经编机启停过程中的闭环送经控制特性
2017-03-10王俊科夏风林张琦
王俊科+夏风林+张琦
摘要:在阐述基于闭环控制的经编电子送经系统结构的基础上,文章主要研究了闭环送经控制系统在经编机启停过程中主轴转速的变化对经轴送经的影响,并对送经系统在启停过程中的经轴滞后于主轴运动和经纱张力变化进行了测试与分析。根据测得的经编机启停过程中经轴电机响应性能和送经张力变化规律,设计了一种经编机启停过程中的送经补偿方法,可显著提高经编机启停过程中送经张力的平稳性,进而改善经编产品品质。
关键词:经编;电子送经系统;闭环控制;送经张力;响应性能
中图分类号:TS184.1 文献标志码:A
The Characteristics of Closed-loop Control of Let-off System during Start/Stop of Warp-knitting Machine
Abstract: On a warp-knitting machine with closed-loop controlled electronic let-off system, the warp let-off is often impacted by the speed change of the main shaft during turning-on and turning-off the machine, since the movement of beam lags behind that of main shaft, causing tension change of the warp. By testing the response performance of beam motor and analyzing the law of warp tension change, a compensation method was developed, which can significantly improve the stability of let-off tension during start/stop of warpknitting machine and consequently improve the quality of warp-knitted products.
Key words: warp knitting; electronic let-off system; closed-loop control; tension change; response performance
经编送经系统是经编机的重要组成部分,经编机在正常运转时经纱从经轴上退绕下来,按照一定的送经量送入成圈系统,供成圈机件进行编织。在整个送经过程中,送经量应始终保持精确,否则易造成经纱断头,甚至崩纱,不能正常成圈,影响生产效率和产品质量。随着电子技术的发展,经编送经从简单的机械式送经发展到电子式送經,从恒速送经发展到多速送经,从开环控制到闭环控制,这些都是为了保证在经编织造过程中经轴送出的经纱能准确、一致。但送经控制并非一个静态的控制过程,存在着经轴运转惯性、信号传输滞后等造成经轴运动滞后于主轴运动的现象,而这在经编机启停过程中尤为明显,从而形成停车横条。
本文通过实验测试了设计的基于闭环控制的经编电子送经系统在启停过程中经轴滞后于主轴的运动特性和经纱张力变化,并提出了启停过程中的送经补偿方法。
1 经编机闭环送经控制的系统结构
