6×××系铝合金挤压型材弯曲性能提升工艺研究
2017-03-06于金凤吴敬哲
于金凤,吴敬哲
(丛林集团有限公司,龙口 265705)
6×××系铝合金挤压型材弯曲性能提升工艺研究
于金凤,吴敬哲
(丛林集团有限公司,龙口 265705)
研究了时效工艺和在线冷却强度对6005A、6N01合金型材弯曲性能的影响。结果表明:通过调控6005A合金的时效温度,可改善其弯曲性能。随在线冷却速率的提高,6N01合金型材的延伸率增加。控制型材出口温度在500~530℃之间,在线冷却强度达到300℃/min,时效制度为165℃×8h时,可满足型材的弯曲性能要求。
6×××铝合金;弯曲性能; 在线冷却强度;时效工艺
0 前言
随着我国高速列车的发展,运行里程逐渐增长,运行条件复杂多变,车体型材在运行过程中受到不同程度的应力作用,对越来越多的型材提出弯曲性能要求。弯曲试验是测定金属材料的塑性变形能力的,金属材料在弯曲载荷下,达到规定的弯曲角度不发生弯曲,则合格。为改善合金的弯曲性能,则应在满足合金的强度基础上,提升合金的韧性(或塑性)[1、2]。为此,研究了型材的时效工艺及在线淬火工艺参数,解决型材弯曲性能不合格的问题。
1 试验方法
1.1 弯曲实验
在UH-F300KNX液压万能试验机上进行180°的弯曲实验,支辊式弯曲试验装置如图1所示。其中:弯曲试验方法按《TB/T 3260.1-2011》执行,弯曲试样按《TB/T3260.4-2011》执行。结果判定:试样弯到180°后试样自边缘2mm以外的弯曲外表面不允许产生任何裂纹。
