冷冻水。德国GEA公司采用环保工质氨和专用高压螺杆压缩机,开发出大型工业用热泵系统,出水温度最高达90 ℃,能效比达3.35,单台制热量400 kW以上。瑞士Friotherm公司开发了80 ℃冷凝温度,2~20 MW制热量的离心式高温热泵机组[7-8]。离心式高温压缩热泵通常采用R134a、R1233zd(E)为制冷剂(图2(b)),通过中冷器的二次换热或者高温高压气体的冷凝来输出热量。环保工质高温热泵运行的可靠性和工业余热回收用大容量机组的开发是以后研究的重点,同时,关键部件例如压缩机、膨胀阀等的高温适用性研究也势在必行。

图2 两种压缩式热泵[4,8]Fig.2 Two kinds of compression heat pump
国内关于余热回收高温压缩式热泵技术的研究主要集中在高校。上海交通大学利用混合工质将冷凝水从70 ℃加热到90 ℃,同时结合太阳能发电技术,针对压缩机频率和COP的关系开展了一系列研究[9]。西安交通大学设计搭建了余热回收高温热泵系统测试平台,采用压缩机喷油冷却技术,有效控制了螺杆压缩机在高温工况下的排气温度,使得出水温度达到85 ℃,在此基础上开发出制热量700 kW的油田余热回收高温热泵机组和制热量420 kW的印染工艺用高温热泵机组,并进行了实际应用[10-11]。天津大学研究了混合工质BY3和BY4的热力学特性,并研究开发出水温度可达100 ℃的高温热泵机组[12]。合肥通用机械研究院分析研究了高温热泵用压缩机,并进行了实验测试,得到了良好的应用效果。珠海格力电器公司针对包括带有经济器的双级离心式压缩机、卧式壳管式冷凝器、浮球膨胀阀、满液式蒸发器以及回热器等关键部件进行了实验研究,对各关键设备进行合理匹配,对应用现场的运营特性进行统计比较[13]。
目前压缩式热泵多用于家用与商用机组,针对温升30~35 ℃的范围,COP最高为4.2左右。按照空调热泵标准,COP 4.2已经达到一级能效。但在工业应用中,目前国外机组的COP可以达到5~5.5左右,提高性能系数受到了提升温差、工质等多方面的限制。
根据国际能源署(IEA)2014年的报告[14-15],部分当前应用的不同工质的压缩式工业热泵的案例如表1所示。由表1可知,压缩式热泵已经在各行业进行工程应用,产生热量最高到90 ℃。与有机制冷剂相比,氨和二氧化碳这两种自然工质更多应用于大容量热泵,更高品位的热量输出可由第二类吸收式热泵或者化学热泵达到。实际上,压缩式热泵高温应用也进行了可行性实验验证,Alter ECO项目中采用混合制冷剂和涡旋压缩机,蒸发温度为30~60 ℃,冷凝温度可达140 ℃[14],虽然在效率和经济性上还需改进,但可以期待高温的工程应用。
2.2 吸收/吸附式热泵
相比于压缩式热泵,吸收式热泵覆盖的余热资源温度范围较宽。目前吸收式热泵相关研究工作包括以提升系统效率和适应性为目的的循环优化、工质对和传热传质强化等方面的基础研究,以及高效率氨水GAX系统和大型高效商业机组等方面的应用研究。

表1 压缩式工业热泵的部分实际工程应用

图3 新型吸收式热泵循环[19]Fig.3 Novel absorption heat pump cycles
早期吸收式热泵技术研究主要集中在美国,又先后推广到日本和德国等国家,比较有代表性的研究为自20世纪70年代以来围绕美国能源部开展的持续研究,诸如先进吸收循环的研究和“热驱动热泵项目”等[16]。美国能源部联合橡树岭国家实验室、劳伦斯伯克利国家实验室,以及Carrier和Energy Concepts等公司都对吸收式制冷和热泵技术进行了持续研发[17-18],形成了一系列典型研究成果并带动了行业的发展。其中,Carrier、Trane和York等公司较擅长溴化锂系统,而Energy Concepts和Robur公司较擅长氨水系统,部分公司在吸收式热泵领域也做了进一步应用推广。例如在2001~2002年间,基于“热驱动热泵项目”中的“hi-cool热泵”计划,Energy Concepts的吸收热泵在环境温度-8 ℃的工况下实现了1.4的热泵效率,Rocky Research则在多级复合氨工质吸收热泵中实现了相似的效率。除美国外,日本的吸收式技术发展和产业化也较为先进,自20世纪引进并改进吸收式技术后,涌现了一批吸收式机组生产商,例如Yazaki、Ebara、川崎、三洋,成为美国以外吸收式技术发展最为迅速的国家。近年来,为提高燃气热水器效率,美国能源部又开展了民用吸收式热泵热水器的研发,例如配合GE公司开展溴化锂-水工质对添加剂及新型有机盐工质对等研究工作。
