从专利申请角度浅析凸焊技术的发展及趋势
2017-03-28胡宝
摘 要:随着产品质量的不断提高,凸焊螺母、螺栓、特殊结构件已越来越广泛地应用于汽车行业。本文简要介绍了凸焊技术原理以及相关专利的分布、技术分支。凸焊专利主要集中在电极结构、紧固件结构以及针对焊接稳定性进行的改进,随着产品的迭代,更多专利申请将会集中在专用工装上的改进。
关键词:凸焊;汽车;专利
DOI:10.16640/j.cnki.37-1222/t.2017.04.215
1 前言
凸焊与点焊的差别在于,凸焊的工件上需要预制一定形状和尺寸的凸点,焊接过程中电流通路面积的大小决定于凸点尺寸,而不是点焊那样决定于电极端面尺寸。因此,凸焊电极端面的尺寸可以做得更大,电极中电流密度可以更低,从而可选择强度更高而导电性稍差的电极材料,其主要用于焊接低碳钢和低合金钢的冲压件 [1]。本文将针对凸焊相关技术的专利技术进行统计与分析,简要描述该类技术分支。
2 凸焊专利在全球的区域分布
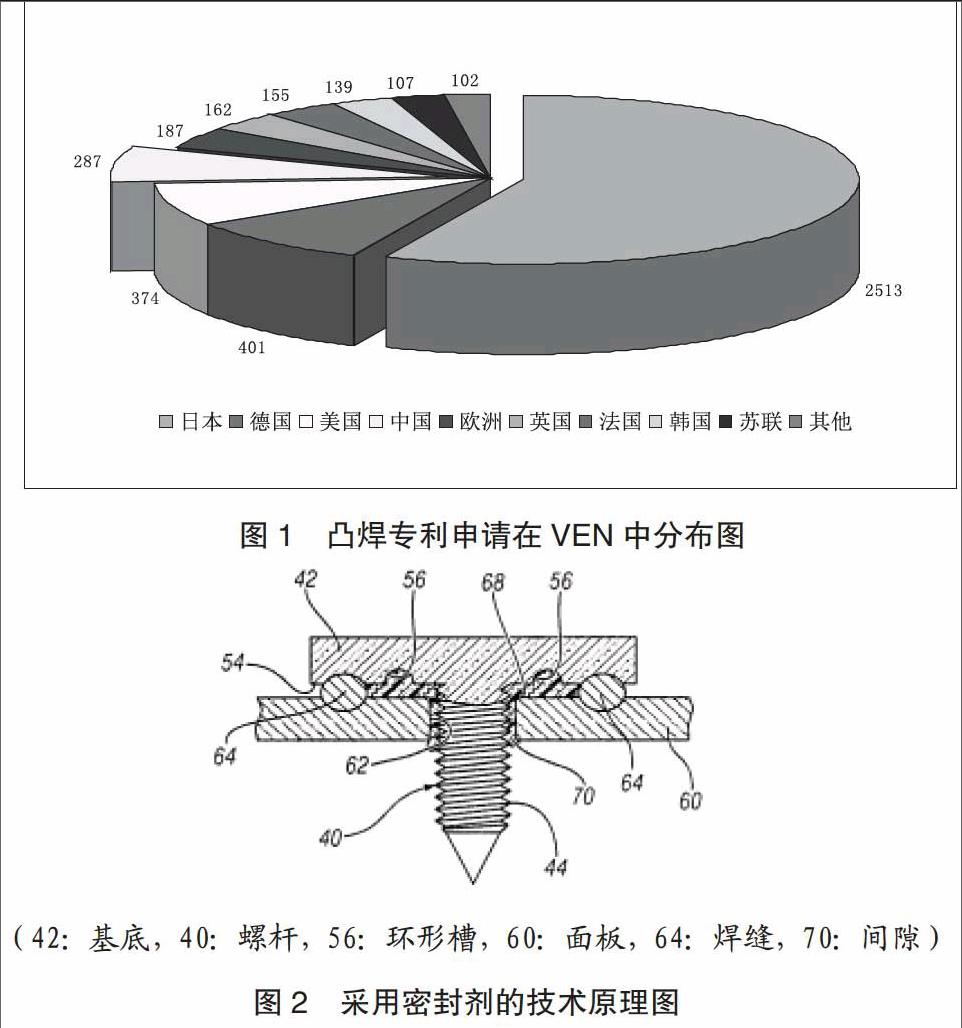
在VEN数据库中进行统计各国关于凸焊的专利申请量。如图1所示,目前,专利申请量以日本一家独大,之后是德国、美国,中国目前排行第四。上述申请量与汽车生产量成正相关。我国目前汽车工业正在蓬勃发展,申请量也紧随其后。
目前国内凸焊相关申请量最多的是浙江吉利控股集团,其次是成都九鼎科技(集团)有限公司、奇瑞汽车股份有限公司。其专利申请的方向主要集中在凸焊电极和焊机。
3 凸焊技术分支
在良好的凸焊焊接循环条件下,凸焊接头的形成过程仍是由预压、通电加热合冷却结晶三个连续阶段组成。其作为一种焊接方式,现有专利大多是对电极结构、紧固件结构以及针对焊接稳定性进行改进,以提高焊接质量和焊接效率。
汽车工业中对于螺帽的凸焊,产生的飞溅往往导致螺纹粘焊渣。对此,安徽江淮汽车股份有限公司[2]提出了一种技术方案,即在焊接过程中,上电极下压时挤压位于螺母电极盖的定位销,定位销与螺母电极盖之间的配合面相互分离,腔室内的气体会顺着定位销与螺母电极盖之间的间隙流出。焊渣会顺着气流飞向外界,且高速气流会对高温的焊渣进行快速冷却,也可防止焊渣粘在螺纹上;在带走焊渣的同时,对螺母电极盖也起到了冷却降温的作用,延长了该螺母电极盖的使用寿命。
