机器人技术在轿车车身涂胶工艺中的应用
2017-03-10洁戴龙泉
娄 洁戴龙泉
(1.芜湖职业技术学院汽车工程学院 安徽芜湖 241006;2.奇瑞汽车股份有限公司 安徽芜湖 241008)
机器人技术在轿车车身涂胶工艺中的应用
娄 洁1戴龙泉2
(1.芜湖职业技术学院汽车工程学院 安徽芜湖 241006;2.奇瑞汽车股份有限公司 安徽芜湖 241008)
轿车车身的制造过程中,车身涂胶是提高整车乘坐舒适性和美观性的重要方法。目前车身涂胶工艺中人工操作比例过大,导致工作效率不高,涂胶质量难以控制,存在安全隐患等问题,而机器人技术的应用很好的解决了上述问题。
机器人;车身;涂胶;工艺
汽车的乘坐舒适性和减震降噪性能成为人们新的关注热点。在整个轿车车身的制造过程中,门盖的表面积较大,约占了整车表面的63%,在板材较薄、尺寸较大的门盖外板和内板、防撞梁、加强筋之间存在有一定的缝隙,[1]在汽车行驶过程中,由于路面冲击的来自发动机的震动而易产生噪声。为了解决上述问题并使车辆外观美观,通常在这些部位使用减震密封胶和折边胶来削弱行车过程中的震动、冲击和噪声。
一、轿车车身涂胶工艺现状
在目前轿车车身四门涂胶及包边压合工艺中,人工操作的比例较大。以某车型为例,其工艺为:由人工将四门外板件分别放入各自涂胶工装台,并由人工手动对外板件涂折边胶、隔震胶,涂胶完成之后再将内板件与外板件扣合,扣合完成后手动将工件放入包边压机压膜内,按下启动按钮压机开始压合,压合完成后再手动将成品工件从压膜内取出。
(一)涂胶工艺现状。
1.前门涂胶工艺。折边胶:型号为E56,涂胶直径为3mm,涂胶长度为沿车门四周共计3070mm,胶中心离边距为7mm,涂胶状态为条状,涂胶量约22CC,涂胶位置为外板内侧。
隔震胶:型号为Z69,高度为8~12mm和18~22mm,直径为20mm共21点,直径为30mm共8点,涂胶状态为点状,涂胶量最大约125CC,涂胶位置为内板和外板之间(图1a)。
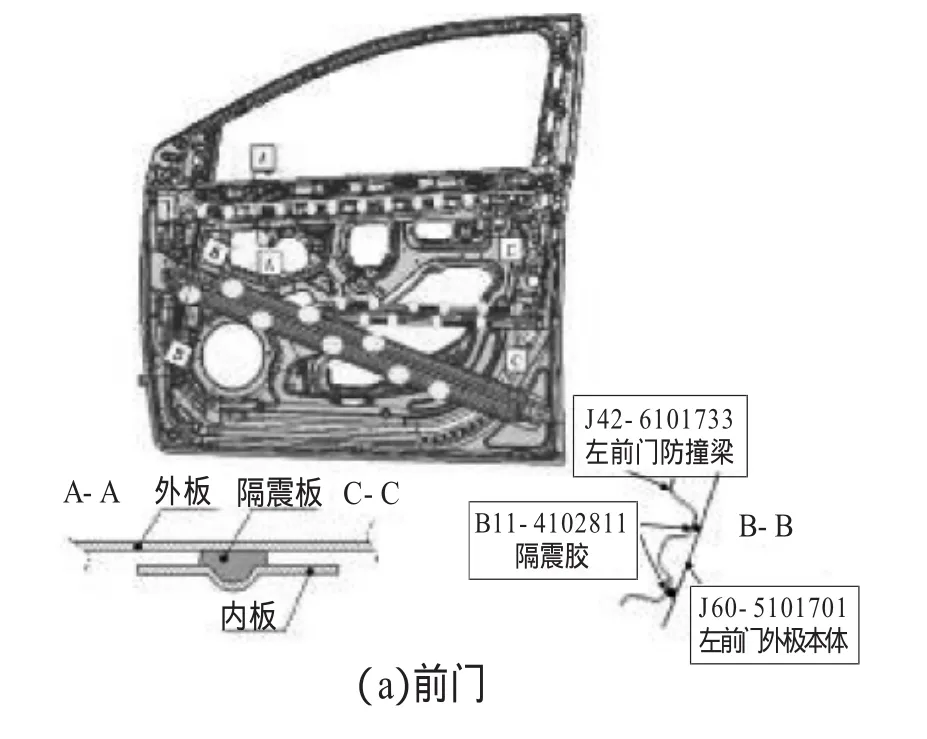
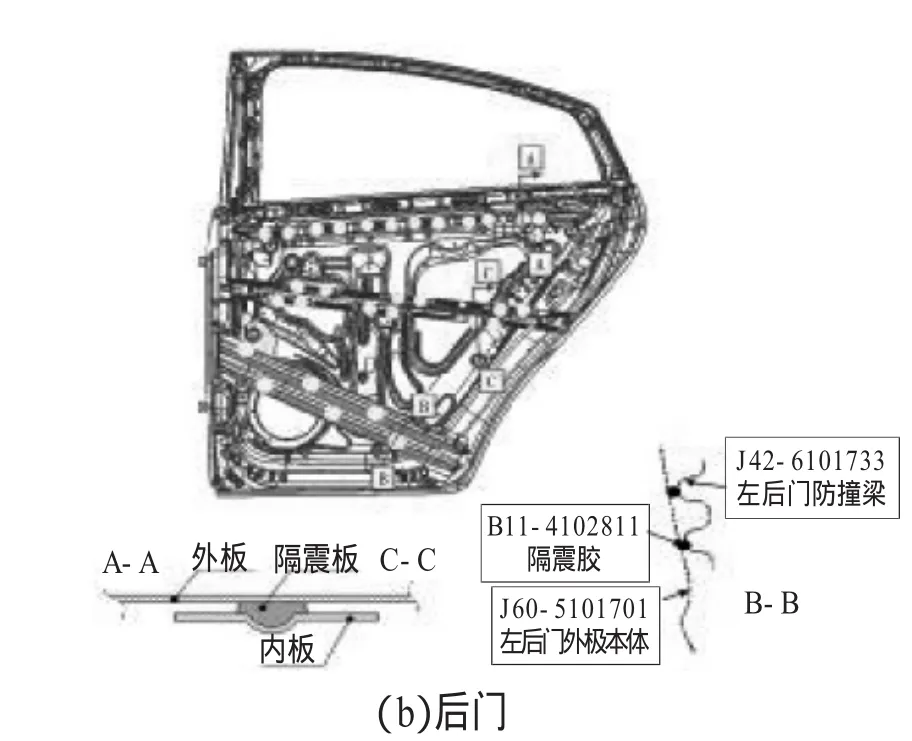
图1 前后门隔振胶涂胶位置
2.后门涂胶工艺。折边胶:型号为E56,涂胶直径为3mm,涂胶长度沿车门四周共计2930mm,胶中心离边距为7mm,涂胶状态为条状,涂胶量约为21CC,涂胶位置为外板内侧。
隔震胶:型号为Z69,高度为8~12mm和18~22mm,直径为20mm共24点,直径为30mm共6点,涂胶状态为点状,涂胶量最大约为120CC,涂胶位置为内板和外板之间(图1b)。