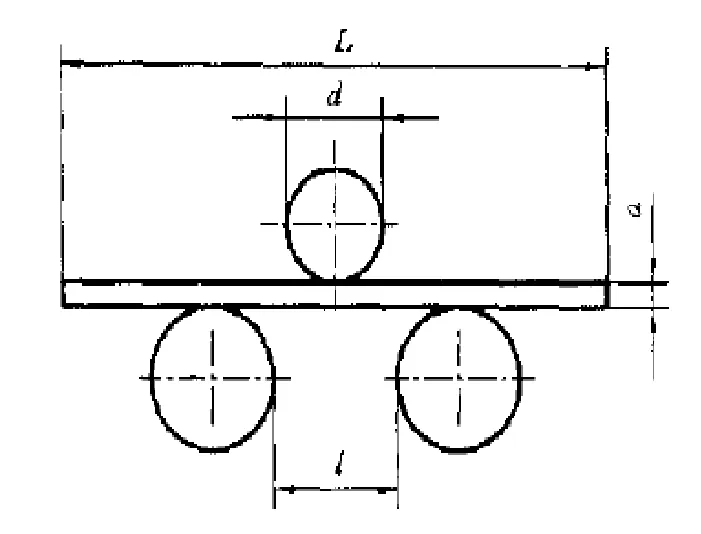
图1 支辊式弯曲试验装置
1.2 试验用料及工艺
本实验选取壁厚为2.5mm的6005A、6N01铝合金大断面挤压型材,其化学成分见表1。铝合金铸锭采用半连续铸造方法生产,经均匀化处理,以消除晶内偏析,使成分更加均匀。采用70MN油压双动卧式挤压机进行挤压,控制型材出口温度在500~530℃之间。
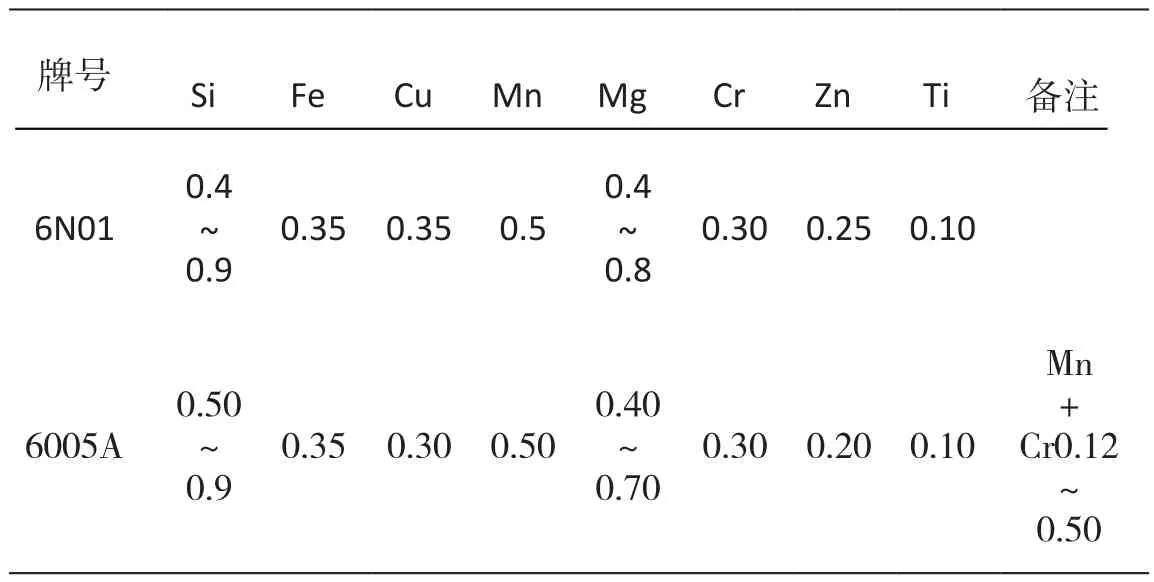
表1 6N01和6005A合金化学成分(质量分数/%)
2 试验结果及分析
2.1 时效工艺对弯曲性能的影响
由图2可知,在155℃、165℃、175℃时效时,合金的抗拉强度、屈服强度、延伸率随着时效时间的变化没有明显的变化。在同一时效时间下,随时效温度的降低,抗拉强度、屈服强度降低,延伸率升高。155℃条件下时效,延伸率优于165℃下时效;165℃条件下时效,延伸率明显优于175℃下时效。相反,155℃下时效的型材强度最低。
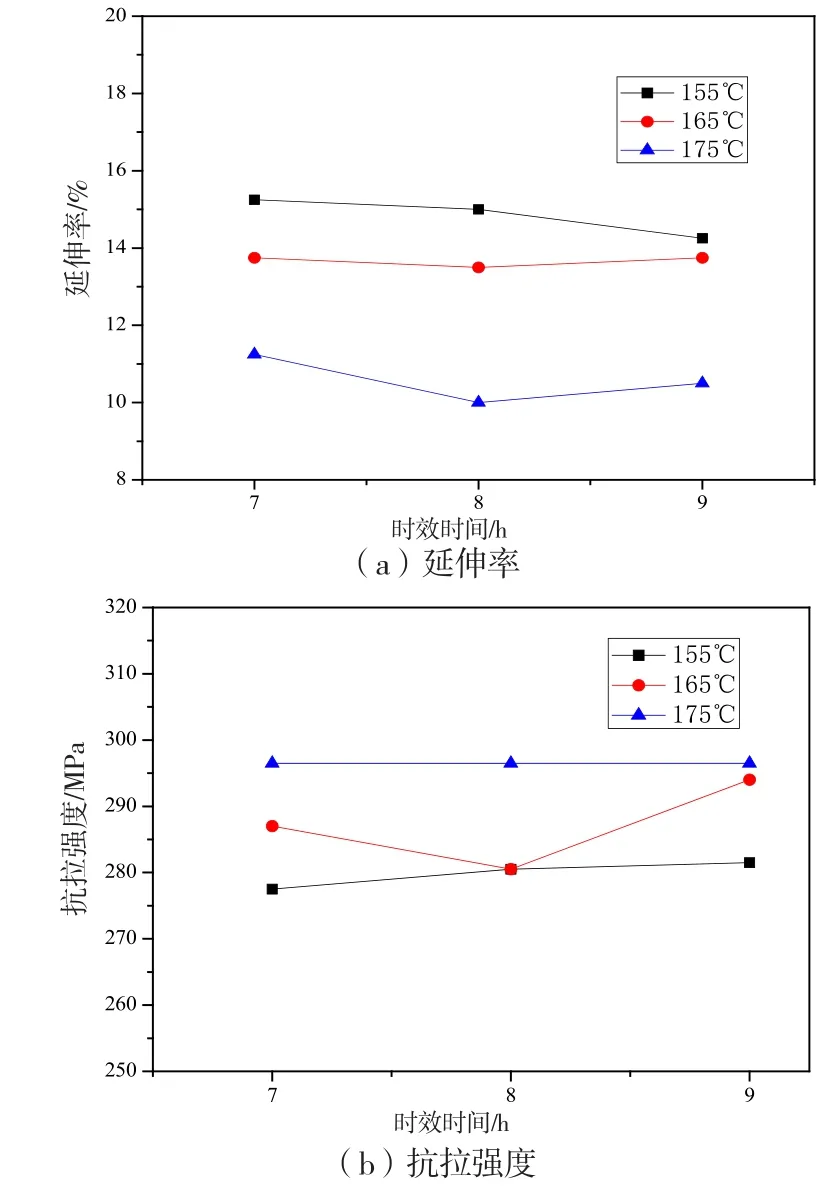
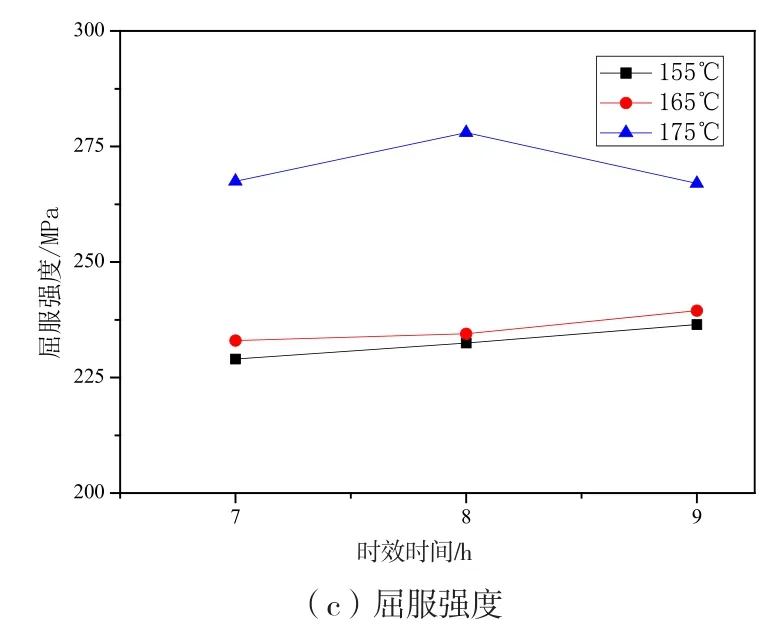
图2 不同时效制度对6005A合金力学性能的影响
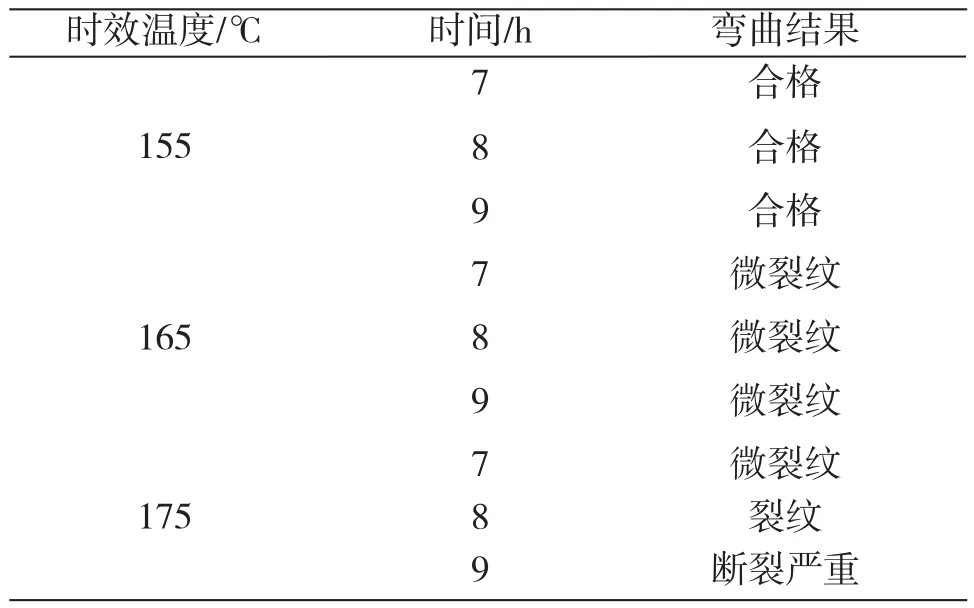
表2 时效工艺对6005A合金弯曲性能的影响
