热输入对800 MPa级水电用钢焊缝组织性能的影响
2017-03-06朱腾辉张敏敏任希乐
朱腾辉,张敏敏,李 达,罗 涛,任希乐
(1.四川西冶新材料有限公司,四川成都611730;2.西南交通大学材料学院,四川成都610031)
热输入对800 MPa级水电用钢焊缝组织性能的影响
朱腾辉1,张敏敏2,李 达1,罗 涛1,任希乐1
(1.四川西冶新材料有限公司,四川成都611730;2.西南交通大学材料学院,四川成都610031)
采用三种热输入对800 MPa级水电用高强钢进行埋弧焊接,研究不同热输入对焊缝金属组织、强度、塑性和冲击韧性的影响。结果表明,三种热输入下焊缝金属组织均以粒状贝氏体为主,并含有少量的板条贝氏体、铁素体和残余奥氏体,随着热输入的增加,板条贝氏体减少,而粒状贝氏体和铁素体量增加。焊缝金属的屈服强度和抗拉强度稍有下降,当热输入为28.7kJ/cm时强度最高,抗拉强度和屈服强度分别为784MPa和702MPa;当热输入升高为35.2 kJ/cm时,抗拉强度和屈服强度分别下降23 MPa和18 MPa,塑性得到改善;当热输入为35.2 kJ/cm时,其延伸率达到峰值,为22.5%,较热输入为28.7 kJ/cm时升高5.5%。而冲击功则先升后降,三种热输入下随着热输入的升高,其冲击功依次为85 J、106 J和94 J。
800 MPa级水电用高强钢;热输入;焊缝金属;显微组织;力学性能
0 前言
高强钢因具有高强度,能承受重载、较大压力等优点,广泛应用于压力钢管、蜗壳、水轮叶片及其他相关大型焊接结构件中[1-3]。焊接作为水电设备生产制造过程中的关键技术方法,如何设计合理的焊接工艺参数,将直接制约甚至决定水电设备的服役性能及安全寿命。焊接热输入是影响高强钢的焊接性能的关键因素,优化焊接热输入,可以显著降低高强钢焊接的各种缺陷并提高其焊接性能,降低因高强钢水电构件失效而产生的各种故障。而高强钢焊缝作为焊接接头的重要组成部分,其性能的优劣直接决定了焊接接头性能的好坏,关系到焊接接头在服役期间的安全性及稳定性,如何优化和提高焊缝质量是高强钢焊接亟待解决的问题[4-5]。
