关于轴承与轴承座高效自动压装机的工业设计
2017-03-16林治起林高林丛日超
林治起+林高林+丛日超

摘 要:设计了一种轴承与轴承座高速、高效自动压装机。该机床适合自动压装批量和大批量设备生产中的轴承与轴承座高速、高效压装装配,采用轴承与轴承座倾角重力滑道滑入进料、定位、液压压装和液压頂料及PLC编程控制技术,提高生产效率,保证轴承与轴承座装配质量,缩短交货周期,降低产品生产成本。该机床适用于方形轴承座、圆形轴承座及其他有定位轴承座与轴承的压装装配。该机床实现机电液一体化设计,实现高效率轴承与轴承座压装装配。
关键词:轴承与轴承座;PLC控制;自动液压压装机
DOI:10.16640/j.cnki.37-1222/t.2017.05.041
1 背景技术
我们知道:《中共中央关于制定国民经济和社会发展第十三个五年规划的建议》已经在党的十八届五中全会通过,它是指导我国改革发展的纲领性文件。“建议”指出:支持绿色清洁生产,推进传统制造业绿色改造,推动建立绿色低碳循环发展产业体系,鼓励企业工艺技术装备更新改造。现有机械制造行业中,轴承与轴承座的装配是非常重要工序,本文提供一种适合批量和大批量生产制造设备中轴承与轴承座的装配压装方法和机床,能有效提高装配效率和质量。
2 工作原理
轴承与轴承座高速、高效自动压装机,由基座平台和安装其上的可调整倾斜角度的安装有轴承、轴承座工件的重力滑道、定位座板及工件压合、顶出液压缸系统总成及液压站系统和电气控制系统组成该机床。轴承、轴承座工件放入可调整倾斜角度的重力滑道、定位座板料槽内,依靠自身重力滑入、定位、压合、顶出由电控和液压系统循环操作完成轴承与轴承座高速、高效自动压装。
3 结构方案实施
(1)机械部分:如图1所示,基座平台由钢板焊接成,其上安装有轴承与轴承座压装部装和工作照明灯;其后身体内安装电气控制板;前左和右下方设有工具橱;前右安装有电气控制按钮板盒。
轴承与轴承座压装部装:由方座箱体和安装其上轴承座滑板定位座、隔板、轴承导向定位板、压合导向座、压合液压缸、压合导向轴、压合头、压合退位行程开关等和安装其下方頂料液压缸、顶料推杆和安装方座箱体内的顶出位置、退回位置行程开关等组成。
实现轴承与轴承座靠倾角重力滑道滑入进料、定位,压合液压缸压合达要求压力(压力继电器触电闭合),压合液压缸退回(触碰退回位置行程开关),压合液压缸停止同时启动頂料液压缸顶出(触碰顶出位置行程开关),頂料液压缸退回(触碰退回位置行程开关),頂料液压缸停止同时启动下一次循环。
(2)液压控制部分:液压站系统压力(P)由工作缸推力(F)决定;液压站泵的流量(Q)由工作缸推进速度(V)决定。
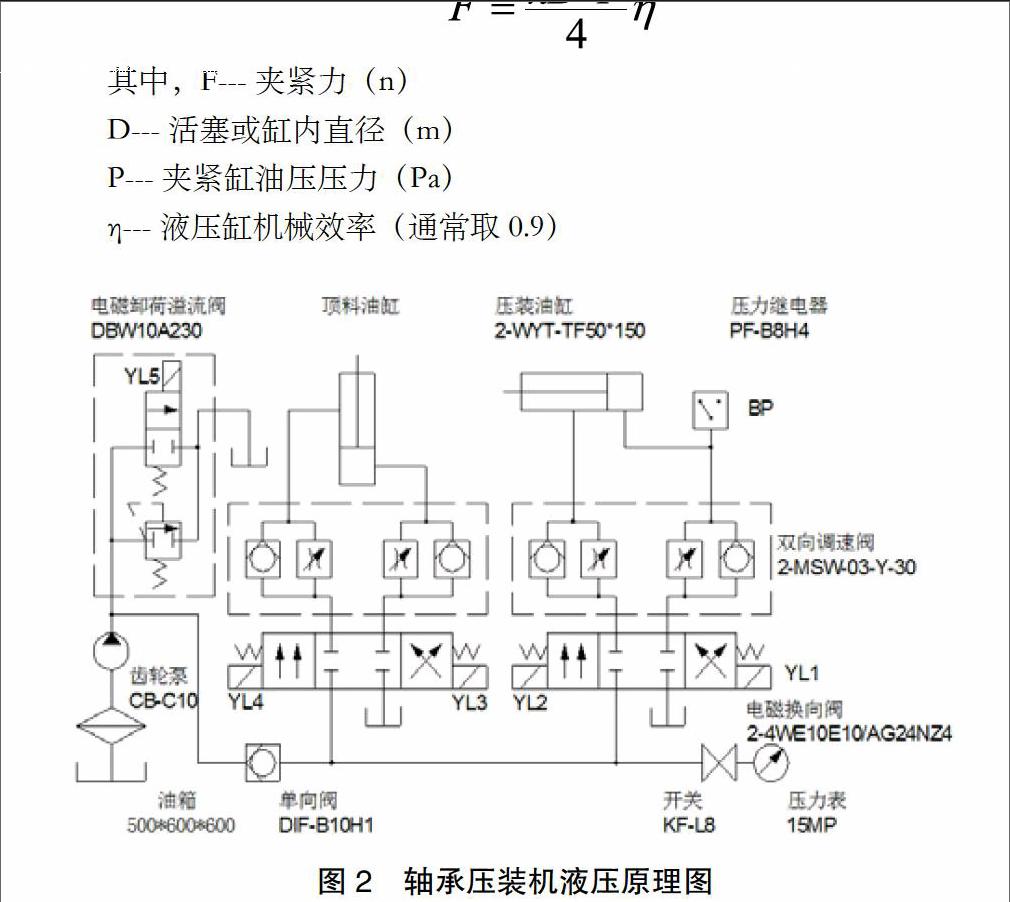
该机床压合液压缸的推力由下列公式计算:
其中,F---夹紧力(n)
D---活塞或缸内直径(m)
P---夹紧缸油压压力(Pa)
η---液压缸机械效率(通常取0.9)
该机床液压原理图及液压元件如图2所示:主要元件由油箱、电机、齿轮泵、过滤器、电磁卸荷溢流阀、单向阀、两个三位四通电磁阀、两个双向调速阀、两个油缸、压力继电器、压力表、压力表开关等组成。
(3)电气控制部分:主要元件由空气隔离开关、交流接触器、热继电器、变压器、整流器、PLC控制器、工作灯、指示灯、按钮开关、行程開关等组成。
(4)PLC控制器的选择与机床控制顺序要求:
1)PLC控制器选欧姆龙CPM1A-20CDR-V1。2)机床控制顺序要求:机床机械、液压系统、电气控制系统调定后,合上空气隔离开关QF,电源指示灯HR亮;液压站电动机启动,电动机运转,PLC控制器上电;启动加荷按钮开关SB5,液压系统加载,加载指示灯HY亮;较长时间不进行压装工作,按下卸荷按钮开关SB6,液压系统卸载;按下压装准备按钮SB7,可选择压装单循环SB9和压装循环SB10,当选择压装单循环SB9按钮,只做一次压装循环;当选择压装循环SB10按钮,机床自动进行滑料、定位、压合、退回、頂料、退回,再循环压装。当按下压装停止按钮SB8时,待完成一次循环压装后,停止压装。
(5)机床调整控制要点:
1)调整轴承与轴承座压装部装与机床平台10°-30°角度紧固,取值24°左右最为适宜。2)第一次应用,应排空液压缸及液压站管路中空气。3)根据轴承与轴承座配合要求调整压力继电器的压力,通常液压站系统压力调整为压力继电器设定压力的1.1-1.3倍。4)机床的压合速度由两个液压调速阀调整控制。
4 结束语
设计了一种轴承与轴承座高速、高效自动压装机。该机床适合自动压装批量和大批量设备生产中的轴承与轴承座压装装配,采用轴承与轴承座倾角重力滑道滑入进料、自动定位、液压压装和液压頂料及PLC编程控制技术,提高生产效率,保证轴承与轴承座装配质量,缩短交货周期,降低产品生产成本。该机床适用于方形轴承座、圆形轴承座及其他有定位轴承座与轴承的压装装配。该机床实现机电液一体化设计,实现高效率轴承与轴承座压装装配,能为区域发展和经济建设起到进步作用。
参考文献:
[1]曲彩云,曾红.机械设计手册第四卷[M].机械工业出版社,2006(06).ISBN.7-111-14736-7
[2]张利平,邓钟明.液压气动系统设计手册[M].机械工业出版社,1997(06).ISBN.7-111-05519-5
[3]熊万武.金属切削机床夹具设计手册[M].机械工业出版社 ,1987(12).ISBN.7-111-00J32-X/TG.44
作者简介:林治起(1965-),男,山东威海人,工程师,山东省首席技师,服务于省级技术研发中心,主要从事机电一体化设计工作。