在汽车或其他工业中,用凸焊电阻焊将紧固件焊接到面板或带孔的面板上应用非常广泛。对于螺栓凸焊,螺杆需要穿过与之相焊接的面板上的通孔,焊后螺栓的基底和面板之间会留下小间隙,湿气、气体或者噪声将会通过进入上述间隙影响上述结构质量。对此,通用汽车环球科技运作公司[3]在基底与面板接触的下表面设置一个装有热膨胀密封剂的环形槽,其位于凸点和螺杆之间,在焊接过程中产生热使得热膨胀密封剂膨胀并填充间隙以避免液体和气体进入上述间隙。其技术原理图如图2。
对于复杂不同规格零件的凸焊,比如汽车减震器支架凸焊,由于支架在油筒總成上的位置和尺寸各不相同,支架外形各不相同,导致换模时间过长、质量状态不稳定、工装成本高等问题。对此,成都九鼎科技(集团)有限公司设计一种工装[4],该工装由凸焊浮动通用底座、可换汽车减震器支架定位架、可换定位架定位机构、楔形压紧机构、上电极座和下电极座构成;可换汽车减震器支架定位架通过可换定位架定位机构和楔形压紧机构安装在凸焊浮动通用底座上,凸焊浮动通用底座安装在凸焊机的壳体上,上电极座安装在凸焊机的上电极板下,下电极座安装在凸焊机的下电极板上。焊接接触瞬间弹簧缓冲,平稳可靠,不会造成凸点塑性变形,避免上电极气缸冲击改变凸点大小,焊接强度稳定性好。
4 凸焊技术展望
由于凸焊技术的加热时间段、热量集中、应力与变形小,通过在焊后无需矫正,具有操作简单,易于实现机械化和自动化、生产率高、无噪声及有害气体、劳动条件好等诸多有点,其广泛用于汽车零部件和钢筋焊接、箍筋网片加工上。对于电极结构、紧固件结构的改进目前已经基本满足需求,随着产品的迭代,更多的将会是专用工装上的改进。
参考文献:
[1]中国机械工程学会焊接学会编.焊接手册[M].机械工业出版社,2008.
[2]安徽江淮汽车股份有限公司.一种凸焊防飞溅下电极[P].CN103286432A,2013,09(11).
[3]通用汽车环球科技运作公司.具有整体密封剂的凸焊紧固件[P].CN101096976A,2008,01(02).
[4]成都九鼎科技(集团)有限公司.汽车减振器支架凸焊浮动工装[P].CN101972888A,2011,02(16).
作者简介:胡宝(1989-),男,江西临川人,硕士研究生,专利实质审查员,研究方向:焊接领域。