目前对σ0.2≥800 MPa的高强钢焊缝的研究多集中于工程机械、海军舰船、汽车制造等领域。而针对水电用高强钢焊缝的研究,国内外却鲜有报道。Wang J F等人[6]采用不同的热输入对汽车用DP1000钢进行激光焊接,研究了热输入对DP1000钢对焊缝组织及性能的影响,结果表明随着热输入的降低,焊缝宽度出现下降的趋势,而力学性能却逐渐上升,焊缝金属对塑性的贡献较小。安同邦等人[7]研究了在不同热输入下工程机械用高强钢焊缝组织及力学性能,发现随着热输入的增加焊缝组织中贝氏体板条粗化,马氏体板条减少,而粒状贝氏体逐渐增多,部分膜状残余奥氏体向块状转变,焊缝金属冲击韧度和硬度、接头强度逐渐降低。Sadeghian M等人[8]研究了X65管道用高强钢和超级双相不锈钢异种金属焊缝在不同热输入下的组织及性能,认为随着热输入的增加焊缝中铁素体含量下降,未发现有害相,冲击试验表明在较低热输入时其塑性较差,在较高的热输入时强度比基体金属更高。
随着钢材强度级别的提高,淬透性增大,焊接难度提高。如何合理地调控焊缝组织及性能,避免有害相的产生及性能的恶化是亟待解决的问题。焊缝组织及性能的影响因素是多方面的,当母材和焊接工艺确定后,焊接热输入成为关键因素。试验采用28.7 kJ/cm、32.3 kJ/cm、35.2 kJ/cm三种不同的热输入对800 MPa级水电用B780CF高强钢进行埋弧焊接,研究不同热输入对实际焊缝组织及性能的影响。
1 试验材料及方法
试验钢板为国内某厂生产的BF780CF水电用高强钢板,母材规格400 mm×150 mm×25 mm。采用ESAB Aristo 1000AC/DC埋弧焊机,试验焊丝采用西冶新材料有限公司生产的XY-S80A实心焊丝,焊丝直径4 mm,配XY-AF80SD焊剂(焊前300℃×1 h烘干)。母材及焊缝熔敷金属的化学成分和力学性能如表1和表2所示。其中施焊熔敷金属的热输入为31 kJ/cm。
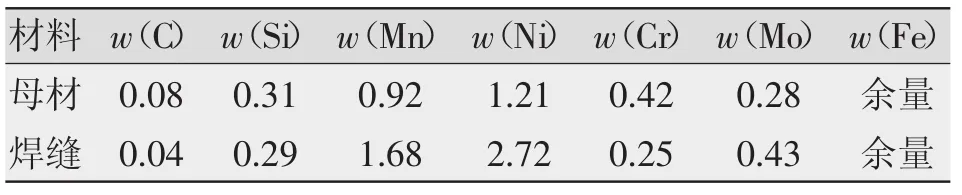
表1 母材及熔敷金属的主要化学成分Table 1Chemical compositions of base metal and welding seam %
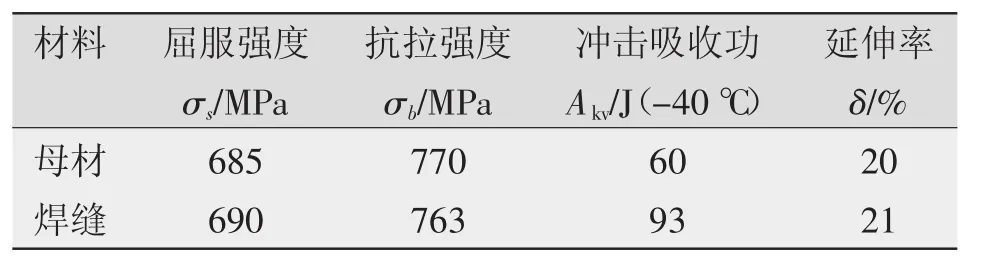
表2 母材及熔敷金属的力学性能Table 2Mechanical properties of base metal and welding seam
分别采用28.7 kJ/cm、32.3 kJ/cm、35.2 kJ/cm三种不同的热输入进行施焊,试板坡口尺寸如图1所示,焊接工艺参数如表3所示。
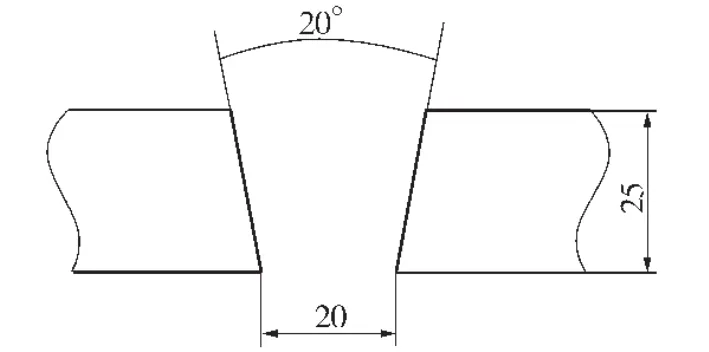
