耐磨高韧性球墨铸铁的研制及应用
2017-03-14赵强张元华王玲玲许晓坤武
赵强++张元华++王玲玲++许晓坤++武玉海


摘 要:等温淬火球墨铸铁优异的综合力学性能已经得到了广泛的认可,并在工程领域得到应用。该文根据产品的要求,通过严格地控制材料的成分、熔炼工艺和热处理工艺,采用“三明治”的球化孕育工艺,加上严格的过程管理,在现有设备及原材料的条件下,可生产出满足性能要求的曲轴用等温淬火球墨铸铁材料,各项指标达到和超过国家标准。
关键词:球墨铸铁 等温淬火 耐磨 高韧性
中图分类号:TG255 文献标识码:A 文章编号:1674-098X(2016)10(a)-0057-02
随着汽车工业的进步,商用车、重卡朝着重载、高速、低耗、低成本及良好的舒适性等方向发展,汽车曲轴对高强度、高伸长率材料的综合性能要求越来越高[1]。等温淬火球铁曲轴具有良好的综合性能备受青睐,但对于汽车用曲轴不仅要求高强度、高伸长率,还要求较高的硬度、韧性和高疲劳性能。文章通过化学成分和生产工艺的调整,研制满足汽车曲轴用球墨铸铁材料[2]。
1 化学成分的选择
1.1 成分设计思想
调整球铁的C、Si含量,加入合金元素,使材料铸态基体组织为铁素体+珠光体混合基体组织,通过热处理工艺获得混合贝氏体+残余奥氏体的组织,以提高材料的强度、硬度、韧性,获得综合力学性能较好的汽车用曲轴材料。
1.2 基本元素和合金元素的作用
碳:促进石墨化,减少白口倾向,提高流动性。硅:强烈促进石墨化和渗碳体分解,有利于石墨细化和圆整,增加且强化铁素体。锰:稳定且细化珠光体,提高强度、硬度、耐磨性,降低韧性,提高淬透性。钼:细化石墨,强烈促成碳化物,强化基体,均化组织,改善综合性能,提高淬透性。钼和铜合用促进珠光体、细化组织、提高淬透性效果更明显。铜:细化石墨球改善石墨圆整度,稳定且细化珠光体,提高强度和硬度,提高耐磨性和耐蚀性。
1.3 确定化学成分
综合分析各元素的作用,球墨铸铁的化学成分见表1。
2 原材料选择及熔炼工艺
2.1 原材料的选择
要想获得满足汽车曲轴用高性能球墨铸铁,铁液的纯净度和化学成分必须保证,选用高纯生铁,按要求加入无锈的钢筋头废钢,并且加入Ni、Cu、Mo、B等合金元素,来降低杂质元素的带入。
2.2 熔炼
想要获得稳定的化学成分和理想的金相组织,研究人员采用100 kW容量为50 kg中频感应电炉熔炼,炉前用快速C、Si检测仪检测原铁液的含量,通过检测结果调整成分,按合理顺序添加合金元素,保证合金元素在铁液中的含量,用测温枪测出出炉温度和浇注温度。
2.2.1 原铁液熔炼
球墨铸铁的原铁液熔炼要注意碳的烧损和氧化,需要在以下几方面注意:(1)熔炼温度要控制在1 550 ℃以下。过高的温度会造成严重的碳烧损,最终导致球化不良;(2)生铁和废钢的加入前,要进行除锈处理,防止大量的夹渣,造成铸造缺陷;(3)合金元素加入前,要进行预热,可以放到炉边进行烘烤,防止铁液飞溅出来,产生安全事故;(4)在熔炼过程中会产生黏糊状的杂质,覆盖在炉口,可以起到保温和防止氧化的作用;(5)取样时采用小砂锅进行取样,要提前进行预热,防止取样过程中,砂锅受热不均,破碎,造成安全事故;(6)快速检测铁液温度,及时调整,防止熔炼时间过长造成元素的烧损;(7)金属液完全熔化,及时进行测温,温度达到1 520 ℃,出炉。
2.2.2 孕育球化处理
球化孕育前,要用液化气进行烤包,浇包采用堤坝包,球化剂、孕育剂经过采用“三明治”孕育球化工艺,出炉温度为1 500 ℃~1 520 ℃,浇铸温度为1 370 ℃~1 400 ℃。球化剂选用FeSiMg6RE2,采用堤坝式盖包法进行球化处理,球化剂加入量为1.7%。孕育剂选用Si-Ba孕育剂。采用包内孕育的处理工艺,孕育剂的加入量为1.0%。
2.3 浇注
出炉,静置、打渣后,进行测温和随流孕育,并用渣棍挡渣减少夹渣缺陷的产生,浇注的Y型试块,采用水玻璃砂造型。
3 热处理工艺
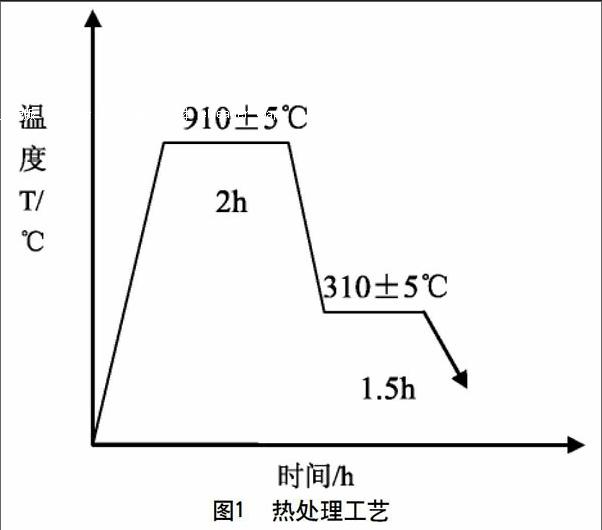
不同的热处理工艺参数,对基体组织的影响比较大,要得到满足的性能要求,合适的加热与保温、等温淬火与保温温度显得尤为重要[3]。该工艺添加了合金元素,减低了奧氏体转变临界温度,考虑强度和伸长率的整体要求,经过多次试验和查阅相关文献[4],确定如下热处理工艺,见图1所示。
等温淬火后得到的组织为混合贝氏体+残余奥氏体。
4 试验结果
4.1 试样的金相照片
(1)曲轴用球墨铸铁的铸态组织,如图2所示。
(2)球墨铸铁经过等温淬火后得到的组织为混合贝氏体+残余奥氏体,如图3所示。
4.2 试验的力学性能
如表2所示,按照以上工艺生产等温淬火球墨铸铁能满足曲轴应用的性能指标。力学及金相要求:抗拉强度Rm≥900 MPa,伸长率A≥6%,硬度≥300 HBW,球化级别2级,球径大小6级。
5 结语
通过严格控制材料的成分、熔炼工艺和热处理工艺,采用“三明治”的球化孕育工艺,成功地试验出满足客户要求的曲轴用等温淬火球墨铸铁材料,各项指标达到和超过国家标准。
参考文献
[1] 柳建国,曾大新.铸态QT700-10技术初探[J].铸造,2014,63
(5):507-509.
[2] 王修强,张永亭.铸态QT550-10材料的试验研究[J].金属铸锻焊技术,2011,40(9):62-64.
[3] 张军,李志华.高强度等温淬火球铁件的生产[J].现代铸铁,2013(5):23-25.
[4] 朱世杰,王利国.球墨铸铁曲轴等温淬火工艺的研究[J].铸造技术,2005,26(9):760-762.