基于闭环控制的经编送经系统主要由送经控制单元、送经驱动装置、经轴测速反馈装置和主轴速度信号装置 4 部分组成(图 1)。系统采用DSP作主控制器,送经驱动装置采用交流伺服电机,利用测速压辊实时测得经轴盘头的即时外周长和实际送经量,获得下一周期送经用经轴电机的指令转速,应用模糊PID控制算法实时修正经轴电机速度,保证控制的快速性和准确性。
2 测试与分析
2.1 实验平台的搭建和测试方法
试验在Karl Mayer(卡尔迈耶)的HKS4型高速经编机上搭建基于闭环控制的经编电子送经系统,以固高科技(深圳)有限公司的GTS-400运动控制器为送经主控制单元,日本三菱MR-JE-200A型伺服系统为送经驱动单元,增量编码器为测速压辊的反馈信号采集器,用增量编码器采集主轴转速信号。HKS4型特里科经编机幅宽3 454 mm、机号E28,最高机速1 200 r/min,通过主变频器设定主电机的加速时间为 5 s、减速时间 2 s。测试时采用双梳编织,经轴参数为:GB3当前外周长910 mm、内周长630 mm、余圈数8 200;GB4当前外周长1 300 mm、内周长630 mm、余圈数13 520。压辊反馈装置仅安装在GB3的经轴上进行测试,压辊外周长251.2 mm。编织组织GB3为1-0/1-2//、GB4为1-2/1-0//;送经量GB3为1 240 mm/rack,GB4为1 200 mm/rack;牵拉密度21横列/cm。
试验中将主轴编码器的转速信号(A信号)、经轴电机的速度信号(A信号)和张力传感器信号分别接入SCM01型四通道声振分析仪的 2 个转速通道和加速度通道中,运行计算机上的LMS Test.Lab测试与分析软件,按主轴编码器信号、经轴电动机编码器信号和张力信号接入的通道分别设置相应测试参数。实验中采样周期15 s、采样频率 1 kHz(测试的最佳设置),测试最高速度970 r/min(保证经编机正常稳定工作)。采集经编机从停车到正常运转(970 r/min)以及从正常运转到停车过程中主轴、经轴电机的速度变化曲线和张力波动曲线。
2.2 经轴滞后于主轴的特性分析
根据运用四通道声振分析仪采集得到的启停过程中经编机主轴速度与经轴电机速度随时间变化曲线,选取经编机启停加、减速时间段内 6 个不同主轴速度点200、350、500、650、800、950 r/min。依据经编闭环电子送经系统中,经编机运行过程中主轴速度与经轴电机速度的关系(考虑在启停过程中测试时间极短,经轴外周长的变化可以忽略)(式(1)),在当前送经量和盘头外周长不变的情况下,主轴速度与经轴速度成正比关系,得到 6 个不同速度点所对应的经轴电机速度点(51、90、129、168、207、246 r/min)。
式(1)中:M为经轴电机与经轴之间的减速比,Fzi为当前送经量,Ci为当前盘头外周长,Wzi为经编机主轴速度,Wbi为经轴电机的速度。
根据启停变速过程中经编机主轴和经轴电机分别到达对应速度点的时间数据,可得到启停变速过程中不同速度点经轴滞后于主轴的时间,通过经编机编织过程中主轴角度与时间的关系,得到启停变速过程中不同速度点经轴滞后于主轴的角度(式(2))。
式(2)中:φ为经轴滞后于主轴的角度,t为经轴滞后于主轴的时间。
根据启停过程中经轴滞后于主轴的时间和角度(表1),在经编机启动过程中,主轴和经轴电机都处于加速过程中。随着经编机主轴转速的加快,经轴滞后于主轴的时间在减小,由于滞后时间的累积,滞后角度先增大后减小,当经编机达到预定转速后,经轴也会在短时间内达到指令速度,待经编机转速稳定后,经轴的滞后消失;在经编机停机过程中,主轴和经轴电机都处于减速过程中,随着经编机转速的降低,由于滞后的累积,在减速时滞后时间会增大,但经编机主轴转速在降低,所以滞后角度先增大后减小,直到主轴转速为 0。