我国的吸收式热泵和制冷技术最早由上海第一冷冻机厂和中船工业七○四所等单位共同引进并进行研究。早期研究主要集中在制冷方面,直到1990年才由上海交通大学、上海第一冷冻机厂和上海溶剂厂共同研制出350 kW第二类吸收式热泵并通过鉴定,然而产品并没有得到产业化应用。经过上海第一冷冻机厂和江阴溴化锂制冷机厂的研究,以及远大和双良等公司的诸多技术改进,目前我国吸收式热泵行业已经具备了直燃式、热水式和蒸气式机组的设计加工能力,可根据应用场合需求设计出两级、单效和双效等不同类型的机组,逐步形成了完善的产品系列,推动了技术的产业化和标准化。
国内高校中,上海交通大学、清华大学、东南大学、浙江大学和北京工业大学等单位也在吸收式循环、工质对和热质传递等方面积极开展研究,为行业发展提供了技术储备。例如上海交通大学近年提出了如图3(a)所示的变效吸收制冷循环,可以适应变化热源条件下的制冷与制热,大幅度提高变热源条件下的能量效率。此外近年来发展起来的多级第二类热泵技术(图3(b)),也为提高热泵输出温度提供了有效的手段。
同样根据IEA2014年的报告[14-15],部分当前应用的不同工质的吸收式工业热泵的案例如表2所示。
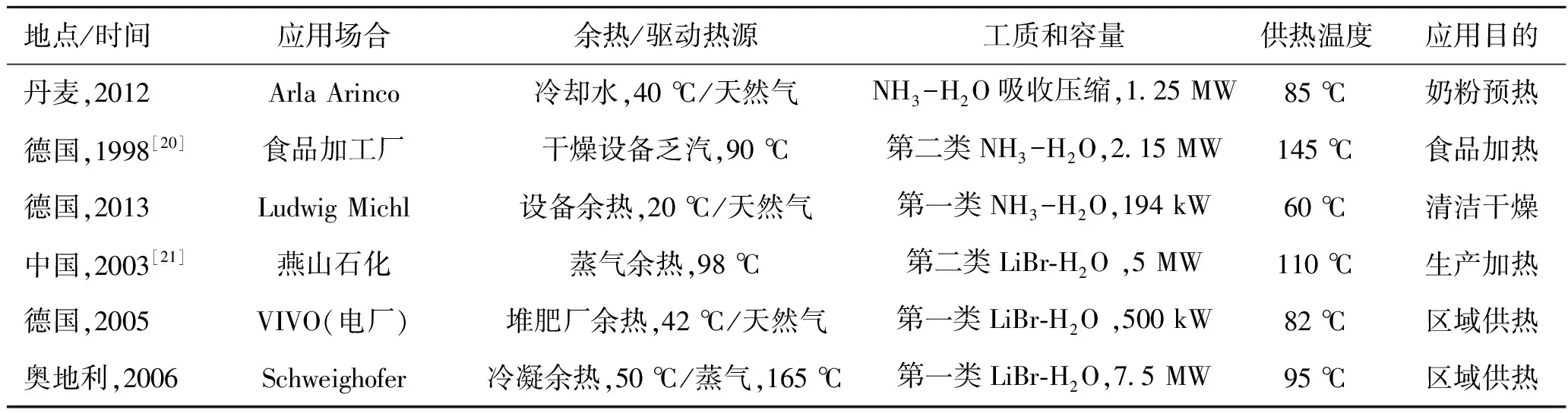
表2 吸收式工业热泵的部分实际工程应用
由表2可以看出,吸收式热泵的应用主要是传统的LiBr-H2O和NH3-H2O工质,均可达到兆瓦级以上应用,第一类吸收式热泵可产生95 ℃热水,第二类吸收式热泵可以输出高于100 ℃的热量。另外,吸收-压缩式热泵也已有工程应用。
吸附热泵的研究主要集中于系统数值模拟和实验样机开发。S. V. Shelton等[22-23]对采用方波型和斜波型热波循环的沸石-氨吸附热泵进行数值模拟,在热源温度316 ℃、蒸发温度5 ℃和供热温度38 ℃条件下,系统制热性能系数分别达到1.87和1.60。但热波循环的系统目前不具备实用性,因此其研究只限于理论和模拟阶段[24-25]。R. E. Critoph等[26]提出一种可实现吸附剂强制对流换热的对流热波循环。以活性炭-氨为工质对,该循环可从0 ℃热源获得50 ℃的热量输出,制热性能系数为1.3。但目前的技术手段难以达到对流热波循环高效换热的要求,所以该循环尚不具备实用价值。王德昌[27]研制了双分离热管型回热回质硅胶-水吸附热泵,并对其进行相关热泵工况实验。实验结果表明该机组在80~110 ℃变化热源温度和5.8~8 ℃环境温度条件下,供热温度为40.4~41.7 ℃,制热性能系数为1.19~1.30。T. Núez等[28]研制了一台小型的硅胶-水吸附热泵,在82.9 ℃热源温度、20.3 ℃环境温度和38.8 ℃供热温度条件下,机组制热量和制热性能系数分别为12 kW和1.39。尽管硅胶-水吸附热泵制热性能系数和供热温度并不高,但有驱动热源温度低的优点。除了针对第一类闭式吸附热泵的研究,B. Xue等[29]提出并研究了直接接触式吸附热泵。该热泵是一个间歇的升温型开放式系统,采用沸石-水作为工质对。系统在发生阶段可输出180 ℃的蒸气,在恢复阶段需要130 ℃高温干空气对系统进行再生。直接接触式吸附热泵是一种比较新颖的技术,但其蒸气产生量不高,需要通过强化吸附剂与空气或水蒸气的传热传质性能来增大蒸气产生量。