图1 试板坡口尺寸Fig.1Groove size of the test plate
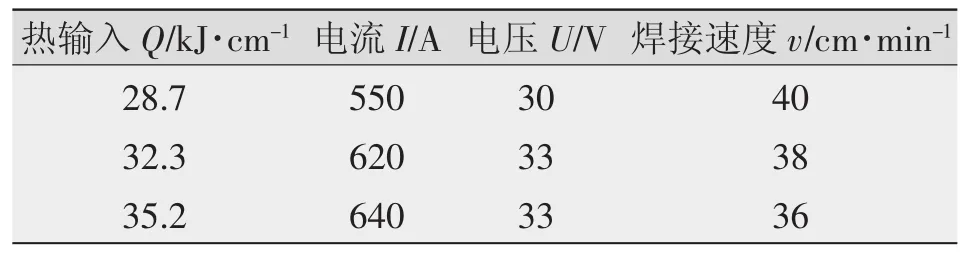
表3 焊接工艺参数Table 3Welding parameters
埋弧焊试验完成后,测定焊缝的微观组织及力学性能,按照GB/T 2650-2008、GB/T 229-2008等标准进行低温(-40℃)KV2冲击性能试验,按照GB/T 2652-2008、GB/T228-2008等标准进行熔敷金属拉伸性能试验。采用Axiovert 200MAT型光学显微镜观察焊缝熔敷金属微观组织,使用JSM-7610F场发射式扫描电子显微镜观察焊缝拉伸和冲击断口形貌。
2 结果及分析
2.1 热输入对焊缝熔敷金属组织的影响
不同热输入下焊缝金属金相组织如图2所示。当热输入为28.7 kJ/cm时,焊缝组织主要为粒状贝氏体,并伴生有较多的板条贝氏体。当热输入达到32.3 kJ/cm时,原来较为可观的板条贝氏体几近消失,焊缝金相组织几乎完全是由粒状贝氏体组成的单相组织。随着热输入的进一步提高,当热输入达到35.2 kJ/cm时,先共析铁素体比例明显增加,主要以块状形式存在,形成主要由块状铁素体和粒状贝氏体组成的复相组织。究其原因,随着热输入的增加,冷却时间t8/5和高温停留时间均出现不同程度的延长,冷却速度减缓,随着冷却速度的降低,冷却曲线右移,冷却曲线与C曲线相交于不同的相转变区间。此外,合金元素的含量及C的扩散可以显著影响奥氏体的稳定性,进而影响相转变产物。热输入较小时,冷却时间较短,在连续冷却条件下,原奥氏体中C元素来不及扩散、聚集,以过饱和的形式存在于奥氏体中,增加了奥氏体的稳定性,降低了奥氏体转变温度,从而在低温区间发生转变。随着热输入的增加,Mn、Ni和Mo等奥氏体稳定化元素受到一定程度的烧损,导致奥氏体稳定性下降,促进组织转变向高温区转移。结合CCT图可见,随着奥氏体稳定化合金元素的烧损及C元素的充分扩散造成C曲线左移,冷却曲线与C曲线的交点逐渐向高温区转移[4-5]。当热输入为28 kJ/cm时,冷却速度较快,奥氏体稳定性较高,冷却曲线经过粒状贝氏体和板条贝氏体转变区间,形成粒状贝氏体和板条贝氏体的转变产物;随着热输入的增加,冷却曲线右移,当热输入为32.3kJ/cm时,奥氏体稳定性下降,冷却曲线几乎完全进入粒状贝氏体转变区间,形成较为单一的粒状贝氏体组织;热输入达到35.2 kJ/cm时,奥氏体温度性进一步下降,冷却曲线进一步右移,进入铁素体转变区间,形成铁素体和粒状贝氏体的复相组织。