2.3 經纱张力分析
在经编机编织过程中,当耗纱量大于送纱量时,纱线张力就会过大;当耗纱量小于送纱量时,纱线张力又会过小。张力过大会出现断纱甚至崩纱,张力过小又会容易出现漏针和跑纱,对织造造成影响。在经编机启停变速过程中,由于经轴滞后于主轴运动,会对经纱张力造成影响。运用四通道声振分析仪采集启停过程中不同时间点一个成圈周期内经纱张力的变化曲线(图 2、图 3),分析启停过程中经轴滞后主轴运动对纱线张力的影响。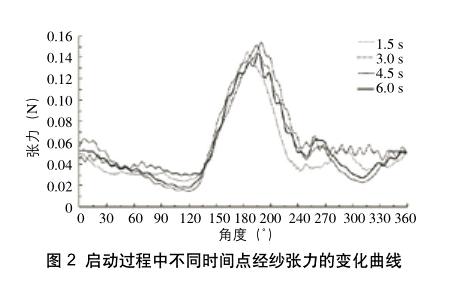
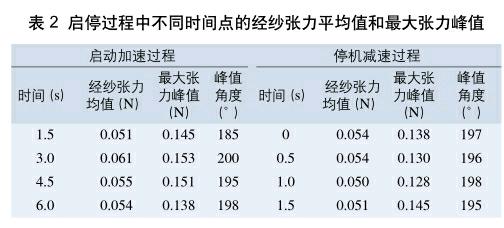
从图 2、图 3 的不同时间点经纱张力变化曲线可以看出,纱线张力在一个成圈周期内会随着成圈机件的运动而发生周期性的变化,所以保持纱线平均张力和张力峰值的稳定是保证经编机正常编织的先决条件。表 2中,启动 6 s是经编机加速完成到达稳定速度时经编机正常编织所需的纱线张力均值和峰值,停机 0 s是经编机开始减速之前经编机正常编织时所需纱线张力均值和峰值。在启动加速过程中,经编机速度从零开始加速,由于经轴滞后于主轴运动和滞后的累积,纱线张力的均值和峰值会先增大后减小;在停机减速过程中,经编机速度从稳定值开始减速,由于经轴滞后于主轴运动和减速过程时间短,随着经编机主轴速度的减小,纱线张力的均值和峰值会先减小后增大,而峰值角度没有启动加速过程变化得明显,峰值角度的变化,说明经轴的滞后对经纱张力的峰值角度变化有影响。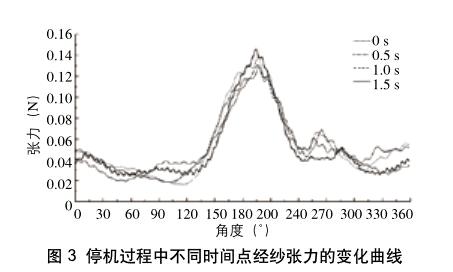
3 送经补偿设计
3.1 设计原理
通过对启停过程中送经特性的研究,针对在启停时经轴滞后于主轴运动造成的送纱量与实际耗纱量的不等及纱线张力的波动等不良影响,本文设计了一种启停过程中送经补偿方法(图 4)。针对启停过程中经轴出现滞后主轴的运动特性,在送经主控制器接收到经编机的启停信号后,送经主控制单元会将主控制器根据设定的送经补偿量和补偿时间,转化为经轴电机指令速度调整补偿量,得出一个新的速度指令传达给伺服驱动器,再由送经伺服驱动器根据速度指令驱动经轴电机运动,保证在设定的补偿时间内送经系统的稳定。
3.2 界面设计
设计的启停变速过程中送经补偿操作界面如表 3 所示,在主界面中,可针对经编机类型和编织工艺的不同,根据经验或布面品质等情况,对经编机主轴加、减速时间和经轴送经补偿值(或送经补偿比例)进行具体设置。为保证数据的有效性和安全性,系统对设置数据的范围进行了界限限制。在设定各经轴的补偿时间和送经补偿量后,当控制系统捕捉到经编机启停信号后,送经主控单元就会在经编机主轴加、减速时段内对各送经经轴正常使用的工艺参数进行一定量的反向修正,实现在经编机启停加减速过程中,通过提前对工艺参数修正达到送纱量与耗纱量的吻合。通过生产实践表明,这一方法有效地保证了经编机在启停变速过程中送经张力的平稳性,提高了经编机的产品品质。
4 结论
基于闭环控制的经编送经系统在启动变速过程中,经轴会滞后于主轴运动,滞后时间随速度的变大而减小;停机变速过程中,经轴滞后于主轴运动的滞后时间随速度的变小而增大;滞后角度都出现先增大后减小的情况。基于闭环控制的经编送经系统在启动变速过程中,纱线张力的均值和峰值先增大后减小;停机变速过程中,纱线张力的均值和峰值先减小后增大;但启动变速过程中的峰值角度波动要比停机变速过程的波动大。在经编闭环送经系统的基础上设计了一种启停过程中送经补偿方法,可有效保证经编机启停过程中经纱张力的平稳性,提高经编机的产品品质。
参考文献(略)
