一种道岔尖轨自动夹具的设计
2017-03-27宁波海天精工股份有限公司陈小光
宁波海天精工股份有限公司 陈小光
沈阳中辰钢结构工程有限公司 赵 芳
一种道岔尖轨自动夹具的设计
宁波海天精工股份有限公司 陈小光
沈阳中辰钢结构工程有限公司 赵 芳
针对道岔尖轨机加生产过程中,装夹时间过长、夹具种类繁多等影响效率的问题,设计了电控永磁盘夹紧、自动上下料夹具。本设计一次装夹能同时进行铣下腭、刨头铣削、轨腰钻孔等机加作业。
随着高铁、地铁等轨道交通技术的发展,轨道交通枢纽增多,星罗密布的铁道网带来道岔尖轨的需求量增大。由于市场竞争越来越激烈,供货周期越来越短,如何快速加工出合格的道岔尖轨成为生产企业面临的技术难题。
道岔所用的尖轨是以钢轨50AT、60AT等为坯料,在龙门铣床上用专用夹具装夹后,经半精加工铣削出来。传统的手工夹紧、手工卸料效率低,难以满足当今的市场需求。本设计采用自动送料入位,电控永磁夹紧,加工完毕自动卸料。整个过程操作者只进行监督,操控按钮等低强度作业。
1.尖轨的铣削工艺要求和普通夹具原理分析
道岔尖轨的铣削工艺最主要的是铣下腭和刨头铣削。如图1所示,A为钢轨毛坏,B为铣下腭后半成品,C为第一次刨头铣削后的半成品,D为成尖轨成品。
铣削加工一般分两道工序:①铣下腭;②刨头铣削。
铣下腭时如图2所示,此时先将钢轨反向夹在夹具上,此时需夹紧零件的四个面。待铣下腭作业完毕,再转到下一工序刨头铣削。如图3所示,此时将铣完下腭的钢轨正放在夹具上,此时需夹紧零件的三个平面及一个斜面。
可见传统夹具无论是机械夹紧还是自动夹紧,由于夹持面过多,夹具不能统一,导致生产工序增加效率低下,夹具管理成本增加。
分析可知整个加工过程中,轨腰两立面和轨底面有大部分未经铣削,是夹具夹紧的理想表面。本设计正是运用轨腰立面和轨底未铣面来夹持坏料,配合液压上料下料机构保证一次装夹,完成铣下腭和刨头铣削所有加工工序。
2.原理分析与结构设计
本自动夹具采用电控永磁盘来实现导磁材质工件的夹紧,用托料辊、上料液压缸、下料液压缸完成工件的自动上下料动作。
本设计中所用的电控永磁盘夹紧工件过程中不需要供电,磁力线只穿透工件与夹盘接触的表层,意外断电不松装夹,安全可靠。当需要卸料时,电控系统将磁力线屏蔽在夹盘内部,磁盘外部磁力线消失,工件从夹紧状态恢复到自由状态。
该自动夹具系统安装在龙门铣床的工作台上。如图4所示,在工作台一侧沿机床X轴方向纵向安装多组电控永磁盘,每隔两三组磁盘安装一个托料辊。每个托料辊正对面安装一个下料液压缸。在工作台最外侧靠近托料辊的位置安装上料液压缸。
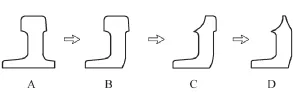
图1
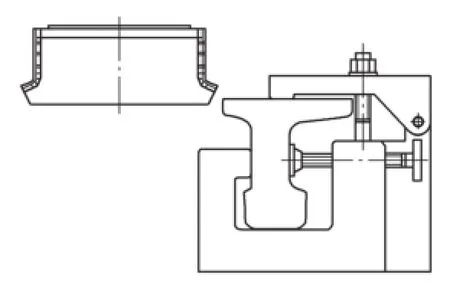
图2