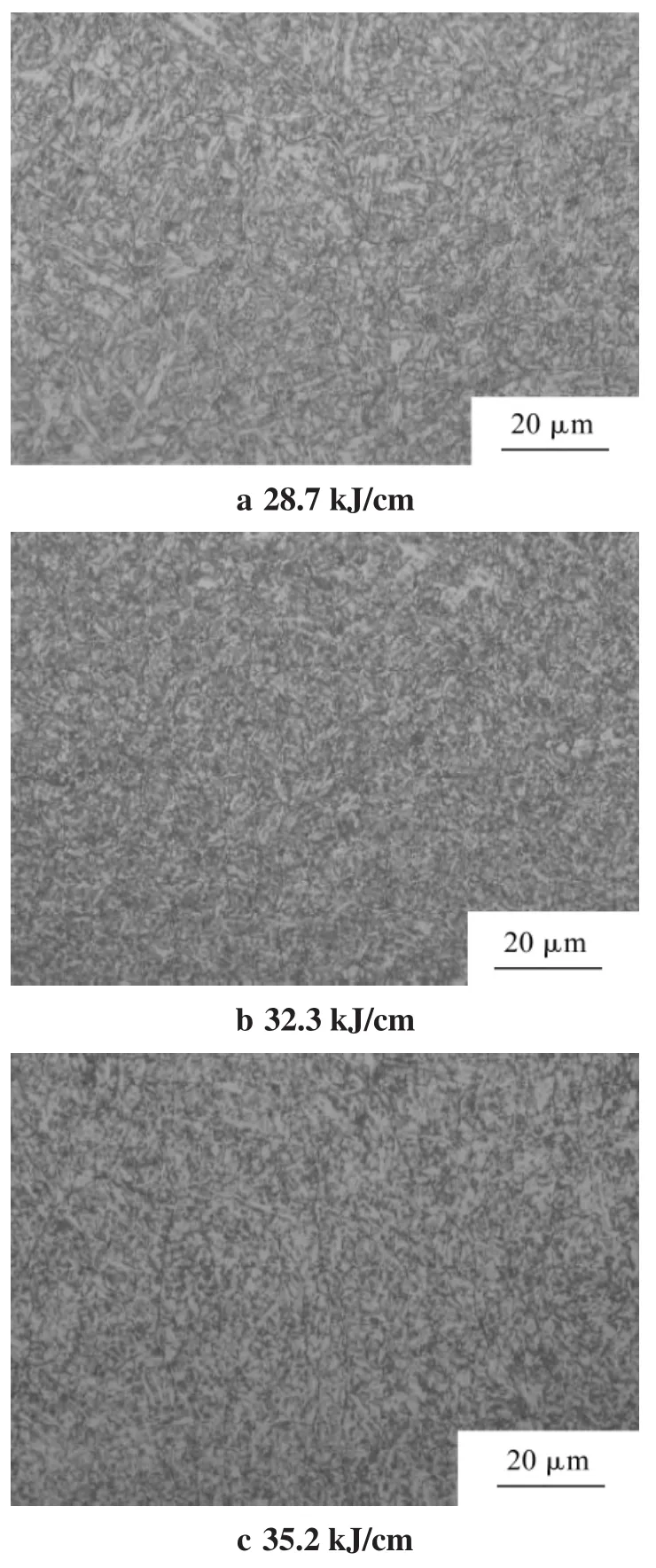
图2 不同热输入下焊缝下焊缝金属的微观组织Fig.2Microstructure ofthe weld metal under different heat inputs
2.2 热输入对焊缝熔敷金属塑性的影响
不同热输入对焊缝金属伸长率的影响如图3所示。由图3可知,随着热输入的提高,焊缝金属的伸长率呈不断上升的趋势。当热输入为28.7 kJ/cm时,塑性较低,伸长率仅为17%;当热输入为35.2 kJ/cm时,焊缝金属的伸长率最高,达22.5%。
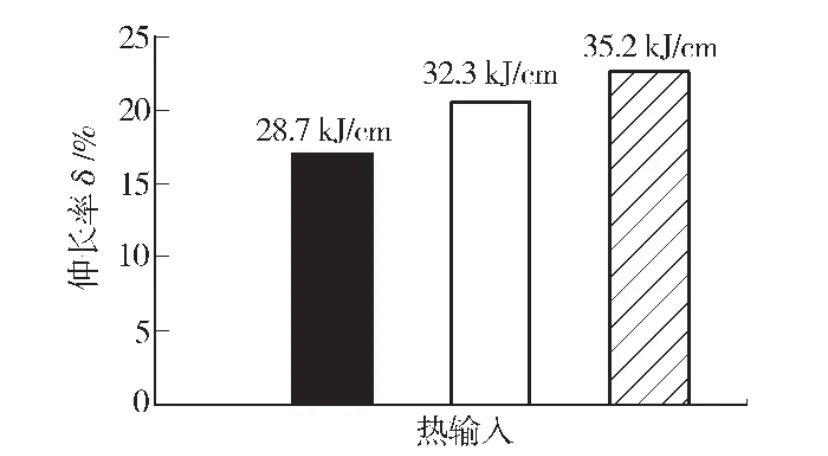
图3 不同热输入下焊缝金属的伸长率Fig.3Elongation of the weld metal underdifferent heat inputs
不同热输入时焊缝金属拉伸断口扫描形貌如图4所示。当热输入为28.7 kJ/cm和32.3 kJ/cm时,断口形貌以韧窝为主,并伴有极少量的小解理刻面;当热输入为35.2 kJ/cm时,其拉伸断口形貌几乎全部由尺寸较大的韧窝组成,表现为典型的韧窝断裂形貌特征。韧窝中可以看到尺寸较大的球形夹杂,为韧窝萌发的核心,与前两者相比韧窝尺寸和均匀性提高明显,有利于塑性的改善。当热输入为28.7 kJ/cm时塑性较差,很大程度上与组织中存在较多的板条贝氏体有关,板条贝氏体形成温度较低,铁素体条中含有大量的高密度位错,限制了位错滑移,恶化了位错滑移条件,此外板条束中的铁素体板条很细而且呈小角度界面、平行排列,同时数量较多的M/A氏体组织分布于铁素体板条内[9],恶化了位错滑移条件。与之相比,粒状贝氏体则由细小的铁素体及无序弥散分布之上的M/A氏体小岛组成,板条内部位错密度降低,有利于位错的滑移,且铁素体亚结构近似等轴状,弥散分布的M/A氏体小岛数量较少,从而提高了塑性[9-10]。而当热输入为35.2 kJ/cm时主要是由铁素体和粒状贝氏体组成的复相组织,由于有具有较高塑性的铁素体的引入,在裂纹萌发过程中,强度较低的铁素体在裂纹尖端附近应力场的作用下产生较大的塑性变形,减少了应力集中,此外相关文献表明[11],除铁素体本身的塑性好,增加了材料延性外,铁素体还增加了贝氏体塑性变形的延展范围,当铁素体体积分数小于0.5时,贝氏体/铁素体共同塑性变形率随铁素体的比例呈线性上升。