3.发盖涂胶工艺。折边胶:型号为E56,涂胶直径为3mm,涂胶长度沿发盖四周共计3300mm,胶中心离边距为7mm,涂胶状态为条状,涂胶量约为23CC,涂胶位置为外板内侧。
隔震胶:型号为Z69,高度为8~12mm,涂胶状态为条状,涂胶长度为2700mm,涂胶量约为305CC,涂胶位置为内板和外板之间(见图2)。

图2 发动机舱盖隔振胶涂胶位置
(二)当前涂胶工艺存在的问题。从以上四门及发盖涂胶的要求和工艺可以看出,当前的涂胶工艺流程存在较为明显的缺点,具体表现在:
1.人工涂胶操作环节多,不利于工作效率的提高,影响车身件产能输出。
2.人工涂胶质量控制较为困难,容易导致涂胶不均匀及涂胶质量问题,造成车身返修浪费。
3.涂胶时,弯腰挤胶频繁,人机工程伤害大,并存在安全隐患。
4.对于复杂形状的零件,人工涂胶几乎无法完成。[2]
二、机器人在涂胶工艺中的应用
随着科技的飞速发展,机器人技术在越来越广的领域中普及开来,为解决上述涂胶工艺中存在的问题,可使用机器人技术来实现更高自动化程度的工艺流程和更高灵活性的操作,但需对现有操作设备和工装进行以下改进设计。
(一)上件台工装。上件台工装采用滑移台,满足左右门共用。定位块、支撑块采用蓝色MC尼龙材料,上件台上的工件定位采用外板型面仿形定位,加真空吸盘固定,装有检测开关,检测工件的有无及左右门切换,工装台高度不大于800mm,充分考虑人机操作原理。人工将工件外板放至上件台并按下上件完成,滑移台将工件运送至机器人涂胶位置,机器人开始对工件进行折边胶、隔震胶涂胶,涂胶完成后滑移台再将工件运送至上件位置,人工对工件内外板进行扣合,扣合完成将工件搬运至压机上件台。前后门各2套滑移台工装(左右门共用,见图3),发盖为一套工装。

图3 上件滑移台
(二)四门压机改造、增设自动输送机构。四门压机(图4)由原人工上下件改为自动滑移上下件,人工将扣合完成的工件放入压机上件滑移台,并按下上件完成后滑移台将自动将工件输送至压机压模位置,压机开始对工件进行压合(前门压机增加模具定位槽共4个并同时提供定位键,需现场确认位置),压合完成后压机自动将工件顶升,再由下件滑移台将工件滑出,人工下件,按下下件完成结束一次循环。自动输送机构输送总成板件平稳,满足四门人工放件要求,员工放件方便,自动输送机构满足左右门通用。

图4 四门压机
(三)胶枪、涂胶系统改进。方案采用机器人抓枪进行涂胶,胶管采用平衡吊装置进行吊装,涂胶系统采用诺信涂胶系统,左右前门工位折边胶使用S100伺服定量计胶枪,隔震胶S165伺服定量计胶枪;后门及发盖工位折边胶采用S100伺服定量计胶枪,隔震胶采用S300伺服定量计胶枪。S300伺服定量计需要单独一个安装支架。胶泵采用双柱式升降机构,折边胶采用单泵方式供胶,隔震胶采用双泵切换方式供胶。胶桶规格为5加仑,桶内直径为285mm。涂胶系统采用水循环加热,涂胶速度根据机器人速度变化而变化,四门隔震胶采用定量打点涂胶。涂胶系统与机器人通讯方式采用PROFIBUS现场总线,每个工位采用一套涂胶系统,前门S100伺服定量计折边胶和S165伺服定量计隔震胶共用,后门及发盖S100伺服定量计折边胶和S300伺服定量计隔震胶共用。