弯曲性能反映的是金属材料的塑性变形能力,延伸率也是塑性指标,可通过延伸率的提高表征弯曲性能的提高。按照《TB/T3260.4-2011动车组用铝及铝合金 第4部分:型材》标准,6005A、6N01合金型材力学性能满足:Rm≥245 MPa ;RP0.2≥205MPa;A≥8%。由图2和表2知,对6005A合金,175℃下时效7h、8h、9h后,型材的强度最高,延伸率在10%~11%之间,弯曲试验后型材断裂严重;165℃下时效7h、8h、9h后,延伸率在13%~14%之间,型材经弯曲试验后表面存在微裂纹,弯曲性能不合格;155℃下时效7h、8h、9h后,型材的延伸率最高,在14.5%~15.5%之间,弯曲性能合格,且型材的强度满足要求。因此,6005A合金型材,在155℃下时效处理7h、8h、9h后,延伸率大于14.5%,可满足型材的弯曲性能合格。
由图3、表3可知,随时效工艺的变化6N01合金型材强度、延伸率的变化规律与6005A合金型材相同。175℃下时效7h、8h、9h后,延伸率在10%~11.5%之间,弯曲断裂严重。165℃下时效7h、8h后,延伸率在14.5%~16%之间,弯曲试样表面微裂纹,且型材的屈服强度在195~205MPa之间,低于205MPa的标准要求,力学性能不合格;165℃下时效9h后,力学性能达到标准要求,但弯曲表面出现裂纹,弯曲性能不合格。155℃下时效7h、8h、9h后,延伸率在17.5%~19%之间,型材经180°弯曲后表面无明显裂纹,弯曲性能合格,但屈服强度明显低于205MPa,力学性能不合格。因此,通过时效处理并不能满足6N01合金型材的性能要求。