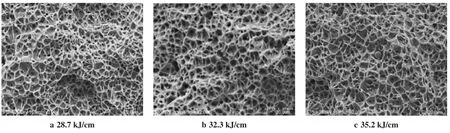
图4 不同热输入下焊缝金属的拉伸断口形貌Fig.4Fractograph of tensile specimens of the weld metal under different heat inputs
2.3 热输入对焊缝熔敷金属强度的影响
不同热输入下焊缝金属的强度如图5所示。由图5可知,随着热输入的提高,焊缝金属的屈服强度和抗拉强度均呈不断下降的趋势。当热输入为28.7 kJ/cm时强度最高,抗拉强度和屈服强度分别为784MPa和702MPa;在热输入为35.2kJ/cm时,焊缝金属的抗拉强度和屈服强度分别降至761 MPa和684 MPa。钢强度的提高是固溶强化、弥散强化、细晶强化和位错强化等多种强化机制共同作用的结果,在焊接过程中Mo、Ni、Cr等合金元素随着热输入的增加烧损程度不断加剧,固溶到焊缝金属中的合金元素的质量分数愈来愈少,固溶强化效果降低。文献[12-13]表明,随着Mo含量的减少,焊缝金属中具有弥散强化作用的M/A氏体小岛含量降低,此外固溶在不含碳晶胞中的Cr、Mo具有很大的活动能力,在晶体内自由迁移,并与晶体内存在的高密度位错充分结合,形成弥散分布、细小的富Mo区域。形核率为[14]

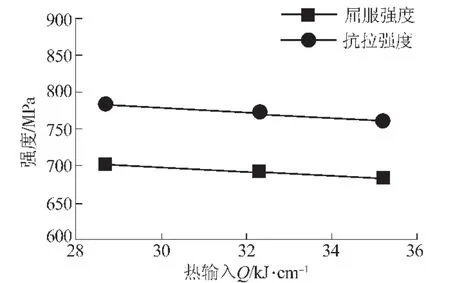
图5 不同热输入下焊缝金属的强度Fig.5Strength of theweld metal underdifferent heatinputs
式中J为形核率;σ为比表面能;d0为尺寸特征参数;c为环境相基本单位;wc为临界形核功;kB为波尔兹曼常数;T为绝对温度。
由式(1)可知,当热输入较小时,冷却速度较快,存在较大的形核率,此条件下形成的贝氏体板条尺寸细小,呈“交织状”的板条分布,有较大抗塑性变形的能力,同时板条贝氏体为较低温产物,其铁素体板条中存在大量的晶格畸变和高密度位错,加之较低温形成的弥散分布的M/A小岛更为细小,综合作用更有益于提高强度。随着热输入的增加,形成的粒状贝氏体中铁素体基体较板条贝氏体铁素体粗大,且晶格畸变和位错密度降低,同时弥散分布于铁素体基体上的M/A小岛变粗、变少,导致其强度低于板条贝氏体。相关研究表明[11],抗拉强度与软相和硬相的强度极限和体积分数有关且满足

式中f为软相的体积分数;RmA和RmB分别为软相和硬相的强度极限。