当前还没有吸附式热泵机组工程应用的报道,但理论和实验的研究可证明其可行性,随着余热利用技术的发展与推广,吸附式热泵可期得到发展以及工程应用。
2.3 化学热泵
化学热泵是集热泵和储能功能于一体的新型节能技术,通过可逆吸放热化学反应实现能量品位提升与储存,整个系统利用吸放热反应器(见图1(d))间的平衡压力差作为驱动力,其工作循环如图4所示。反应物系在低温热源TM下发生分解反应(图4中的点1),吸收低品位余热,在高温TH条件下发生合成反应(图4中的点4),释放出高品位热能。在系统循环过程中,不同类型化学热泵均存在中间过程,如反应产物的精馏分离、冷凝以及回热等,这些过程涉及到循环工质向低温环境放热或者吸热(图4中的点2和3所示)。化学热泵具有温度适应范围宽、温度提升幅度大、储能密度大、储存时间长等优点,可与压缩式热泵和吸收式热泵形成互补,实现低品位工业余热的深度利用。
根据反应物系不同,化学热泵可分为无机系和有机系化学热泵。国外相关研究进展列于表3。无机化学热泵研究较多的物系包括金属氢化物/氢气、金属氯化物/氨以及金属氢氧化物/水等。美国、日本等发达国家从20世纪70年代开始积极研究无机化学热泵,1977年美国获得了第一个金属氢化物热泵的专利[30]。近年来,各国学者在反应热/动力学、新型材料研制、传热性能强化和系统优化等方面取得了一定进展,申请了大量发明专利,建成了一些实验样机和中试装置,部分推向了实际应用[31-34]。但是无机化学热泵固有的周期性运行、传热差和反应物性能衰减等缺点仍然限制其大规模应用。国内无机化学热泵的研究主要集中在金属氢化物/氢气和金属氯化物/氨物系。20世纪80年代以来,西安交通大学、天津大学、中科院金属所等针对金属氢化物/氢气物系中合金材料、传热性能强化和系统优化等方面开展了基础研究。

表3 国外化学热泵研究进展
有机化学热泵是以异丙醇/氢气/丙酮等催化反应体系为代表的热泵系统,传热性能好,可实现连续运行,被认为是最有发展前途的化学热泵之一。20世纪80年代,美国、日本等发达国家开始了对有机化学热泵的研究,取得了一定进展,但未形成系列知识产权。近年来,韩国、泰国等国家也相继开展了相关研究,已经建成了小型实验样机,但目前尚未有实际应用的报道。进一步提高系统热效率和改善循环稳定性,并进行规模化示范验证是现阶段有机化学热泵研究的重要任务。总体来看,化学热泵应用前景广阔,目前国际上的研究处于关键技术突破和规模化示范验证阶段[35],未来有望大量推向实际应用。
对于有机化学热泵,国内起步较晚,其中的难点主要在于反应传递过程的协同强化及副产物的有效控制。近年来,中科院工程热物理研究所率先对异丙醇-丙酮-氢气化学热泵进行了系统深入研究,在反应传递机理、新型催化剂制备、系统性能强化及优化等方面取得了很好的进展,通过实验及理论手段分析了副产物的生成机制,其化学物系反应路径如图5(a)所示,并建成了千瓦级化学热泵实验样机,如图5(b)所示,系统主要包括吸热反应器、反应精馏塔以及放热反应器。研究发现异丙醇/丙酮/氢气在大温升条件(将80 ℃提升到200 ℃)下是一种良好的工质对,但是面临不稳定性与反应速率提升方面的难题,需要通过高效催化剂筛选与反应器内部的传热传质强化来解决。
2.4 网络化利用
当前可供工程利用的不同的余热回收技术所适用的温区是不同的,不同余热转换技术的典型适用温区如图6所示。以热泵技术的热量输出为例,压缩式热泵的热量输出为55~100 ℃,吸收式第一类热泵为70~95 ℃,第二类吸收式热泵为90~150 ℃,而化学热泵可达150~200 ℃。因此在余热利用过程中,需要通过网络化的能源利用技术,形成不同温区能量的优化配置,实现余热的高效利用。此余热网络化利用不同于目前已有的网络化利用方案。

图5 化学热泵热化学物系反应路径及其样机系统Fig.5 Reaction path of the chemicals of the chemical heat pump and the prototype

