提高四丝掺配精度优质率稳定烟丝质量
2017-03-28娄琦李爱景
娄琦+李爱景
摘 要:本文通过烟草制丝车间实践,指出影响四丝掺配精度优质率的因素,提出一系列的改进措施,达到提高四丝掺配精度优质率的效果。
关键词:烟草制丝;四丝掺配;烟丝质量
DOI:10.16640/j.cnki.37-1222/t.2017.04.008
1 背景
在制丝生产线上,四丝掺配是制丝工艺重要的组成部分,其工艺流程设置的合理性和程序控制的先进性直接影响过程控制的精确性。按照卷烟工艺规范,四丝掺配配比精度<1.0%,其值越小,精度越高,越能体现配比系统的先进性。做为配比系统最重要的设备,皮带秤运行的精度和稳定性,决定了物料输送过程中的均匀性,并最终影响烟草成品的感官质量与内在品质。工艺改进前,我车间在混丝掺配过程中四丝掺配精度优质率平均仅为94.59%。
2 要因分析
掺配工序的皮带秤分为控制型和配比型两种类型。叶丝秤为计量型(简称主秤),用于计量干燥后的瞬时叶丝重量和累计量,梗丝秤、薄片丝秤、膨胀烟丝秤以及回收烟丝秤为配比型(简秤从秤),用于实时跟踪主秤流量,并按设定比例实时控制各掺配物料的流量。在生产过程中,根据卷烟品牌不同配方,以叶丝主秤的瞬时流量为基准,其它物料按照不同的设定比例,分别通过各自的从秤均匀地掺配到叶丝中。通过对各个环节进行细致认真的排查和分析,影响四丝掺配精度优质率低的原因主要有以下三方面:
(1)掺配预填充方式不合理,堆栈功能不完善:基于重量的预填充没有充分考虑烟丝的结构和松散度,造成秤皮带铺料的长度不能保持恒定,后续的烟线堆栈控制也失去了基础保障,影响掺配精度。
(2)核子皮带秤控制精度低:由于核子皮带秤对环境要求苛刻,电离室表面积尘、烟丝结构、品级及含水率的变化都会产生测量误差,影响核子秤计量的准确度,从而影响控制精度。
(3)无掺配预警功能,故障自诊断功能较弱: 由于自诊断功能较弱,不能及时发现电子皮带秤数据异常,往往要到生产结束后前后的数据误差分析或者是在技术人员校验后才能发现,异常发现的时间,故障排除时间受维修人员个人能力的影响较大,对于潜在故障的诊断严重滞后,往往在影响掺配正常运行时才能发现问题。
3 改进措施
3.1 掺配控制系统改进
(1)配比秤预填充系统改进。将配比秤基于重量的预填充方式改为延时控制,以固定速度进行预填充,以铺满整个秤皮带的时间均值做为延时基准值,各配比秤按此控制,保证每次预填充铺料长度恒定,提高配比精度。
(2)堆栈程序改进。原堆栈程序在控制过程中,任何一台秤发生异常再启动时,流量堆栈初始化,掺配秤重新开始跟踪主秤配比,瞬时比例严重超标,瞬时掺配精度呈几何级变化,波动很大。为此,完善堆栈控制程序,增加“记忆”功能,掺配程序再启动时,仍从停止点时刻的堆栈保存数据为基准配比,保持配比的平滑性,减小精度波动。与预填充程序相配合,保证了在生产过程中掺配精度的稳定性。
3.2 皮带秤改进
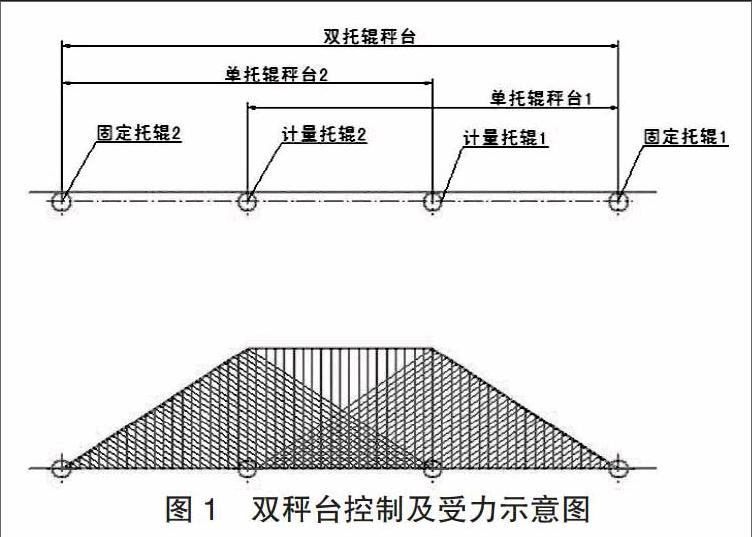
将电子皮带秤引入四丝掺配,改进的四传感器双秤台电子秤具有环境适应能力强,灵敏度高,不受烟丝因素变化的影响,控制精度高。
对双秤台的控制进行改进,当生产中有传感器异常损坏时,通过程序控制,由双秤台转换成可以自动完好运行的单秤台系统,保证生产的顺利进行,待生产结束后再进行维修,保证配比的连续性。(如图一所示)
3.3 智能控制系统研制
(1)异常识别和诊断策略。当电子秤出现断路器跳闸、变频器故障、异常堵料、瞬间波动、皮带“跑偏“、空秤长时间运行等情况时,分别采用不同策略,分为警示故障和禁止故障两个等级。皮带运行在数值在3.7至6.8区间以外运行时列为异常;空秤运行时瞬时流量在-25kg/h至25kg/h区间以外视为异常;在生产过程中以5000kg/h的流量为例,变频器频率对应29hz至33hz正常,皮带速度对应0.998m/s至0.102m/s判断为正常,否则视为异常,可能出现了皮带打滑或编码器等故障,并由此输出相应等级的报警。修改报警输出控制程序,出现红色闪烁报警提示信息,并触发电铃发出警报,提醒操作人员注意,必要时通知技术人员处理,确保诊断精准,实现电子秤运行状态平稳。
(2)异常警示系统。PLC程序數据通过中控I/O服务器与上位机通信,IFIX画面开发软件通过,将异常信号可视化,通过监控画面监控电子秤的运行状态,声光报警器启动及电子秤异常信息都会在IFIX画面上以红色闪烁的文本警告,实现电子秤的预警功能,确保运行状态可控。
4 效果对比分析
本次改进效果达到了我们预期的目标,四丝掺配精度优质率大幅提升。我们对烟丝质量数据进行了统计,四丝掺配精度优质率为100%。
5 结论
(1)提升电子秤智能化水平,故障预警能力,在生产前就能发现问题,解决问题,减少质量缺陷的发生,改进后四丝掺配精度优质率由改进前的94.59%提高到了100%,满足了卷烟工艺生产的需求,改善了卷烟感官质量。
(2)智能化控制系统的研制,大幅度降低车间操作和维修人员对电子秤的保养维修劳动强度,减少系统故障运行的时间,使电子皮带秤的使用更可靠,为产品质量的持续稳定提供可靠保障。
参考文献:
[1]张欢欢.卷烟制丝过程中烟丝化学成分和感官质量的动态变化研究[D].河南农业大学,2014.
作者简介:娄琦(1979-),男,大专,助理工程师,主要从事制丝设备维修工作。