由前文可知,除基体相粒状贝氏体外,在热输入为28.7 kJ/cm和35.2 kJ/cm时主要的第二相分别为板条贝氏体和块状铁素体,块状铁素体强度显然低于板条贝氏体。而几乎完全由粒状贝氏体组成的单相组织强度低于粒状贝氏体和板条贝氏体组成的复相组织。
2.4 热输入对焊缝熔敷金属冲击韧性的影响
不同热输入对焊缝金属冲击功的影响如图6所示。当热输入为28.7 kJ/cm时,焊缝金属-40℃冲击功仅为85 J,随着热输入的增加,焊缝金属的冲击功呈先增后减的趋势;在热输入为32.3 kJ/cm时达到峰值106 J,随后减少;当热输入为35.2 kJ/cm时为94 J。
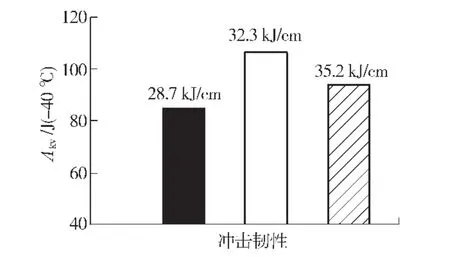
图6 不同热输入下焊缝金属的冲击功Fig.6Impact absorption energy of the weld metal under different heat inputs
不同热输入时焊缝金属冲击断口扫描形貌如图7所示,可见三者断口均呈准解理断裂与韧窝断裂共存的情况,在准解理断裂面上分布着一定量的韧窝及由韧窝组成的延性撕裂棱,解理断面具有单元解理小刻面和微裂纹,并呈无规则趋向。比较三者可知,当热输入为28.7 kJ/cm时,断裂模式以准解理断裂为主;当热输入为32.3 kJ/cm时,断裂模式以韧窝断裂为主;而在热输入为35.2 kJ/cm时,韧窝断裂和准解理断裂各参半。
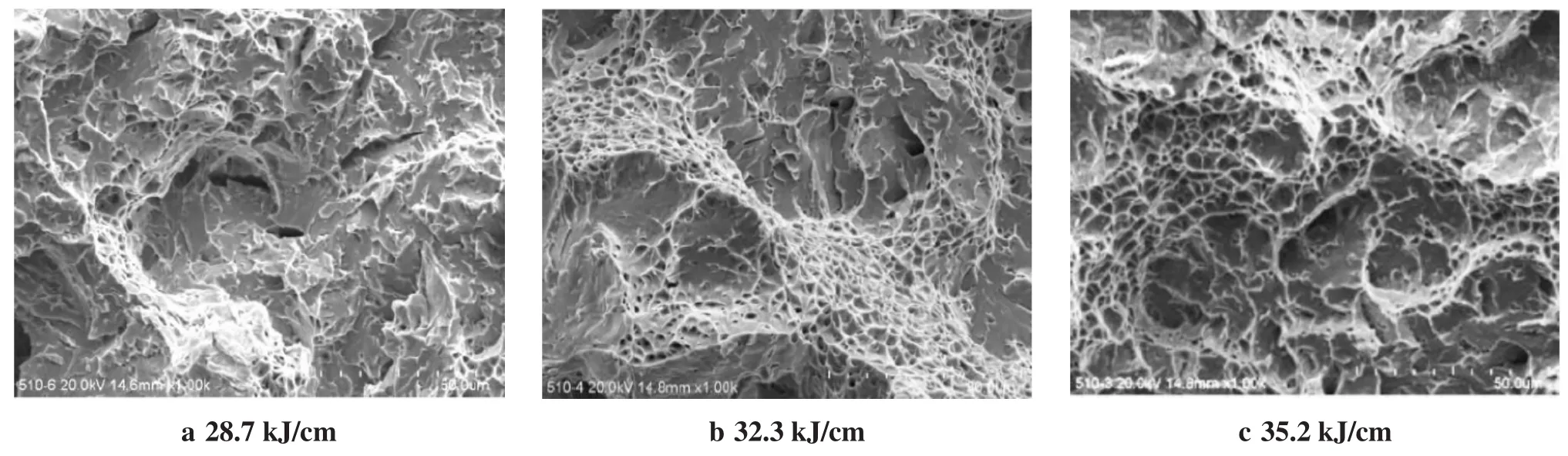
图7 不同热输入下焊缝金属的冲击断口形貌Fig.7Impact fractograph of the weld metal under different heat inputs
钢的韧性大小显然与组织组成有密切关系,特别是由异相组成的组织对钢的韧性有较大影响。异种相之间由于有硬相和软相的区别,两相之间变形不协调,应力容易在相界面集中,从而形成断裂时的微孔、微裂纹萌生源和裂纹低能量扩散通道,裂纹容易沿两相界面传播,抗裂纹扩展能力较差[15]。因此当热输入为32.3 kJ/cm时,由较为一致的相组成的组织其冲击韧性最高,而造成其余两者冲击韧性差异的原因与第二相有关,板条贝氏体形成温度较低,板条束中的铁素体板条很细且呈小角度界面,裂纹经过小角度晶界时不宜发生偏转,裂纹扩展路径较平直,从而使得裂纹较为容易穿过,加之板条贝氏体钢板中的M/A岛颗粒排列趋于直线,容易成为裂纹扩展的路径而导致钢的韧性降低[9]。铁素体具有较高的塑性,由于铁素体的引入,在裂纹萌发过程中强度较低的铁素体在裂纹尖端附近应力场的作用下产生较大的塑性变形,减少了应力集中,进一步提高了冲击韧性。
