经编氨纶不倒绒织物生产工艺
2017-03-10胡瑜缪旭红熊友根黄凯
胡瑜+缪旭红+熊友根+黄凯
摘要:本文以涤纶、锦纶和氨纶为主要原料,在三梳高速特里科经编机上进行经编氨纶不倒绒织物的编织,阐述了其整经工艺和编织工艺,并总结了后整理工艺流程及主要工艺参数和要点,包括剪毛、预定形、染色、轧柔和成品定形工艺等,为该类产品的实际生产提供了一定的参考意见。
关键词:经编;不倒绒;经编工艺;后整理工艺
中图分类号:TS186.1 文献标志码:B
The Production Technology of Warp-knitted Spandex Velvet
Abstract: Warp-knitted spandex velvet usually uses polyester, nylon and spandex fibers as the main raw materials. The velvet was knitted on high-speed Tricot knitting machine with three bars. The warping and knitting technologies were described. Then the finishing process and key process parameters and technological points were summarized, including shearing, presetting, dyeing, softening and finished setting, which is of certain reference for the production of such products.
Key words: warp knitting; velvet; warp knitting technology; finishing technology
經编氨纶不倒绒产品是当前流行的经编绒类产品之一。目前该类织物一般在E28或E32的三梳或四梳高速特里科经编机上编织,利用前梳做较长的针背垫纱运动,以及氨纶的回复性,使形成的长延展线凸起在织物表面,形成类似毛圈织物的状态,之后利用剪毛机将长延展线剪断,从而形成直立于表面的绒毛。不倒绒的常用原料有涤氨或涤锦氨 2 种组合。涤氨类常常为单色产品,通过刷花、压花等方式形成花纹;而涤锦氨类,因为涤纶和锦纶染色性能以及耐酸碱性的差异,常生产双色烂花产品。经编不倒绒织物具有绒毛丰满、直立,弹性和延伸性好的特点,适合做服装面料。但经编不倒绒产品为剪绒面料,且带有氨纶,在生产工艺的把握上有一定的难度,容易产生织造横条、纵条以及织物水洗缩率、熨烫缩率大的问题。因此本文就经编涤锦氨类不倒绒产品的生产工艺进行探讨,为生产此类产品提供参考。
1 原料选择
经编氨纶不倒绒产品常在三梳特里科经编机上生产,前梳常采用55.5 dtex/36 f或83.3 dtex/36 f大有光或三角大有光涤纶全牵伸丝。大有光涤纶和三角大有光涤纶长丝光泽亮丽、模量高,织成的不倒绒织物具有良好的闪光性、悬垂性和不易起皱的特点,产品档次高,能给人眼前一亮的感觉。中梳常采用44.4 dtex/12 f锦纶,锦纶耐碱不耐酸,与涤纶的耐酸碱性相反。不倒绒织物如若进行烂花,需采用正面烂花技术,为了防止底布被烂掉,需采用与面丝耐酸碱性相反的纤维,而锦纶恰恰合适。因此用锦纶作为中梳,可以对不倒绒织物用碱性浆料进行烂花,将前梳的涤纶部分烂掉,从而形成丰富的花纹。此外,锦纶和涤纶的染色性能也有很大的差异,因此可采用不同的染料对涤纶和锦纶分别进行染色,从而形成双色效果,提高产品的时尚性。底丝采用44.4 dtex氨纶,氨纶含量在7% ~ 8.6%之间。氨纶的加入提高了产品的弹性和档次,但因为采用了 3 种不同性能的纱线进行编织,这也给后续的染整工艺带来了难度。
2 编织工艺
2.1 整经工艺
由于 3 种纱线的性能不同,因此其整经工艺需要分别控制。经编中80%的疵点源于整经不佳,因此控制好整经参数至关重要,其中整经张力和整经速度是 2 个保证盘头质量的关键参数。整经张力要保持均匀一致,且松紧适宜,过松则盘头松软,不利于织造;过紧,整经时纱线易断头,影响坯布质量和生产效率。整经张力的大小需要根据原料的品种以及其线密度进行合理选择。大有光涤纶全牵伸丝由于不含有TiO2,所以纱线强力相比半光丝和全消光丝要低,所以整经张力一般要偏小控制,55.5 dtex大有光涤纶和三角大有光涤纶的整经张力一般为10 ~ 12 cN。锦纶的初始模量小,其张力也要偏小控制,44.4 dtex的锦纶整经张力一般为 8 ~ 10 cN。
整经速度的快慢会间接影响整经张力的大小,整经速度越快,对纱线的损伤也越大。由于大有光涤纶强力低且静电大,所以整经速度一般控制在550 ~ 600 m/min之间;最后一档丝时,需将整经速度减小到450 m/min,这是因为最后一档丝时静电严重,整经速度过快会导致断纱频繁,影响后续的织造。锦纶的整经速度在500 m/ min左右。由于氨纶优良的弹性,在整经时还需额外设置牵伸率;氨纶整经时,牵伸率一般设置为70%,速度为200 m/min。实际生产中,需要根据实际的温湿度对整经工艺进行合理的调整。