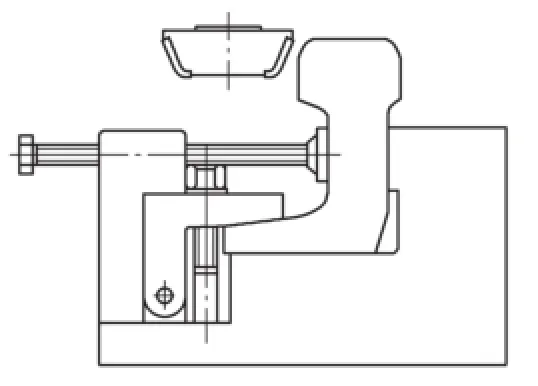
图3
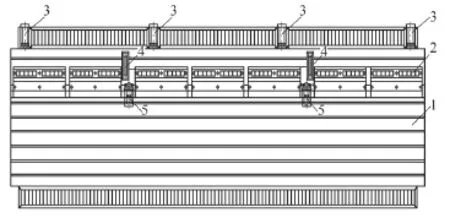
图 4 1.工作台 2.电控永磁盘 3.上料液压缸 4.托料辊 5.下料液压缸
上料时如图5所示,油压推动活塞杆,托料辊在两个导向轴的导向和活塞杆的升力作用下,升起到位。吊车将工件放在托料辊上,上料液压缸伸出上料,如图6a所示。
上料完毕后,上料液压缸和托料辊缩回,电控永磁盘开始充磁夹紧,如图6b所示。进行尖轨铣下腭,刨头等铣削作业。
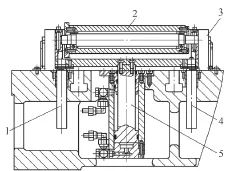
图 51、4.导向轴 2.托料辊 3.防护罩 5.活塞杆
工件加工完毕后,电控永磁盘开始退磁,退磁完毕后托料辊升起到位,下料液压缸伸出到位将工件推到托料辊上图6c所示。待下料液压缸缩回吊车将工件运离工作台。
3.夹紧力的计算
电控永磁盘下模块为5个磁极,每个下磁极的吸力为1000kgf,侧磁极吸力为350kgf。
仅以60AT钢轨刨头铣削最上端时为例。如图7以电控永磁盘联系图粗略计算以O点为零力矩点,向下磁吸力F1距零力矩点37mm,侧向磁吸力F2距零力矩点60mm,摩擦力f1通过O点与F2方向相同,轨高152mm,则该组夹具所能提供的抗力F:
(1)以O点取矩:
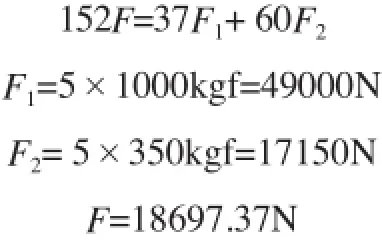
(2)以O点为零点分析力系:
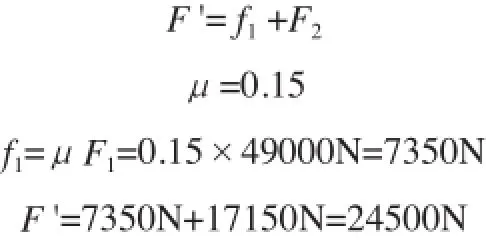

图 6
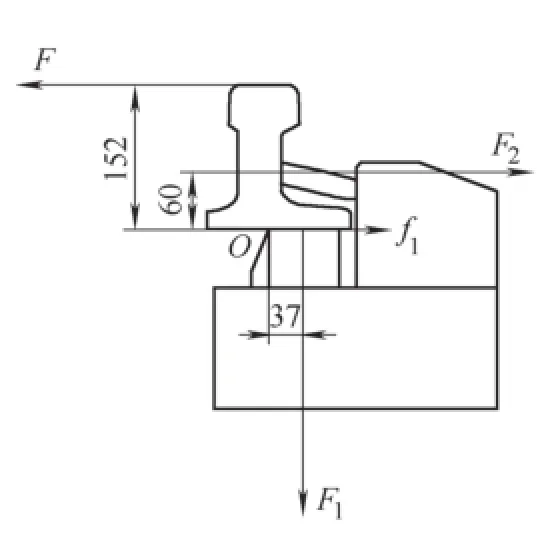
图 7
由式1得出当切削力小于18697N时工件不会发生翻转;由式2得出此时的切削力远小于24500N,工件不会发生移动,实际切削工艺中按切削力10000N选定的刀具及切削参数,所以夹具提供的夹紧力是足够的。后经电控永磁盘供应商精确核算,满足该切削所需抗力。当铣下腭时,该夹具系统能提供40000N抗力,有利于选择大直径铣刀切削提高效率。
4.维护与保养
电控永磁盘为成套组件,免维护。托料辊组件如图5所示,带有上下伸缩的不锈钢防护罩,耐腐蚀防碎屑。上、下料液压缸均装有防尘圈,所以整套夹具系统只需进行日常的清扫保养即可。
5.结语
本设计为一次装夹,同时铣削下腭、刨头铣削、螺栓槽加工、轨腰钻孔等,避免了夹具种类多的缺点。并辅以自动上下料功能,大大地提高了生产效率,减轻了劳动强度。
本设计对于龙门铣床适应性强,能直接装配到动柱式龙门铣床,可加工的钢轨长度范围广。也可以配备X向托链,装配在普通龙门铣床上,铣削长度较短的钢轨。
另外,作为本品核心部件的大磁力电控永磁盘大多依赖进口,成本较高,并且只能配给大型的龙门机床,前期投入成本较高,不适宜中小型加工企业,为本品的普及带来一定影响。□