3 结论
(1)三种不同热输入下的焊缝金属组织均以粒状贝氏体为主,并含有少量的板条贝氏体、铁素体和残余奥氏体,随着热输入的增加,板条贝氏体减少,粒状贝氏体和铁素体含量增加。
(2)随着热输入的增加,焊缝金属强度逐渐下降,当热输入为35.2 kJ/cm时,抗拉强度和屈服强度分别低至761MPa和684MPa,比热输入为28.7kJ/cm时分别下降了23 MPa和18 MPa。
(3)随着热输入的增加,焊缝金属冲击韧性呈先升后降的趋势,当热输入为32.3 kJ/cm时冲击韧性达到峰值为106 J,焊缝金属的塑性随热输入的增加而逐渐上升。当热输入为28.7 kJ/cm其延伸率处于最低为17%,较热输入为35.2 kJ/cm时少5.5%。
[1]ZOU T X,LI DY,WU G H,et al.Yield strength development from high strength steel plate to UOE pipe[J].Materials and Design,2016(87):1107-1122.
[2]GAO W,LIU Q,WU G H,et al.Comparison of laser welds in thick section S700 high-strength steel manufactured in flat(1G)and horizontal(2G)positions[J].CIRP Annals-Manufacturing Technology,2015(64):197-200.
[3]KIRAN C P,CLEMENT S.Surface quality investigation of turbine blade steels for turning process[J].Measurement,2013(64):197-200.
[4]魏金山,齐彦昌,彭云,等.热输入对800 MPa级超厚板窄间隙焊缝金属组织和性能的影响[J].焊接学报,2012,33(6):31-34.
[5]薛迪,彭云,齐彦昌,等.焊接热输入对NSE36船板钢焊缝耐蚀性的影响[J].机械工程材料,2015,39(9):76-80.