整经中头纹数的计算,主要根据织物的横密w(1 cm内的线圈纵行数)以及最终的幅宽l来计算得到。一个盘头头纹数n的计算如式(1) 所示,其中,p为织造一幅布所需要的盘头数。
实际生产中,因为氨纶的存在,坯布极易卷边。为了减少卷边现象,常在布边对氨纶梳进行空穿,如 3 穿 1空、4 穿 1 空等设置 8 ~ 12组。
2.2 织造工艺
在上机织造时,需要控制好经纱张力、送经量、机速、牵拉密度以及卷取密度的大小。经纱张力主要通过送经量、张力杆和牵拉密度来控制,可以先调整送经量,使成圈区域中的纱线张力均匀,再根据布面松紧情况设定牵拉密度。氨纶不倒绒的组织如下:GB1的组织根据毛高进行选择,如 1 mm的毛高用1-0/4-5//、1.5 mm毛高用1-0/5-6//等,GB2的常用组织为1-0/1-2//,GB3的常用组织为1-2/1-0//。GB1和GB2的组织为同向垫纱。GB2的送经量一般设置为1 275 ~ 1 350 mm/rack,GB3的送经量可设置为700 ~ 760 mm/rack。牵拉密度一般设置在17.3 ~ 19.2横列/cm之间。
在含氨纶的织物编织过程中,还需调整好牵拉卷取比,即卷取密度除以牵拉密度,牵拉卷取比的大小会直接影响下机横密及门幅。氨纶不倒绒的牵拉卷取比一般控制在93%左右。牵拉卷取比越小,坯布的拉伸越大,则下机门幅越小,横密越大;反之,牵拉卷取比越接近于 1,则下机门幅越大,横密越小。牵拉卷取比的控制需要保证一个原则,即坯布在卷取过程中,门幅基本保持不变,且坯布的弹性适当,不能过紧或过松。坯布的下机门幅一般控制在130 ~ 145 cm之间,下机横密在17 ~20纵行/cm之间。
3 染整工艺及要点
3.1 工艺流程
经编氨纶不倒绒产品的染整工艺流程为翻布→缝头→剪毛→预定形→染色→轧柔→脱水→成品定形→质检。另外,可通过刷花、烂花、印花等后整理方式来丰富不倒绒织物的花型。其中,影响织物效果的最主要环节有剪毛、预定形、染色、轧柔和成品定形。
3.2 剪毛工艺
剪毛工序一般安排在预定形前,这是因为预定形后剪毛,虽然可以减少布面的折皱,但是因为布面被拉伸,凸起的延展线高度降低,会增加剪毛难度;安排在剪毛后,凸起的延展线高度高,排列密实,容易被剪到,但是要控制好坯布的平整度,减少因为剪毛不齐而造成的竖条印。
剪毛时可采用 3 台剪毛机进行连续性剪毛,导布速度控制在9.5 ~ 12 m/min。不同前梳延展线长度下,剪毛前后坯布匹重差异如表 1 所示,不同延展线长度下分别选取20匹布进行测试,取20匹布重量的平均值。从表 1可以看到,随着毛高的增加,剪毛后的重量损失不断增加。在实际生产中,要控制好剪毛损耗,使织物能达到最终的克重以及毛高要求。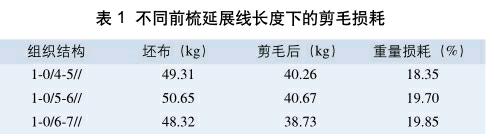
3.3 预定形工艺
预定形可以消除织物上的折皱、卷边,使布面平整,并可以控制織物幅宽,防止坯布因氨纶收缩不匀而在染色过程中产生色花。氨纶不倒绒的预定形工艺一般为:温度180 ℃,门幅155 cm,风量1 100 r/min,车速25 m/min,预定形之前面料部分卷边,采用反面定形,用三指展布,中途不可停机,定形机前面不给张力,松散定形。
3.4 染色工艺
涤锦氨类不倒绒织物由于含有 3 种不同染色性能的纱线,所以一般先在高温高压溢流染色机中用分散染料对涤纶进行染色,然后用酸性染料对锦纶进行染色。染涤纶的温度一般控制在130 ℃,锦纶的染色温度为95℃,保温时间为30 min。此外,需控制好染色时的升降温速度,不能过快或过慢,升温过快,则易产生色花;降温过慢,则织物手感会变差。
3.5 轧柔工艺
轧柔工序能改善织物手感,使绒面柔软、滑爽。轧柔助剂包括柔软剂、平滑剂和膨松剂 3 种,用量分别是30、15和20 g/L。采用一次死毛的方式轧柔,轧柔时,放松压力,速度控制在15 m/min。
3.6 成品定形工艺
成品定形可以消除织物的内应力,使织物尺寸稳定,布面光滑、平整,防止织物收缩。成品定形工艺参数为:门幅167 cm,温度170 ℃,布速25 m/min,超喂量5%,风机转速800 r/min。
4 结语
经编氨纶不倒绒织物相比普通拉毛织物,工艺流程短,成本低,绒毛更加力挺,光泽感强,手感柔软,且富有弹性,再配以烂花、刷花、印花等工艺,是制作高级时装、紧身服装和家纺用的上乘面料。实际生产过程中,由于采用 3 种不同原料编织,因此需根据不同原料的特性,控制好生产工艺,防止织物产生横条、竖条以及门幅缩率问题。
参考文献
[1] 陈振洲,郁振琴.利用长延展线形成经编弹力丝绒织物的设计[J].针织工业,1998(4):9-12,3.
[2] 王蕾,夏风林.经编无光绒织物生产工艺[J].针织工业,2010(3):16-17,73.
[3] 王楠,缪旭红,徐巧,等.涤氨经编弹力织物生产工艺探讨[J].上海纺织科技,2015,43(5):8-10,28.
[4] 王超.涤纶经编绒类系列产品染整工艺设计及应用[J].针织工业,2013(2):39-44.
[5] 王超.涤纶经编天鹅绒产品开发及工艺探讨[A].中国纺织工程学会.“联胜杯”第8届全国染色学术研讨会论文集[C].北京:中国纺织工程学会,2013:335-336.
[6] 韩玉梅,缪旭红,黄忠清.经编双面法兰绒生产工艺[J].针织工业,2015(6):26-28.
