子程序在数控车编程中的运用
2017-03-09刘好胜
刘好胜
(焦作市技师学院,河南 焦作 454003)
在实际生产加工中许多机械零件具有对称性、结构的重复性、形状的全等性,如果纯粹应用G00、G01、G02、G03等指令一步一步的编程,不但会使程序冗长繁琐,且在大量的程序段输入时很容易出错。如果在手工编程中应用子程序的调用来实现,将大大提高编程效率,简化程序编制,节约数控系统内部资源,降低生产成本。下面以生产中应用较广泛的FANUC系统为例进行探讨。
1 子程序的概念及调用格式
(1)子程序的概念。在编制加工程序中,有时会遇到一组程序段在一个程序中多次出现,或者在几个程序中都要用到,那么将这一组加工程序段编制成固定程序,并单独予以命名,这组程序段即称为子程序。
原则上主程序和子程序结构上没有什么区别,只是程序结束指令不同,主程序结束指令为M02或M30,子程序结束指令为M99。如某一确定的轮廓形状,对称性、结构的重复性、形状的全等性的零件,就可以利用子程序编程,使子程序位于主程序中适当的位置,在需要时进行调用、运行。
(2)子程序的调用格式,如表1所示。
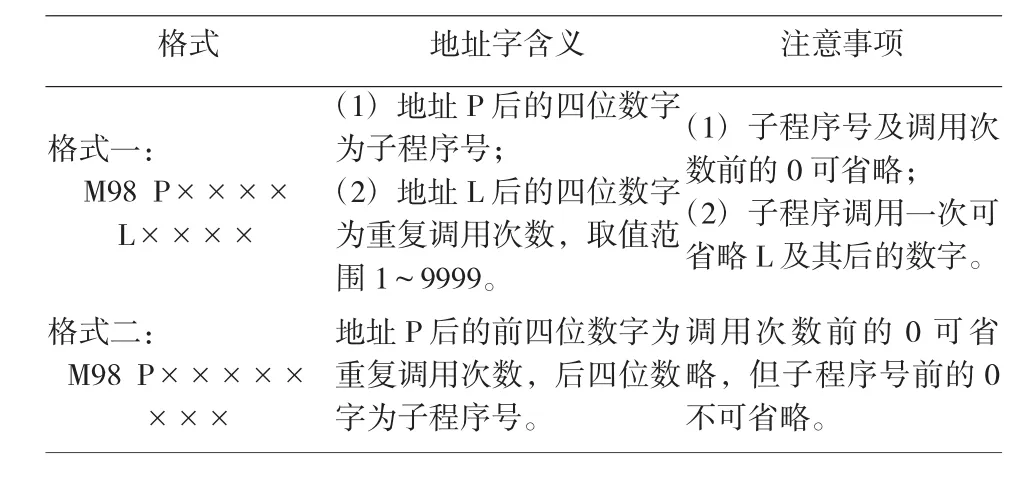
表1 子程序的调用格式表
2 编写子程序的要点和步骤
在数控编程中,不论是主程序还是子程序,所编写出的程序都是描绘刀位点的走刀轨迹的过程,不过在编写子程序时,所描绘的刀位点的走刀轨迹是利用相对坐标的形式实现的,即是增量(相对)指令编程。
具体方法步骤如:①确定子程序的起刀点(一般在主程序中说明);②根据起刀点的位置和最终加工尺寸的位置,确定总加工余量;③根据总加工余量来确定每次子程序循环的切削深度,并确定子程序的循环次数。此处选用的切削深度范围应在所用刀具和被加工工件所适应的范围之内,为了计算方便一般取整数;④描述被加工工件的轮廓,即运用增量编程描述刀位点的走刀轨迹;⑤描述刀位点退刀轨迹;⑥描述刀位点到下一次循环的起始点。一般选择下一次循环的起始点与该次循环中下切点重合,形成一个封闭的循环。
3 利用子程序在数控车床中灵活实现复合循环功能
在FANUC系统数控车床上,有一些功能强大的复合循环指令,如:G70、G71、G72、G73 指令等。在教学过程中发现这些复合循环指令也可以用子程序调用方法实现。现举例说明,如图1所示:

图1 某工件加工面
具体方法如:对刀设置工件前端面中心为工件零位,七个基点的坐标依次为:(18,0),(22,-2),(22,22.8),(22,24.86),(34.7,-53.7),(34.7,-57.7),(42,-62.2),在写子程序时沿加工路线X向用增量坐标写出走刀路线,Z向坐标值可用增量坐标也可用绝对坐标。为了留精车余量0.5mm,从Φ44.5mm处开始车削,最终粗车倒角处直径Φ18.5mm,粗车总余量26mm,每次进刀2mm,加工13次到粗车最终直径Φ18.5mm。调用子程序13次,倒角为2×45°,在这里忽略刀尖圆角补偿,毛坯直径Φ43mm。
加工中所选用刀具1号刀位为粗车刀,2号刀位为精车刀;粗加工中留0.5mm的精加工余量。在主程序中调用子程序13次来实现对该零件的粗加工,相当于运用FANUC 0I系统中的G71复合循环指令加工;在主程序中调子程序用1次来实现对该零件的精加工,相当于运用FANUC 0I系统中的G70复合循环指令加工。
[1]崔兆华.数控车工加工工艺与编程操作[M].江苏:江苏教育出版社,2010.