[6]WANG J F,YANG L J,SUN M S,et al.Effect of energy input on the microstructure and properties of butt joints in DP1000 steel laser welding[J].Materials and Design,2016(90):642-649.
[7]安同邦,单际国,魏金山,等.热输入对1 000 MPa级工程机械用钢接头组织性能的影响[J].机械工程学报,2014,50(22):42-49.
[8]SADEGHIAN M,SHAMANIAN M,SHAFYEI A.Effect of heat input on microstructure and mechanical properties of dissimilar joints between super duplex stainless steel and high strength low alloy steel[J].Materials&Design,2014(60):678-684.
[9]于庆波,孙莹,倪宏昕,等.不同类型的贝氏体组织对低碳钢力学性能的影响[J].机械工程学报,2009,45(12):284-288.
[10]ISHIKAWAN,YasudaK,SUEYOSHIH,et al.Microscopic deformation and strain hardening analysis of ferrite bainite dual-phase steels using micro-grid methodl[J].Acta Materialia,2015(97):257-268.
[11]聂文金,尚成嘉,关海龙,等.铁素体/贝氏体(F/B)双相钢组织调控及其抗变形行为分析[J].金属学报,2013,48(3):298-306.
[12]钱存富,段占强,耿平,等.高Co-Ni二次硬化马氏体钢中合金元素对相变的影响[J].钢铁研究学报,1999,11(6):25-29.
[13]段琳娜,赵晓丽,刘清友,等.Mo含量及冷却工艺对低碳贝氏体钢组织与M/A岛的影响[J].材料热处理学报,2014,35(10):142-147.
[14]SCHMELZER JWP,ABYZOVAS,FOKINVM,et al.Crystallization of glass-forming liquids:Maxima of nucleation,growth,and overall crystallization rates[J].Journal of Non-Crystalline Solids,2015(429):24-32.
[15]蔡明晖,丁桦,张建苏,等.铁素体/贝氏体双相钢的形和断裂特性[J].材料研究学报,2009,23(1):83-88.
Effects of different heat input on microstructure and properties of welding seam in 800 MPa Grade high strength steel for hydropower
ZHU Tenghui1,ZHANG Minmin2,LI Da1,LUO Tao1,REN Xile1
(1.Sichuan Xiye New Material Co.,Ltd.,Chengdu 611730,China;2.School of Material Science and Engineering,Southwest Jiaotong University,Chengdu 610031,China)
Submerged arc welding of 800 MPa high strength low-alloy steel(HSLA)for hydropower was conducted with different welding heat inputs.The effects of welding heat input on the microstructure,strength,plastic and impact toughness of the welding metal were systematically investigated.The results reveal that the microstructures of welding metal with different welding heat input are mainly composed of granular bainite,as well as a small amount of lath bainite,ferrite and retained austenite.The amount of the granular bainite and ferrite increases while the one of lath bainite decreases with the increase of heat input.Besides,the yield and tensile strength of the weld metal is reduced slightly by increasing the heat input.The tensile and yield strength of the weld metal can reach 784 MPa and 702 MPa respectively when the heat input is 28.7 kJ/cm.However,the yield and tensile strength are reduced by 23 MPa and 18 MPa respectively when the heat input is 35.2 kJ/cm.Meanwhile,the elongation of the welding metal can reach a maximum of 22.5%,which increased by 5.5%compared with the ones under the heat input of 28.7 kJ/cm.The impact toughness of the welding metal increases firstly and then decreases with the increase of heat input.The value of the impact toughness for different welding metal was 85 J、106 J and 94 J respectively.
800 MPa HSLA steel for hydropower;heat input;welding metal;microstructure;mechanical property
TG44
A
1001-2303(2017)01-0068-06
10.7512/j.issn.1001-2303.2017.01.13
献
朱腾辉,张敏敏,李达,等.热输入对800 MPa级水电用钢焊缝组织性能的影响[J].电焊机,2017,47(1):68-73.
2015-12-30;
2016-04-29
朱腾辉(1972—),男,四川自贡人,硕士,主要从事特种焊接材料及焊接工艺的研究工作。