(四)机械人主要设备。
1.机器人选型分析。考虑该方案为机器人带动2把胶枪进行涂胶,分别为折边胶胶枪和隔震胶胶枪,要求机器人带载能力不小于130Kg,根据方案布局,要求机器人工作半径不小于2500mm(见图5),再考虑胶管充胶后的质量、以及对涂胶质量的要求,要求机器人的出胶量与机器人末端速度实时匹配,因此选用ER210-C40型号机器人进行涂胶。

图5 涂胶机器人工作半径
2.涂胶机选型分析。涂胶机胶枪采用伺服定量计胶枪。经发盖涂胶项目经验及涂胶初步计算分析,折边胶采用S100伺服定量计,前门隔震胶采用S165伺服定量计胶枪,后门和发盖隔震胶采用S300伺服定量计胶枪,涂胶系统为折边胶和隔震胶共用一套。图6为涂胶机工作现场。

图6 涂胶机现场
(五)机器人涂胶风险分析及改进工艺。针对四门发盖涂胶,机器人抓枪进行涂胶,因发盖与左右后门为同一个工位存在风险,因此对后门和发盖涂胶工位风险分析如下。
1.涂胶区域过大,胶管在运动过程中会有弯折扭曲,与机器人手臂会有摩擦。在进行大范围涂胶时机器人需带动胶管来回运动,这样胶管接头处容易松动导致发生渗胶现象。
2.诺信涂胶胶管采用水循环加热,加重了胶管重量,胶管吊装在空中,在机器人高速运动时会发生严重的碰撞摩擦,可能导致水循环加热外包装及胶管损坏。
针对以上风险分析,在胶管接头处进行密封改进,并对胶管接头处进行加固,避免渗胶现象出现;对胶管布局进行改进,使胶管受力最小化,确保机器人在高速运动中不会对胶管拉扯力过大,减小胶管受力。因为胶管重量及吊装原因,因此胶管使用寿命将会降低,胶管、加热水管均为易损件。
三、实施效果
(一)涂胶工作效率有效提升。机器人涂胶通过闭环反馈控制系统控制,能够精确控制涂胶位置、出胶流量和运行速度,能够保证统一均匀的胶形,达到理想的涂胶效果[3]。机器人的使用可实现某些人工难以触及的位置涂胶,也可对控制复杂的空间运行轨迹,尤其在涂胶点较多的车型中,能有效提高涂胶质量和效率。
(二)减少人工使用,提升涂胶质量。使用机器人涂胶,大大减少涂胶过程中的人工参与,借助于机器人的精确控制,使得出胶均匀,可有效改善产品的外表美观度。
(三)消除隐患,有效降低安全风险。机器人涂胶减少了人工使用,降低了人机工程伤害,同时通过生产线工艺优化,消除与焊接干涉引起的割伤、碰伤等安全隐患。[1]
