90 m自升式海上平台围阱的精度研究及改进
2017-04-05杨九九戴康利黄佛生
林 伟,杨九九,余 彪,王 华,戴康利,黄佛生
(金海重工(舟山)设计研究院有限公司,浙江岱山 316200)
90 m自升式海上平台围阱的精度研究及改进
林 伟,杨九九,余 彪,王 华,戴康利,黄佛生
(金海重工(舟山)设计研究院有限公司,浙江岱山 316200)
文章主要阐述了90 m自升助航式海上平台围阱施工精度控制方法,以及为了降低施工的难度,缩短生产周期,对围阱结构进行了优化,优化后结构达到了预期的效果。
围阱;围筒;精度控制;平台
0 引言
随着国家经济的发展,对石油能源需求量越来越大,而陆地开采受到地理分布和开采难度等条件的限制,国内石油产量一直不能满足日益增长的能源需求。目前,国家进口大量石油以缓解这一矛盾,而且进口量逐年上升。但国际社会仍动荡不安,能源安全问题受到严重威胁。面对重重矛盾,国家非常重视海洋资源的勘探及开采。海工平台成为开发海洋的重要工具,国家大力倡导技术创新、自主研发[1]。
在这样的背景下,金海重工股份有限公司(下称“公司”)建造的90 m自升助航式海上平台(下称“90 m S.E.U”)是公司的第一艘海工平台,是公司战略转型的重要项目,同时也是自主生产设计的项目,对公司发展海工产品具有里程碑意义。
1 船舶概况
船舶主尺度:总长85.1 m,型长63.6 m,型宽40.0 m,型深5.8 m,设计吃水3.0 m,载员300人,最大作业水深60 m。
主要特点:四条90 m圆柱式带方形桩靴的桩腿和升降系统,自航式,具备居住单元、DP1定位系统、190 t吊机。如图1所示。
90 m S.E.U结构由主船体、桩腿、桩靴、围阱、生活楼及直升机甲板主要部分组成。围阱是90 m S.E.U的重要组成部分,也是升降系统的核心部分之一,其建造精度要求非常高,围阱的精度水平直接影响90 m S.E.U的升降功能及使用寿命。围阱的结构特点如图2所示,主要由围筒、π型板及周围结构组成。围阱的精度公差小,对船厂的生产建造及管理水平都是一项巨大考验。本文主要介绍围阱的精度控制方法和围阱结构设计改进方案,旨在降低施工难度,提高生产效率。
2 围阱精度控制公差范围[2]
围阱精度控制公差范围见表1。
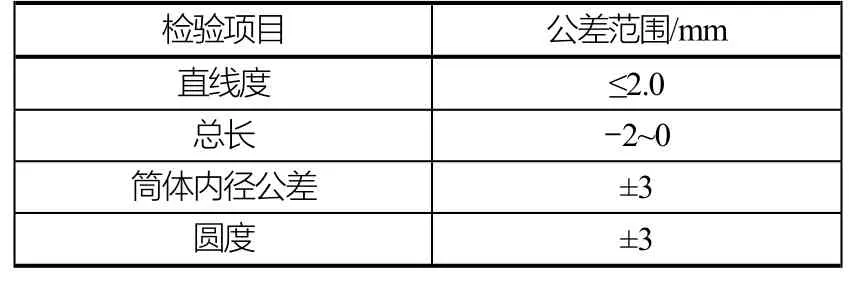
表1 围阱精度控制公差范围
3 影响围阱精度因素
围阱作为整个平台动力传递机构,其制作精度要求非常高,影响其精度因素主要有几个方面:围阱筒体加工精度、围阱装配和π型板安装精度、齿轮箱安装精度、运输方式、搭载方式。
3.1 围筒加工精度
围筒板材切割精度控制,应选用正确规格的板材,检查出厂炉批号,对钢板的板厚、表面粗糙度、盐分、板厚等进行严格检查和登记。仔细核对切割指令准确无误,选用切割变形较小的火焰数控切割机切割零件。检查割好的零件的长度和宽度,偏差不能超过0.3 mm,相邻两边需要保证垂直度,角度偏差不能超过0.1°。采用自动坡口机切割坡口,坡口角度偏差严格控制在1°以内[3]。
采用三蕊辊卷板机把零件卷成圈形。首先需要采用油压机对板两端进行预弯,预弯的长度为三蕊辊卷板机两个下辊中心尺寸的 1/2。预弯时需要在特制的模具上进行,用样板进行检验,预弯的加工偏差量不能超过1 mm。预压完成后,将其放在卷板机上,进行滚圆加工。此过程非常关键,难度也较大。在卷板机上加工时,需要保证预弯的边与辊轴平行。加工成型以后,采用内圆弧形样板辅助检验,零件加工内径公差0 mm~3 mm,圆度±3 mm,轴心直线度3 mm/10 m[4]。加工完成后零件竖立放置48小时释加工应力,筒体加强(见图3),减少运输、装配、焊接变形。
3.2 围阱装配及π型板安装精度
围阱装配,精度严格,公差允许小。筒体内径公差0 mm~3 mm,圆度±3 mm,轴心直线度3 mm/10 m[1]。错边量(开口边缘≤1 mm,环缝小于等于1.5 mm),端面不平度≤1‰Di且≤2 mm,圆度≤1‰Di且≤3 mm[2,5]。定位结束后测量整套精度数据后进行围阱焊接,留反变形余量,开设小坡口,低电流低电压,预热,采用CO2气体保护焊打底,埋弧自动焊多次多道的焊接(见图4)以及保温等方法控制焊接变形,同时做好过程监控,发现超差及时处理。
π型板安装,π型板作为传动设备安装平台,π型板装配要求保证x、y和z方向的安装精度:1)x方向安装精度:安装架基准基于桩腿导筒基准高度差±1mm;2)y方向安装精度:以桩腿导筒垂直中心线为基准量取半宽值2 160 (0, +1.5) mm;3)z方向安装精度:通过顶甲板定位封闭顶部,如图5所示。
若采用传统的固定胎架进行焊接,需要进行翻身作业或者采用仰焊的形式,而这些措施都会影响整个精度。因此为保证建造精度胎架采用套筒式旋转胎架,每隔2 m~3 m设置一个胎架,设置位置与围筒内部加强相对应,且π型板螺栓顶撑将其紧固于围阱上(图6)。
3.3 围阱运输
围阱制作完工后,需要将其放置在特殊门架上,禁止将围筒与门架进行焊接,以减少放置时由于重力或受力不均衡等因素而引起的变形(图7)。