图6 不同余热转换技术的典型适用温区Fig.6 Typical applicable temperature ranges of different conversion technologies of waste heat
国外关于低品位余热的网络化利用主要集中在分布式能源的冷热电联供系统研究方面。冷热电联供系统是热电联产基础上发展起来的一种分布式能源系统,主要通过燃气轮机/燃气内燃机、吸收式余热回收利用装置以及综合控制系统等高新技术和设备,实现对输入的高中低热能的梯级利用,达到更高的能源利用率。根据热能品位的不同,高温的热能通过动力机对外做功发电,中温热能通过余热回收设备制取冷负荷,低温热能供应生活热水。
冷热电联供最早可追溯到1978年美国颁布的《公共事业管理政策法》,该法规试图以小型系统为突破、让中小企业带头,促进冷热电联供的发展[36]。冷热电系统具有较高的能源利用效率,同时节能环保,各个国家都非常重视,尤其在美国等发达国家得到了快速发展。美国于1998年实施了“热电联产系统挑战计划”,以期待在此后的12年内将冷热电联供系统的装机容量翻一番达到92 GW。2004年,欧盟国家的冷热电联供系统达到了9 000多套,欧盟认为要实现 2020年一次能源消耗和温室气体排放均减少20% 的目标,仅凭分布式热电联供即可实现其中三分之一[37]。
我国在冷热电联供技术发展上相比国外起步较晚,但是发展势头非常迅猛。早期多以蒸气轮机热电联供为主,此后政府不断出台政策加以引导。1998 年出台《国家电力保护法》鼓励能量综合梯级利用技术的发展,2000年颁布《关于发展热电联产的规定》明确强调要积极支持和发展以天然气为燃料的热电联供系统,2001年颁布CHP条例对冷热电联供系统的最低效率进行限制。2007年,上海市闵行区中心医院分布式冷热电联供项目正式投入使用,其配备有1台350 kW燃气轮机、1台0.2 t/h蒸气余热锅炉和 1台3 t/h热水换热器, 能同时为医院提供电、蒸气和热水,系统运行总效率达到76.3%。2009年,广州大学城分布式冷热电联供项目建成投产,一期工程实现156 MW燃气-蒸气联合循环发电,并配有11万冷吨的冰蓄冷系统,一次能源利用效率达到80%以上[38]。我国冷热电联供技术目前虽然取得了一定的发展,但是系统设计较为复杂,初期投资大,同时易受天然气价格的影响。因此亟需发展一种新型高效的方式,将多种不同能量转换技术进行优化并有机结合,以实现低品位余热的有效利用。
实际上,余热的网络化利用不仅仅是冷热电的联供,也不是各种余热转换和利用技术的简单集成,而是需要综合考虑余热热源、用户需求和余热转换技术等,按照能量目标和一定的匹配准则实现各种技术和过程的优化匹配。图7所示为工业余热利用的电、热、冷、储、运技术的示意图,可根据余热资源和用户需求,确定余热利用目标后,按照匹配准则实现余热的网络化利用。当前的工业余热大多为单一能量形式一对一利用,缺乏针对低品位余热数量、品位、需求及热泵选型的指导性规则。因此,未来的研究方向是结合不同种类热泵形式及应用特点形成不同容量、不同温位热泵与热源侧、需求侧的广谱化匹配方案,同时也需要结合其他余热转换技术形成热、电、冷、储、运的整体网络化利用方案,实现工业余热的综合梯级利用,这是以后余热利用技术发展的方向。

图7 余热利用的热、电、冷、储、运技术Fig.7 Waste heat utilization by heating, power generation, cooling, storage and transportation technologies
3 总结与未来发展趋势
从发展趋势来看,对于压缩式热泵,热泵工质、输出温度、容量、能效、可靠性与温度适应性是研究的主流方向。吸收式热泵在技术推广中存在的问题是效率低、热源适应能力和温升能力有限。化学热泵需要进一步突破化学热泵热效率低和稳定性不足的技术瓶颈,并验证其可靠性。同时在热泵技术的耦合应用方面,不同温区及应用场合的热泵广谱化应用准则,以及热、电、冷、储、运等综合需求的网络化利用是未来研究的重要方向。
