丝杠和导向柱的无基准安装方法
2017-03-09单方威张霞赵维浩陈重信
单方威,张霞,赵维浩,陈重信
(1.中国科学院沈阳计算技术研究所有限公司,辽宁 沈阳 1 1 0 1 6 8;2.中航工业沈阳黎明航空发动机(集团)有限责任公司,辽宁 沈阳 1 1 0 0 4 3)
丝杠和导向柱的无基准安装方法
单方威1,张霞2,赵维浩2,陈重信1
(1.中国科学院沈阳计算技术研究所有限公司,辽宁 沈阳 1 1 0 1 6 8;2.中航工业沈阳黎明航空发动机(集团)有限责任公司,辽宁 沈阳 1 1 0 0 4 3)
通过设计两种类型的专用工装,找到在没有安装基准的设备上如何安装平行度要求很高的三根丝杠和两个导向柱的方法。一种是“定形工装”,另一种是“创建基准工装”。第一种工装放在第二种工装上面,将两种工装联合使用。
专用工装;安装方法;丝杠;导柱
无基准安装是一种安装难度很大的工程,在纯机械加工设备中较为少见。主要用于在钣金结构中安装高精度机械装置(因钣金结构刚度很差在机械加工设备上无法装夹),还用于在粗糙大型的框架钢结构中安装高精度机械加工装置(由于一些粗糙大型的框架钢结构因体积太大无法在机械加工设备上加工)。所以解决此类问题是保证整机安装后达到设计标准的重要内容。本文所涉及的设备正是前一种情况,而且对整机安装后的精度要求较高。也是在进口设备国产化中遇到的实际问题。
1 结构介绍
本文所涉及的结构是在用4 mm厚的不锈钢板制成的长×宽×高=2 1 8 5×1 5 0 0×1 6 4 0的大水箱里垂直安装相互平行的三根长1 5 7 1的丝杠和一根长1 1 9 3的圆导向柱及一根长1 4 2 2的方导轨结构。其水平面剖面图见图1,安装前水箱结构见图2。
各件两端安装结构如下。
(1)三根丝杠上端的轴承座分别安装在位于水箱两侧上部1 7 mm厚的不锈钢板上(即图2中的左安装板和右安装板)。此二钢板是焊接在水箱两侧壁上部的。三根丝杠下端的轴承座是安装在水箱底面上的。由于没有任何安装基准,又无法进行整体加工。轴承座的设计应在一定范围内具有可调功能。受轴承座内部结构件的可行性及体积限制,并考虑到国产化(该项目是市科委立项的项目)的效果,应确保该产品制造后至少达到或超过原进口设备水平,轴承座的可调范围比较小,仅5 mm左右。如此大的焊接件结构。仅此5 mm间隙只可供安装后进行微调之用。如果不设计专用工装进行安装是根本不能满足以上要求的。仅水箱弯形误差、焊接误差和各构件加工误差及各构件的焊接误差等累积误差是难以估量有如何之大的。
(2)圆导向柱上端的轴承座是安装在右侧不锈钢板的中部。下端轴承座安装在另一个焊接支架的定位套上(图3)。
(3)方导轨是被诸多个夹紧块夹紧在水箱左侧壁上,夹紧块在要求平行度的方向具有可调功能。其平行度靠夹紧块进行调整。
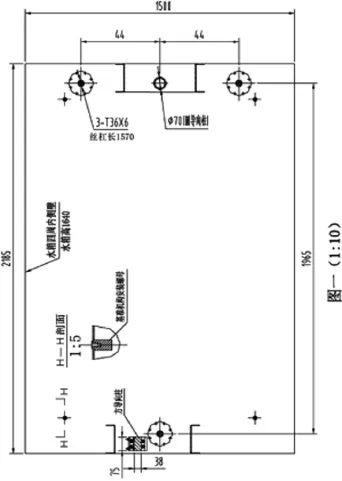
图1