同时在围筒内部的临时加强(图8)可以增加围筒的刚性,减少放置及运输过程中带来的变形,临时加强在围阱船坞搭载结束后再拆除。
3.4 围阱的搭载
为方便齿轮箱的安装,围阱采用齿轮箱安装结束后船坞单独吊装。先将围阱分段船坞搭载,焊接、变形火功校正完成后,再把围筒插入围阱分段定位。找出围筒上、下中心,确保在同一垂直线上,偏差控制在1 mm以内。
围阱分段焊接的过程中,精度部门、设计部门、施工部应密切配合。施工部门严格按照焊接工艺,制定合理的焊接顺序;精度部门时刻监测围筒的直线度、圆度等精度数据,分析是否超差,并将数据汇报给施工和设计部门。如果发现超差情况,施工部门停止施焊,汇同设计部门分析原因,找出解决方案,再进行下一步。焊接结束进行精度测量和完整性检查,焊接后48小时后再拆除内部加强。
4 围阱与桩腿
如图2所示,桩腿的设计外径是3 300 mm,而围筒的设计内径是3 312 mm,两者相差12 mm,即桩腿与围筒的设计间隙是6 mm。根据表1可知,围筒的圆度公差是±3 mm,如果围筒控制在公差范围内以及桩腿公差为0时,也可能出现围筒与桩腿的间隙为3 mm的情况。然而现实中桩腿精度肯定存在偏差,根据桩腿的公差要求,圆度控制在±3 mm。如果围筒与桩腿可以控制在公差范围内,有可能出现间隙为0的情况。这对平台升降带来巨大的潜在危险,同时对生产装配过程中精度控制过程是严酷的考验。在桩腿吊装过程,如果发生无法插入,或者平台在升降过程中,发生卡住或挤压,都会导致灾难性的后果。
5 围阱改进方案
设计公司及船东要求围阱围筒与桩腿的间隙尽可能小,原因是减少桩腿在围阱内的摇晃。但间隙偏小,对船厂施工要求较高。为了降低施工的难度,规避精度给平台带来的潜在风险,如果对围阱结构进行改进,既可以将围阱围筒与桩腿之间的间隙增大,降低施工难度及风险,又能满足船东的要求,让客户满意。按照这一思路,将围阱围筒的内径由原来的3 312 mm,改成3 328 mm,即围筒与桩腿的设计间隙由原来的6 mm改成14 mm,同时在距围筒上、下端口80 mm安装宽度500 mm的垫板。如图9所示,理论上垫板的厚度是7 mm,以保证有垫板处的理论间隙是6 mm。实际上,垫板的厚度需要根据围阱与桩腿之间的真实间隙进行适当调整。
通过此设计改进,围筒与桩腿的间隙由原来的6 mm,增加到14 mm,极大地降低了精度要求,解决了现场的施工难度大的问题。同时在上、下口安装的垫板可以达到原设计要求,即减少桩腿在围筒内的摇晃,满足了船东的要求。
6 结论
围阱属于90 m S.E.U的关键结构之一,其精度控制非常重要,考验船厂的管理及生产建造水平。通过船厂各部门通力合作,加强管理,在精度控制方面下了很大力气,使得精度水平上升了一个台阶。对于如此高精度的要求,为了降低风险,加快生产进度,增加效益,对围阱结构进行了改进,既降低了施工难度,也满足了船东要求,受到了船厂施工部门及船东的一致赞扬。
[1] 余彪, 杨九九, 王华, 等. 90 m S.E.U海工作业平台关键结构的精度控制[J]. 船舶标准化工程师, 2015, 48(5): 40-43.
[2] 国防科学技术工业委员会. 中国造船质量标准: CB/T 4000-2005[S]. 2005.
[3] CCS. 海上移动平台入级与建造规范[S]. 2012.
[4] 美国石油学会. API_SPEC_5L[S]. 2007.
[5] ABS. ABS MODU RULE[S]. 2008.
Accuracy Research and Improvement of Jackhouse Construction on 90 m Self-elevating Unit
Lin Wei, Yang Jiujiu, Yu Biao, Wang Hua, Dai Kangli, Huang Fosheng
(Jinhai Heavy Industry (ZhouShan) Design & Research Institute Co. Ltd., Zhejiang Daishan 316200, China)
The article mainly demonstrates the accuracy control method of the construction of 90 m S.E.U jachhouse. In order to reduce the difficulty of the construction and to shorten the period of production, the structure of jackhouse is improved. The structure after improving reaches the expecting result.
jackhouse; jackhouse-cylinder; accuracy control; unit
TU578
A
10.14141/j.31-1981.2017.02.012
林伟(1981—),男,助理工程师,研究方向:船舶生产设计和建造。