未来发展方面,工业余热用压缩式热泵需要针对热泵能效低、可靠性与热适应性难以兼顾的问题,通过高效热泵压缩机的研制及强化换热、循环优化等新技术研究,结合工质物性与经济性分析以及工质与非金属材料、润滑油的兼容性研究形成效率高、热适应性好、可靠性强的压缩式热泵,根据不同的应用场合,热能品位提升程度和热能容量应考虑采用不同的压缩机形式、热泵工质、润滑油与密封技术等,低温热源侧与高温热沉侧的小温差换热设计也很关键。此外大型工业余热用压缩式热泵存在评价标准缺失的问题,为此也需要与技术发展相对应,形成新的评价标准。在吸收式热泵方面,由于溴化锂吸收式热泵的进一步发展受到容量、能效比、温升、可靠性方面的限制,所以未来的研究需要重点关注两方面:首先,改进第一类与第二类热泵的新型流程、循环改进、结构优化及生产工艺,提高机组效率及工况适应性,并拓宽温度提升范围;其次,针对不同余热和热能品位需求形成系统解决方案,形成核心设备及大型、高效、适应性强的机组设计与生产能力。大温升/大容量/高能效是吸收式热泵的关注点。在化学热泵应用方面,针对系统效率低及循环稳定性不足的问题,需要攻克的技术为新型高效催化剂、吸/放热反应器、反应精馏塔及紧凑式小温差换热设备方面,还要研发适用于化学热泵的储能设备及其与系统的耦合技术,研究循环工艺优化及稳定运行智能化调控技术。大温升/高效率/反应器的热质传递强化以及催化剂的低成本是化学热泵研发的核心点。
根据不同热泵的温度适用范围、余热条件和需求,进行工业热泵的应用匹配。当前缺乏广谱性的应用准则,而且在余热回收利用的设备与系统方面,缺乏针对不同余热特点的指导性设计准则。未来的研究需要集中在发展效率高、容量大、热适应性好、稳定可靠的热泵技术,形成各余热热泵互补利用的广谱化设计准则,同时通过对余热的热、电、冷、储、运的网络化利用进行余热系统的高质化集成。另外,还需要通过工质对、新型循环、高密度热质传递等关键技术研究,研究分散式低品位余热利用的高效吸附/吸收式制冷/热泵机组及余热储运技术,形成集中-分散余热覆盖的热、电、冷、储、运网络化利用准则与方案,实现工业余热的高效利用。
[1] Liebenberg L, Meyer J P. Potential of the zeotropic mixture R-22/R-142b in high-temperature heat pump water heaters with capacity modulation[J]. ASHRAE Transactions, 1998, 104: 418-429.
[2] 胡斌, 王文毅, 王凯, 等. 高温热泵技术在工业制冷领域的应用[J]. 制冷学报, 2011, 32(5): 1-5.(HU Bin, WANG Wenyi, WANG Kai, et al. The application of high-temperature heat pump in industrial refrigeration field[J]. Journal of Refrigeration,2011,32(5):1-5.)
[3] Lazzrazin R M. Heat pumps in industry: applications[J]. Heat Recover Systems & CHP, 1995, 15(3): 305-317.
[4] Chamoun M, Rulliere R, Haberschill P, et al. Experimental and numerical investigations of a new high temperature heat pump for industrial heat recovery using water as refrigerant[J]. International Journal of Refrigeration, 2014, 44: 177-188.