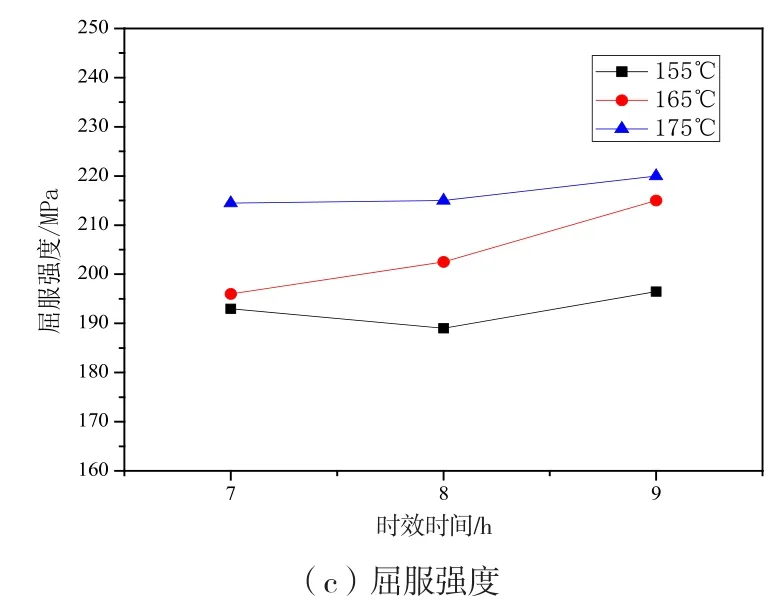
图3 不同时效制度对6N01合金力学性能的影响

表3 时效工艺对6N01合金弯曲性能的影响
铝合金时效过程中析出弥散的析出相,这些析出物颗粒细小,数目巨大。Al-Mg-Si合金的时效析出序列为GP区→β"→β'(过渡相)→β(平衡相)。在时效过程中首先形成数目众多的原子团簇,然后是形成与基体共格的 GP 区,接着是半共格的针状β"相,棒状β'相。这些横纵交错的针状β"相和棒状β'相、能够有效阻碍位错的运动,提高强度,降低塑性。而且这些颗粒比基体硬,位错滑移要通过这些颗粒,只能以绕过的方式进行,在绕过过程中,不断形成新的位错源,位错大量增殖,进而形成位错胞、位错墙、位错网缠结在一起,合金的强度得到提高,塑性降低[3]。在欠时效状态下,随着时效温度的升高,型材的强度提高,塑性降低。在适当降低时效温度的情况下,提升材料的塑性,从而提升其弯曲性能。
2.2 在线冷却强度对弯曲性能的影响
针对上述实验结果,通过时效工艺调整并不能改善6N01合金型材的弯曲性能,继续进行6N01合金型材的在线冷却强度研究。铝型材挤压成型后在保证型材出口温度在520℃以上的前提下,采用不同的在线冷却强度冷却型材,冷却速率分别为:170℃/min 、200℃/min、240℃/min、270℃/min、300℃/min、450℃/min,时效制度为175℃×8h、165℃×8h。