卷板机电气控制系统设计与研究
2017-03-09郑爱权
郑爱权
(苏州健雄职业技术学院中德工程学院,苏州 太仓 2 1 5 4 1 1)
卷板机电气控制系统设计与研究
郑爱权
(苏州健雄职业技术学院中德工程学院,苏州 太仓 2 1 5 4 1 1)
目前,卷板机应用范围在不断扩大,对卷板机的智能化改造力度也在不断加大。本文介绍了基于P L C的三辊卷板机控制系统设计和卷板机的工作原理,对于三辊卷板机的电气控制系统硬件设计与软件实现进行分析。
三辊卷板机;电气控制系统;P L C
现代容器产品制造已经离不开卷板机等机械设备。卷板机的工作原理就是通过对金属板材的多次挤压弯曲,使板材成为塑性变化的新产品,板材的变形往往是不可逆的永久性变化。目前市面上常见的卷板机主要制造O型、U型等不同形状不同规格的板材产品,基本能够实现厚度在1 8 c m左右的板材卷制。本文通过设计新型三辊卷板机电气控制系统,力求提升卷板机工作能力,便于卷制厚度更高、强度更大、承压更强的产品。
1 三辊卷板机工作原理
本文设计的三辊卷板机主要由机械元件、液压系统、控制系统等几部分构成。在液压系统中,主要有多个传感器构成,通过对卷板机不同部位的压力、温度等指标感应,实现对系统运行的反馈与执行。机械元件中主要包括上辊、下左辊、下右辊、驱动装置、减速装置等器件。如图1所示,上辊为主驱动辊,通过上辊在水平和垂直两个方向的运动,运动通过电机带动液压泵产生机械能效应,从而完成精准控制。机床通过固定移动按钮实现了对辊件动作的同步数字控制。当然,这些按键的功能同样可在人机界面上实现触摸显示,便于人工直观控制。

图1 三辊卷板机机构设计原理图
控制系统中主要采用P L C控制器为主平台,通过各种强电低压元器件、开关电源与继电器组的组合构成控制回路,同时外部装配可触摸人机交互界面便于人工控制。同时,配置有控制辊件正向或逆向旋转的编码器和控制上辊水平与垂直运动的驱动电机磁栅编码器。
2 三辊卷板机控制系统硬件设计
2.1 电气控制构成
本文的三辊卷板机数控系统核心采用OMRONC P 1 H智能型P L C控制器。卷板机的外部总电源为3 8 0 V动力电压,频率为5 0~6 0 H z,而控制系统则配置2 2 0 V交流电压,选择用NT OUC HT P C系列的触摸嵌入式一体化工控机界面屏,通过数字技术贯通附站与MC G S工控一体机之间的数据交流渠道,从而能对整个卷板机系统实现自动控制。卷板机在P L C控制下能实现一些控制流程。本文设计的卷板机,全部电气控制操作基于P L C实现。在工控一体上,设置上、下两层位机体系,通过递阶式的控制形式完成通信控制。上位机即为MC G S工控一体机,将整合整个系统资源,对各种运动展开管理,通过程序来调度下位机运动和指令响应。上、下位机之间保持实时通信后,强化人机可视化交互功能。
本系统的下位机就是P L C控制单元。P L C作为现代工业中通用的可编程逻辑控制装置,能够通过顺序控制,实现逻辑分析判断等功能,同时也能够有效地发挥计数定时和分析记忆运算功能。P L C常会通过不同结构的模拟量与数字开关量,与计算机之间完成必要的实时通信,从而形成由计算机控制,P L C响应控制并分散执行的管控风格。通常情况下,选择P L C能够良好地隔绝不良干扰,确保稳定可靠的运行控制。P L C的优化控制能够对卷板机各种运行构件的相对位置、相对速度等形成必要的辅助操控。本文中的MC G S工控一体机与P L C所构成的上、下位机系统,通过控制过程的OP C协议实现数据共享。采用这样的方式后,能够提升控制灵敏度,以简单结构构建强大功能。
2.2 电气控制的位移控制设计
本文系统在电气控制过程中,上辊与下侧的两辊之间的运动都会通过必要的液压装置来驱动完成。而在确定辊件是否运动到位时,需要通过必要的编码控制来实现。