[5] 沈九兵, 何志龙, 邢子文. 采用喷水螺杆式水蒸气压缩机的高温热泵设计及性能分析[J]. 制冷与空调 (北京), 2014, 14(2):95-98. (SHEN Jiubing, HE Zhilong, XING Ziwen. Design and performance analysis of high temperature heat pump using water-jet screw type steam compressor[J]. Refrigeration and Air-conditioning, 2014, 14(2): 95-98.)
[6] Jensen J K, Markussen W B, Reinholdt L, et al. On the development of high temperature ammonia-water hybrid absorption-compression heat pumps[J]. International Journal of Refrigeration, 2015, 58: 79-89.
[7] Hattori T, Ishizuki Y. Heat pump apparatus and operation method for heat pump apparatus: U.S. Patent Application 13/544,189[P]. 2013-01-10.
[8] Shuichi U, Hiroyuki S, Jun M, et al. Development of a heat recovery centrifugal heat pump producing high temperature water [C]//Proceedings of the Japan Society of Mechanical,2013,79(799):423-429.
[9] Li T X, Guo K H, Wang R Z. High temperature hot water heat pump with non-azeotropic refrigerant mixture HCFC-22/HCFC-141b[J]. Energy Conversion and Management, 2002, 43(15): 2033-2040.
[10] He Y, Cao F, Jin L, et al. Development and field test of a high-temperature heat pump used in crude oil heating[J]. Proceedings of the Institution of Mechanical Engineers, Part E: Journal of Process Mechanical Engineering, 2015: 1-13.
[11] Wu X, Xing Z, He Z, et al. Performance evaluation of a capacity-regulated high temperature heat pump for waste heat recovery in dyeing industry[J]. Applied Thermal Engineering, 2016, 93: 1193-1201.
[12] Chen C, Zhang Y, Deng N, et al. Experimental performance of moderate and high temperature heat pump charged with refrigerant mixture BY-3[J]. Transactions of Tianjin University, 2011, 17(5): 386-390.
