SA517 Gr.B焊接工艺
2017-03-06宋聚海李美琳
宋聚海,肖 笑,李美琳
(1.山东核电设备制造有限公司,山东海阳265118;2.河南科技大学材料科学与工程学院,河南洛阳471003)
SA517 Gr.B焊接工艺
宋聚海1,肖 笑2,李美琳1
(1.山东核电设备制造有限公司,山东海阳265118;2.河南科技大学材料科学与工程学院,河南洛阳471003)
采用E11018-G和E12018-G两种不同强度的焊材,对SA517Gr.B高强钢进行焊接工艺试验研究,进行拉伸试验、侧弯试验和冲击弯试验。结果表明,E11018-G和E12018-G焊接材料均能够满足SA517 Gr.B钢材的焊接技术要求,采用E11018-G可有效降低接头焊接应力,降低焊缝裂纹敏感性,提高焊缝质量稳定性。
SA517Gr.B;E11018-G;E12018-G;焊接工艺
0 前言
某大型三代先进压水堆核电站核级模块在设计制造时使用到SA517 Gr.B钢材,厚度31.75 mm,这是标准中规定的最大厚度值,在ASMEⅨ材料分类中为P-NO.11B Group No.4。由于SA517 Gr.B焊接接头的强度级别较高,低温冲击韧性要求较高,在产品焊接制造过程中,焊接的一次性合格率不高,多有裂纹性质缺陷,焊接接头的质量稳定性较差,因此有必要对SA517 Gr.B焊接工艺进行研究。在实际产品制造过程中产生的焊缝裂纹缺陷如图1所示。
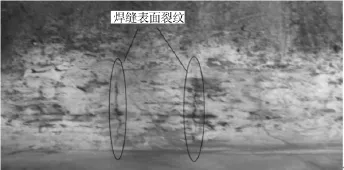
图1 SA517 Gr.B焊缝裂纹缺陷Fig.1Cracking in weld of SA517 Gr.B
1 SA517 Gr.B低合金调质钢及其焊接性
ASME材料标准中,SA517 Gr.B材料的抗拉强度要求为795~930 MPa,调质状态下供货和使用。其特点是含碳量较低、强度高、兼有优良的塑性和韧性,可直接在调质状态下焊接成形,焊后无需调质处理。为保证良好的焊接性和使用性能,通常要求SA517 Gr.B中w(C)≤0.21%。虽然含碳量较低,但由于各种合金元素的加入增加了其碳当量,使其焊接性变差;另一方面,在焊接过程中较高的抗拉强度会产生较明显的局部应力集中问题,增大了焊接裂纹敏感性。
SA517 Gr.B钢板化学成分如表1所示,依据国际焊接学会ⅡE规定的碳当量公式,计算SA517 Gr. B钢的碳当量为:
Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15≈0.484
碳当量在0.4~0.6之间,焊接时淬硬倾向较大,易于生成淬硬组织,需要预热及后热处理,以避免产生焊接冷裂纹。
SA517 Gr.B钢板的力学性能如表2所示。

表1 SA517 Gr.B母材化学成分Table 1Chemical compositions of SA517 Gr.B %

表2 SA517 Gr.B力学性能Table 2Mechanical character of SA517 Gr.B
钢材含碳量较低,w(Mn)/w(S)较大,热裂纹倾向较小,淬火后易得到低碳马氏体。在低碳马氏体转变温度约390℃时,如果冷却较慢,则生成的马氏体,可进行一次“自回火”处理,得到韧性较好的回火马氏体,有效避免冷裂纹的产生;若冷却速度较快,得不到“自回火”效果,则冷裂倾向增大[1]。HAZ受焊接过程加热和冷却速度的影响,易形成软化带和脆性组织[2],主要原因是t8/5增加时引起了粗大晶粒,在HAZ会形成上贝氏体M-A组元,降低HAZ韧性,增加脆性。
2 焊接试验
2.1 试件焊接
分别采用E11018-G和E12018-G两个不同强度级别的焊材进行焊接试验。按照ASME焊接填充材料标准,E11018-G最低抗拉强度为760 MPa,用于SA517 Gr.B焊接属于“低强匹配”焊接接头,这种“低强匹配”在民用设施建造中已广泛应用,但在核电建造行业中,目前尚无应用实例,其在核电建造方面的应用有待于进一步的试验研究和验证。为满足与母材强度的匹配性,本研究的E11018-G焊材在满足焊接材料标准的基础上,增加了抗拉强度力学性能要求,规定抗拉强度最低值为795 MPa。在满足ASME规范要求的基础上,提高技术要求是符合ASME建造规范体系要求。
两种焊材的化学成分如表3所示,力学性能如表4所示。

表3 焊材化学成分Table 3Chemical compositions of welding material %

表4 试验用焊材力学性能Table 4Mechanical character of welding material
2.2 焊接接头及工艺参数
SA517 Gr.B焊接试板规格为500 mm×200 mm× 31.75 mm,单面V型坡口,施焊位置为立向上焊3G位置。焊接时预反变形,焊前预热,焊接过程中严格控制层间温度,层间温度过高会使热影响区冷却速度缓慢,形成马氏体+奥氏体混合组织和粗大的贝氏体,降低强度,韧性变差[3]。而过高的热输入会降低接头的冲击韧性和强度[4],本研究焊接过程中最大线能量为30 kJ/cm。根据文献[5],采用E12018-G焊条时,预热温度为150℃;使用E11018-G焊条时,预热温度为100℃。本研究采取焊前预热,并配合后热来改善HAZ韧性,综合考虑实际产品制造过程中局部热处理的困难程度,对焊接试件进行免除焊后热处理。试件接头形式如图2所示,焊接参数如表5所示。