四、结语
机器人在涂胶工艺中的应用和改进使得涂胶效率和涂胶质量均大幅提升,其自动控制还大幅降低了人力使用成本;机器人涂胶均匀稳定,返修率低,将对了用胶成本。在实际应用中,机器人涂胶虽操作简单,但需注意各工艺参数的设定应合理正确,操作人员也应具备极高的安全意识和质量意识,时刻监控涂胶质量。由于机器人涂胶的各种优势明显,在各主机厂的涂胶工艺中将广泛应用。
[1]翟尚荣,刘立华.一种门盖整体式多点涂胶装置的设计及应用[J].中国高新技术企业,2015(12):11-12.
[2]孙颖,叶玉杰,高振元,等.机器人涂胶滚边工作站[J].自动化博览,2008(9):74-75.
[3]成华,滑德富.涂胶机器人在艾瑞泽7白车身上的应用[J].汽车生产自动化技术,2014(5):42-44.
[责任编辑 郑丽娟]
Robot Technology Application in Car Body Glue Process
Lou Jie1Dai Longquan2
(1.School of Automotive Engineering,Wuhu Institute of Technology,Wuhu,Anhui 241006;2.Chery Automobile Co.,LTD,Wuhu,Anhui 241008)
Car body coating is an important method to improve the ride comfort and aesthetics of the vehicle during the manufacturing process of the car body.At present,the proportion of manual operation is too large in the body coating process,resulting in inefficient work,difficult to control the quality of coating,and there are potential safety problems.Robot technology is a good solution to the above problems.
robot;body;coating
U466
A
2095-0438(2017)02-0147-04
2016-09-02
娄洁(1976-),女,山东临沂人,芜湖职业技术学院汽车工程学院副教授,硕士,研究方向:汽车及零部件设计、新能源汽车技术。
安徽省教育厅自然科学研究重点项目(KJ2014A282);芜湖职业技术学院校级创新团队项目(wzykj2016A03)。