[13] 刘华, 张治平, 王升. 高效离心式热泵在集中供热中的应用[J]. 暖通空调, 2015, 45(12): 44-48. (LIU Hua, ZHANG Zhiping, WANG Sheng. Application of high-efficient centrifugal heat pump to centralized heat supply system[J]. Journal of HV&AC, 2015, 45(12):44-48.)
[14] IEA heat pump programme. Applications of industrial heat pumps [R]. Final report part 1, 2014, No. HPP-AN35-1.
[15] IEA heat pump programme. Applications of industrial heat pumps [R]. Final report part 2, 2014, No. HPP-AN35-2.
[16] Fiskum R J, Adcock P W, DeVault R C. United states department of energy thermally activated heat pump program[C]//Energy Conversion Engineering Conference, 1996. IECEC 96, Proceedings of the 31st Intersociety. IEEE, 1996, 2: 736-741.
[17] Modahl R J, Hayes F C. Development and proof-testing of advanced absorption refrigeration cycle concepts[R]. Oak Ridge National Lab., TN (United States); Trane Co., La Crosse, WI (United States). Applied Unitary/Refrigeration Systems Div., 1992.
[18] Dao K. Regenerative absorption cycles with super-pressure boiler: U.S. Patent 5,218,843[P]. 1993-06-15.
[19] Xu Z Y, Wang R Z. Absorption refrigeration cycles: categorized based on the cycle construction[J]. International Journal of Refrigeration, 2016, 62: 114-136.
[20] Mostofizadeh C, Kulick C. Use of a new type of heat transformer in process industry[J]. Applied Thermal Engineering, 1998, 18(9): 857-874.
[21] Ma X, Chen J, Li S, et al. Application of absorption heat transformer to recover waste heat from a synthetic rubber plant[J]. Applied Thermal Engineering, 2003, 23(7): 797-806.
[22] Shelton S V, Wepfer W J, Miles D J. Square wave analysis of the solid-vapor adsorption heat pump[J]. Heat Recovery Systems and CHP, 1989, 9(3): 233-247.
[23] Shelton S V, Wepfer W J, Miles D J. Ramp wave analysis of the solid/vapor heat pump[J]. Journal of Energy Resources Technology, 1990, 112(1): 69-78.
[24] Sun L M, Feng Y, Pons M. Numerical investigation of adsorptive heat pump systems with thermal wave heat regeneration under uniform-pressure conditions[J]. International Journal of Heat and Mass Transfer, 1997, 40(2): 281-293.
[25] Sward B K, LeVan M D, Meunier F. Adsorption heat pump modeling: the thermal wave process with local equilibrium[J]. Applied Thermal Engineering, 2000, 20(8): 759-780.
[26] Critoph R E. Forced convection enhancement of adsorption cycles[J]. Heat Recovery Systems and CHP, 1994, 14(4): 343-350.
[27] 王德昌. 硅胶-水吸附式制冷机研制与吸附式制冷变热源特性研究[D]. 上海: 上海交通大学, 2004. (WANG Dechang. Development of a silica gel-water adsorption chiller and study of the characteristics of adsorption systems driven by variable heat source[D]. Shanghai: Shanghai Jiao Tong University, 2004.)
[29] Xue B, Iwama Y, Tanaka Y, et al. Cyclic steam generation from a novel zeolite-water adsorption heat pump using low-grade waste heat[J]. Experimental Thermal and Fluid Science, 2013, 46: 54-63.
[30] Cimch J M, Abelson H, Horowitz J S. The metal hydride chemical heat pump [C]//Proceedings of the DOE Thermal and Chemical Storage Annual Contractor′s Review Meeting, 1980:163.
[31] Astakhov B A. Metal hydride heat pump: U.S. Patent 6,000,463[P]. 1999-12-14.
[32] Venkatesan S, Ovshinsky S, Dhar S, et al. Rapid chemical charging of metal hydrides: U.S. Patent Application 10/684,616[P]. 2003-10-14.
[33] Dunlap R M. Heat driven heat pump using paired ammoniated salts: U.S. Patent 4,411,384[P]. 1983-10-25.