(1)上辊上下位移的闭环控制(图2)。卷板工作启动后要控制上辊的运动,同时稳定下侧的左右两辊相对位置不变,需要考虑采用位移闭环控制。
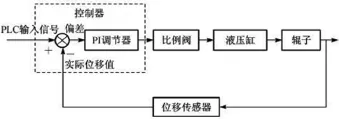
图2 上辊上下位移的闭环控制
以上辊的运动来说,工作人员通过工控机的控制界面将需要上辊进行运动的目标位置输入后,即通过控制系统输入激励信号,P L C系统读取该信号后通过智能控制器将上辊到达的实际位置按信号进行反馈,对比前后的位置信号,如果目标值与实际值之间存在偏差就需要进行必要的闭环控制调节。采用比例调节器后,这些误差就能够被积极消除。调节完成后的信号进入到比例阀,通过调节阀门大小,控制进入到液压装置中的油量,从而让液压装置自动驱动完成上辊的上下位移运动。
图2中的智能控制器,将考虑使用HNC 1 0 0同步控制器。此型号可实现毫米级的周期扫描,同时比例阀要求完成信号响应的频率控制在2 0 Hz。上辊的上下位置变动若收到外界不良干扰,就会影响初始位置值与实际位移变动值之间的差异,只有通过HNC实现比例—积分—微分调节。在这样的上辊运动调节后,卷板工艺能大幅度提升精度,实现生产的高规格要求。
(2)下辊正反旋转的速度控制。在本次设计中,三辊卷板机的上辊被设定为主驱动辊,但同时下侧的两个辊件被设置为需要进行旋转驱动,即上辊开始向下挤压,下辊的正向旋转将钢板向上输送。旋转时,下侧两辊都要用力,由于板材在卷制过程中的曲率半径在不断变化,因此两侧辊件的旋转线速度需要保持一致具有难度,为实现旋转角速度的平稳运行同步,则需要采用速度闭环自适应控制旋转。下辊正反旋转的速度闭环控制原理如图3所示。
本文的下辊正反旋转的速度控制同样采用P I D(比例—积分—微分)参数控制。这些参数将同时确保速度控制的连续性,速度想慢时P I D参数调节也慢,这时整体状态稳定且无超调,反之亦然。通过调节,能实现下辊正反旋转的良好效果。
3 卷板机电气控制系统的软件设计

图3 下辊正反旋转的速度闭环控制
3.1 程序设计
本文的卷板机电气控制系统属于数控系统。因而在P L C功能基础上,控制更加复杂,这就需要为控制系统提供必要的程序。数控卷板机系统的上位机程序在其中发挥着重要的作用。首先要对具体的钢材板件参数进行精确测量和计算,对所有的参数要准确录入到工控机中,同时也要将预制卷材的产品参数进行准确输入。完整的上位机程序能够根据已知的输入参数设计与之匹配的数学模型,从而区分出对应的几何参数与工艺参数,完成计算后将整体结果传送到P L C。P L C按照工控上位机所提供的控制参数,全面控制卷板机的机械电机、液压泵缸运动,完成了三辊系统中的上、下辊卷板动作。
3.2 人机交互界面设计
本文的7英寸触摸嵌入式一体化工控机所提供的人机交互界面,通过建立可视化的界面,简洁美观地向工作人员展示卷板机当前的运行状况,实现了人机之间的信息交流。界面中,菜单模式为电脑式操作菜单模式,主要功能菜单画面为:开机画面、数显控制、操作中心、元件状态、工艺参数、报警记录、企业简介、操作规程。人机交互界面便于让操作人员通过画面按操作员口令进入操作系统,对卷板机的上下辊前运动进行数字定位控制,随时监控状态,保障数据传输及参数编辑修改,进行板材卷制的专业安全操作。
4 结语
本文所提出的卷板机基于P L C控制系统设计而成,无论是硬件选型、结构配置、程序优化上都做到简化流程,提高操作灵活性,从而使控制系统更加稳定可靠。
[1]杨艳伟,向涛,向树民,张劲.基于P L C的重型全液压四辊卷板机电气控制系统设计与实现[J].现代制造,2 0 1 5(3 3):1 4 2~1 4 3.
[2]于海龙,石东东,赵秀美.基于P L C的数控卷板机自动控制系统研究[J].机械工程与自动化,2 0 1 1(1):1 3 3~1 3 4.
T G 3 3 3.2 4;T P 2 7 3
A
1 6 7 1-0 7 1 1(2 0 1 7)0 1(上)-0 1 6 6-0 2