基于PLC的纸板切割控制系统的设计
2017-03-28魏颖沈阳工学院
魏颖 沈阳工学院
基于PLC的纸板切割控制系统的设计
魏颖 沈阳工学院
本系统由欧姆龙CP1H型PLC作为控制核心,构建一个纸板切割控制系统。在CX-Programmer软件中对程序进行编译,然后将程序下载到PLC中,并通过组态王软件将实时数据回传。基于PLC的纸板切割控制系统可明显提高纸板切割机的自动化程度,最重要的是可以减少生产过程中对人体的伤害和实现对资源的节约。
欧姆龙PLC 组态王软件 CX-Programmer
1 硬件系统方案
在硬件设计方面,我们通过采用欧姆龙CP1H系列可编程控制器来对系统中的继电器、拨盘开关、电机、传感器以及其他的一系列电气元件进行控制,从而保证整个系统的正常运行。
纸板切割控制系统的硬件设计,切割厚度由4位拨盘开关设定输入,范围为000.0~199.9mm。在刀架电机的传动轴上装有测速齿轮,沿圆周均匀开5个槽,使用二线制接近开关,传动轴每转1圈,向PLC发出5个计数脉冲,根据设定的切割厚度可以简单的计算出PLC应计的脉冲个数。传动轴转速为10转/秒,PC的计数频率应达到50HZ,因此,采用CPM1A的单相高速计数功能,计数频率可达5KHZ。
2 软件系统方案
本次设计中我们将采用的是欧姆龙公司的CP1H系列的可编程控制器,采用欧姆龙公司的编程套件中可编程控制器编程软件CXProgrammer仿真软件对本系统软件部分进行编程。
在基于PLC的纸板切割控制系统中,系统的工作状态为自动。循环任务的程序由公共程序、自动程序和手动程序三部分组成。其中公共程序对带锯电机、台面和磨刀电机进行控制。我们在程序设计中采用20.02对表示自动状态。在自动状态的情况下,我们选用23.00~23.05这几个内部的辅助继电器用来作为工作步标记。
3 纸板切割控制系统原理图
基于PLC的纸板切割控制系统的工作原理如下:
纸板放在待切割平台上面,当开始进行切割的时候,使台面后移,接着刀架降落到指定位置并制动闭锁,然后台面带动纸板前移,此时刀片即完成一次切割动作,台面再次后移,台面在水平面上旋转90°,台面前移,刀片再次完成一次动作,台面再后移,重复以上动作,即完成切割。切割系统工作原理,如图1所示。

图1 切割系统工作原理示意图
CP1H控制系统硬件设计的关键部分是设计CP1H的外部电路,根据以上所选的CPU模块型号、各扩展模块的型号以及本机的I/O地址,给出I/O资源配置表如表1所示。

表1 切割控制系统I/O地址分配
4 纸板切割系统控制程序设计
PLC控制系统的功能如下:
按下自动启动按钮后,根据拨盘开关所设定厚度值,将进行自动切割。PLC控制系统过程,如图2所示。
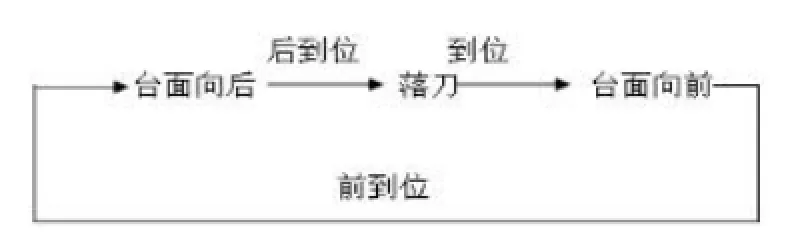
图2 自动方式下工作流程
5 纸板切割控制系统组态通信
在通讯标准HostLink中,该标准支持PLC与组态王通过数据连接线进行实时通讯。在本次的设计中我们选择的PLC的型号是CP1H-E40DR-A,如果想要实现二者之间通讯,则我们必须要先调试好CX-Programmer软件和组态王软件之间通讯协议,并且需要对一系列参数进行设定,还需要将地址准确无误映射到组态王软件的字典中。然后将程序下载到PLC,我们可以通过合适的数据传输线缆把实时的数据传到组态王软件中,实现控制。
[1]徐世许,王美兴.电气控制技术与PLC[M].北京:人民邮电出版社,2013:79-79
[2]余成波,胡新宇,赵勇.传感器与自动检测技术[M].北京:高等教育出版社,2006
[3]吕景泉.自动化生产线安装与调试(第2版)[M].中国铁道出版社,2009