[34] Kabe T, Kameyama H. Chemical heat pump system: U.S. Patent 4,701,199[P]. 1987-10-20.
[35] KlinSoda I, Piumsomboon P. Isopropanol-acetone-hydrogen chemical heat pump: A demonstration unit[J]. Energy Conversion and Management, 2007, 48(4): 1200-1207.
[36] 朱成章. 美国冷热电联产纲领及启示[J]. 中国电力,2000,33(9):91-94. (ZHU Chengzhang. Guiding principle for and enlightenment from coolant, heat and power cogeneration in USA [J]. Electric Power, 2000, 33(9):91-94.)
[37] 陈强. 分布式冷热电联供系统全工况特性与主动调控机理及方法[D].北京: 中国科学院大学, 2014. (CHEN Qiang. Investigation of new active control methods and performance of a combined cooling, heating and power system (CCHP) based on gas turbine in all operating states[D]. Beijing: University of Chinese Academy of Sciences, 2014.)
[38] 华贲. 广州大学城分布式冷热电联供项目的启示[J]. 沈阳工程学院学报: 自然科学版, 2009, 5(2): 97-102. (HUA Ben. An inspiration to Guangzhou university towns DES/CCHP project[J]. Journal of Shenyang Institute of Engineering (Natural Science), 2009, 5(2): 97-102.)
Research Status and Trends on Industrial Heat Pump and Network Utilization of Waste Heat
Wang Ruzhu1Wang Liwei1Cai Jun2Du Shuai1Hu Bin1Pan Quanwen1Jiang Long1Xu Zhenyuan1
(1. Institute of Refrigeration and Cryogenics, Shanghai Jiao Tong University, Shanghai, 200240,China; 2. Institute of Engineering Thermalphysics, Chinese Academy of Sciences, Beijing, 100190,China)
Plenty of low-grade heat is produced duringindustrial energy consumption. Waste heat reuse significantly contributesto energy-savings ifhigh-efficiency technologies are employed for heat recovery. Heat pump technology allowsfor temperature upgrading and capacity expansion of industrial waste heat. The recovered heat can then be supplied to industrial processes orused in district heating and cooling. In this paper, the characteristics and development trends of vapor compression heat pumps, sorption heat pumps, and chemical heat pumpsare introduced. These three heat pump technologies have been greatly improved interms of working fluid, cycle optimization,and system innovation. Nonetheless, there are some incompatible optimizing targetsassociated with capacity, energy efficiency, temperature lift, and stability. Moreover, the applications and characteristics of industrial waste heat vary depending on its category and temperature grade. Design guidelines suitable for different waste heat conditions are lacking for heatrecoveryequipment and systems. Further research should focus on heat pump technologies characterized as high efficiency, large capacity, and high thermal adaptability, stability, and reliability. In addition, general design principles should be developed for mutually complementary applications of different heat pumps. Meanwhile, the high-quality integration of heat recovery systems can be accomplished to realize the highly efficient use of industrial waste heat by means of energy network utilization, including heating, power generation, cooling, and storage and transportation technologies.
industrial waste heat; vapor compressed heat pump; sorption heat pump; chemical heat pump;network utilization
0253- 4339(2017) 02- 0001- 10
10.3969/j.issn.0253- 4339.2017.02.001
国家重点研发计划(2016YFB0601200)资助项目。(The project was supported by the National Key Research and Development Program under the Contract (No.2016YFB0601200).)
2016年9月30日
TK115; TK124; TQ051.5
A
王如竹,男,教授,上海交通大学制冷与低温工程研究所,(021)34206548,E-mail:rzwang@sjtu.edu.cn。研究方向: 低品位余热回收利用,吸附式与吸收式制冷与储能、太阳能利用。About the corresponding author
Wang Ruzhu, male, professor, Institute of Refrigeration and Cryogenics, Shanghai Jiao Tong University, +86 21-34206548,E-mail:rzwang@sjtu.edu.cn. Research fields: the conversion and utilization of low grade waste heat, sorption refrigeration and energy storage, solar energy utilization.