图2 焊道分布示意Fig.2Schematic of weld interpass

表5 焊接参数Table 5Welding parameters
2.3 后热处理
SA517 Gr.B为淬火+回火处理的低合金调质钢,后热处理过程中如果加热温度超过回火温度,则钢板失去调质效果,其强度和韧性都会受到影响。本研究对焊接试件采取了预热温度下保温2 h后缓冷的后热处理。
3 试验和结果分析
主要进行拉伸、侧弯、焊缝金属冲击(-20℃)、热影响区冲击(-20℃)试验。采用E11018-G和E12018-G焊材焊接的试件编号分别为T1、T2。
3.1 拉伸试验
E11018-G、E12018-G两种焊材焊接的试件各取2件试样进行拉伸试验,结果见表6。

表6 拉伸试验Table 6Tensile test
由表6可知,采用E11018-G和E12018-G焊材的焊缝强度均满足母材抗拉强度要求,采用E11018 -G焊接试件的抗拉强度低于E12018-G焊接试件的抗拉强度。
对SA517 Gr.B这类低合金高强钢而言,在满足母材强度匹配条件下,焊接接头强度越低,越能较好地控制焊接冷裂纹产生。降低焊缝残余应力和预热温度,是解决高强钢焊接性难题的有效途径。
3.2 弯曲试验
对E11018-G和E12018-G焊材焊接的试件分别取4件试件进行侧弯试验,侧弯后受检面形貌如图3和图4所示。E11018-G焊材的试件弯曲后,凸面焊缝和热影响区任何方向上都没有开口缺陷。采用E12018焊材的试件弯曲后,其中3件没有开口缺陷,1件在焊缝根部熔合区存在1处2.60 mm的开口缺陷,在合格范围内。对2.60 mm开口缺陷进行断口分析,断口形貌如图5所示,呈准解理断裂并带有韧窝特征,可见粗大扁平的韧窝、解理台阶和局部的小气孔,部分韧窝中有少量夹杂物。

图3 T1侧弯试验试样Fig.3Bend test samples of T1

图4 T2侧弯试验试样Fig.4Bend test samples of T2

图5 断口形貌Fig.5Fracture appearance
试验结果表明,E11018-G焊材强度相对较小,延展性相对较好,满足母材综合机械性能要求,更适用于SA517 Gr.B材料的焊接。
3.3 冲击试验
对E11018-G和E12018-G焊材焊接试件的焊缝金属及热影响区(HAZ)分别进行了-20℃冲击试验,结果如表7所示。

表7 冲击试验Table 7Impact test -20℃
采用E11018-G和E12018-G焊材的冲击性能均能满足标准和设计技术要求。采用E12018-G焊材的焊缝和热影响区冲击试验值偏低,原因是采用的规范参数稍大,从而造成对焊缝金属的热输入量偏大。
4 结论
(1)E12018-G用于SA517 Gr.B材料焊接时,焊接接头强度较高,焊缝金属裂纹敏感性高。
(2)采用E11018-G焊材可有效降低微裂纹产生概率,获得综合性能良好的焊接接头。
(3)为满足SA517 Gr.B材料焊接接头的强度匹配要求,采用E11018焊材焊接时,需在标准基础上提高焊材最低强度要求。
[1]熊腊森.焊接工程基础[M].北京:机械工业出版社,2005:209-209.
[2]陈祝年.焊接工程师手册[M].北京:机械工艺出版社,2008.
[3]徐刚,吕龙,王子伟,等.SA-738M Gr.A调质钢的焊接[J].电焊机,2012,42(11):88-102.
[4]苏琳,周恒洋.浅谈压力容器焊接质量控制[J].低温与特气,2006,24(6):22-23.
[5]孙俊峰,王金,邹庆彬.压水堆核电项目用SA517 Gr.B钢板焊接接头抗裂性能研究[J].焊接,2012(12):61-64.
[6]武军.压力容器焊后热处理分析[J].工业技术,2012(8):80.
[7]ASMEⅨ-2015,Qualification Standard for Welding and Brazing Procedures,Welders,Braziers,and Welding and Brazing Operators[S].
[8]ASMEⅡPart C-2015[S].
Study on the welding procedure of SA517 Gr.B
SONG Juhai1,XIAO Xiao2,LI Meilin1
(1.Shandong Nuclear Power Equipment Manufacturing Co.,Ltd.,Haiyang 265118,China;2.School of Material Science &Engineering,He’nan University of Science and Technology,Luoyang 471003,China)
The welding procedure of SA517Gr.B was studied based on the two different welding consumables E11018-G and E12018-G which has different strength in this paper.Tension test,guided-bend test and notch-toughness test were done,and the results show that both E11018 and E12018 are meet the welding technical requirements of SA517 Gr.B.E11018-G can reduce the welding stress and cracking sensibility,and gain steady-quality weld.
SA517 Gr.B;E11018 G;E12018 G;welding process
TG457.11
B
1001-2303(2017)01-0092-04
10.7512/j.issn.1001-2303.2017.01.17
献
宋聚海,肖笑,李美琳.SA517 Gr.B焊接工艺[J].电焊机,2017,47(1):92-95.
2015-08-23;
2016-07-25
宋聚海(1984—),男,山东菏泽人,硕士,工程师,主要从事核电设备、容器焊接工艺及特种焊接材料的研发工作。