2 定形工装结构
该工装必须先将三根丝杠和圆导向柱这四者相互之间的准确位置按照设计图的尺寸精度和位置精度安装在一起。图3中的左安装板和右安装板与三根丝杠和圆导向柱一同安装在该工装上。然后将三根丝杠的下端插入水箱底部的轴承座中(预先将安装丝杠的轴承座安装孔大致调整至中心位置,以保留原设计余量进行微调)。最后再左安装板和右安装板焊接在水箱左右两侧壁上。
3 创建基准工装
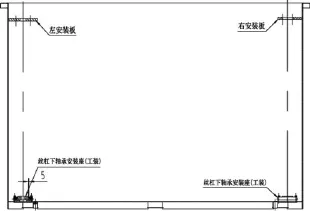
图2 1:1 2
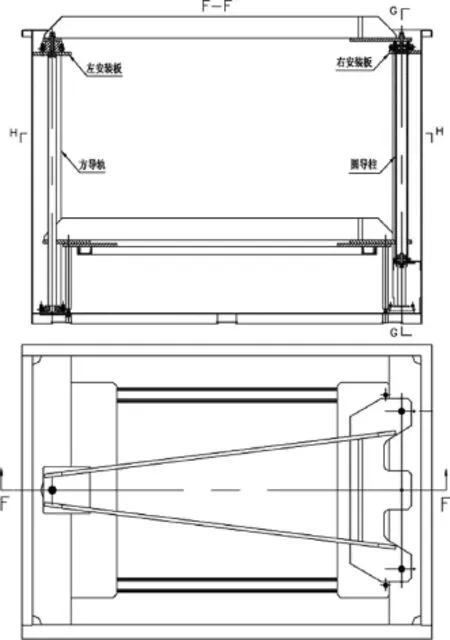
图3 1:1 2
为保证定形工装在水箱内处于水平和垂直方向的正确位置,必须还要设计一个可以拆卸的临时辅助水平工装即“创建基准工装”。该工装的用途是提供一个水平基准面,所以它在垂直方向必须具有调整功能,调至水平面后再安放定形工装。该创建基准工装是通过螺纹联结安装在水箱底面上的4个焊接螺母上。
图中所示丝杠和圆导向的两端均为定中心工装,即定中心轴承座(不能调整中心距)。待左安装板和右安装板及圆导向下支撑架与水箱侧壁全部焊接后,再更换为原设计的可调轴承座,最后再精确调整各构件的准确位置,以实现设备的高平行度要求。
4 安装“创建基准工装”的条件
为保证“创建基准工装”能准确顺利的安装在四个焊接螺母上。对该4个螺母焊接后的位置公差应该有较高的要求。由于“创建基准工装”的上平面距离水箱底面的距离比较高(3 6 5 mm)。如果没有足够位置精度(即中心距公差和4螺孔轴线的平行度公差)保障,该“创建基准工装”是不可能得以正确安装在4个螺母上的。所以不仅对于该4个螺母焊接后的各轴线的平行度应有较严格的要求,而且对于每个螺母的上平面与螺孔轴线的垂直度亦应有较高的要求。由此可见必须保证在该4个螺母焊接后其4个上平面共面,又要保证4个螺母加工后螺纹孔与端面垂直。保证4个焊接螺母焊后各项公差的方法是先将4个螺母固定在另一个工装的平面上(该工装比较简单即在一平板的已加工平面上加工四个轴线平行度较高的螺纹孔)。
5 将“定形工装与”和“创建基准工装”组合(见图3)
6 撤掉全部工装,安装方导轨
方导轨只限制两大侧面在垂直面内与圆导向柱及各丝杠轴线的平行度(该两侧面与水箱两大侧面平行)。而方导轨的两小侧面(即该侧面与水箱小侧面平行)在垂直面内与圆导向柱及各丝杠轴线的平行度是通过圆导向柱而控制的。圆导向柱与方导轨的组合作用控制了传动系统在垂直面内除Z轴可做直线运动外的各自由度,如图1所示。
而方导轨的调整方法是通过用千分尺在附近那根丝杠的上下端测量二者之间的中心距尺寸。调整二者公差不超过0.0 4。从而保证方导轨与各丝杠和圆导向柱间的平行度。
T H 1 8 2
A
1 6 7 1-0 7 1 1(2 0 1 7)0 1(上)-0 1 5 6-0 2
沈阳市科技计划项目。
项目编号:F 1 5-0 0 8-2-0 0