保证型材出口温度在520℃以上,是为保证挤压加热温度。挤压加热温度越高,挤压前固溶体的过饱和程度越大,挤压过程中Mg、Si等合金元素会继续溶入基体中,增大基体的过饱和固溶程度,增大时效时β'相的形核驱动力,使β'相细化[4]。
图4所示为175℃×8h的时效制度下,不同在线冷却速率下型材的力学性能变化曲线,型材的抗拉强度和屈服强度没有明显的变化,延伸率随在线冷却速率的增加而增加。结合表4中弯曲性能结果,随在线冷却速率的增加,型材经时效处理后延伸率越高,弯曲试验后断裂程度逐渐变小。型材的在线冷却速率达450℃/min,时效制度为175℃×8h时,延伸率为18.5%,弯曲性能合格,且力学性能满足标准要求。
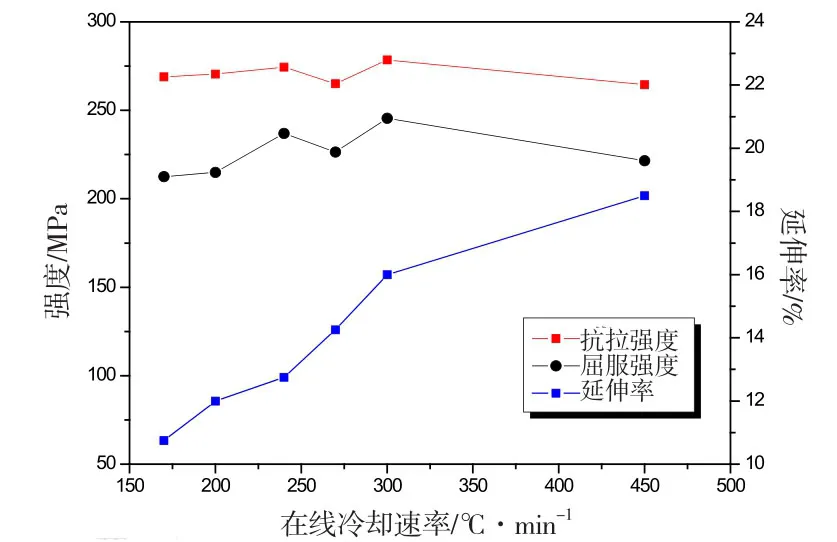
图4 经175℃×8h时效,在线冷却速率对力学性能的影响
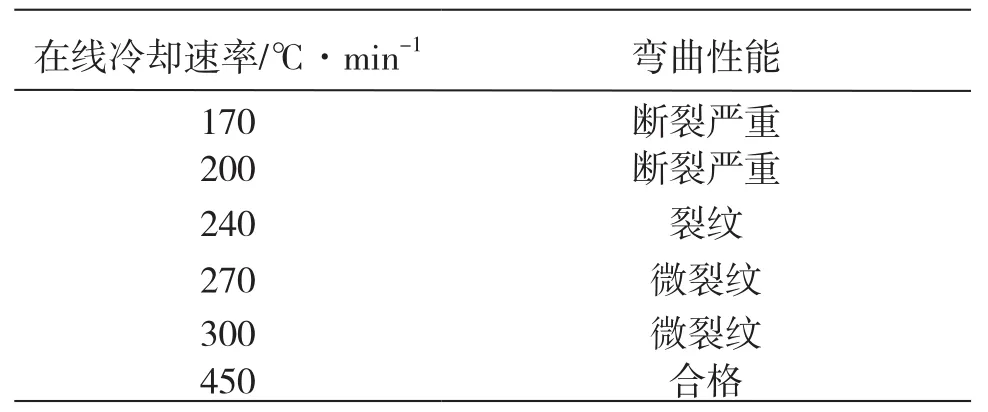
表4 经175℃×8h时效,在线冷却速率对弯曲性能的影响
图5为165℃×8h的时效制度下,不同在线冷却速率下型材的力学性能变化曲线,其中在线冷却速率对力学性能的变化规律与图4中一致,表5中在线冷却速率对弯曲性能的变化规律与表4中一致。根据表5中弯曲性能结果,在165℃×8h的时效制度下,在线冷却速率为170℃/min、200℃/min、240℃/min时,仍不能满足弯曲性能要求;在线冷却速率为270℃/min时,型材的弯曲性能合格,但屈服强度为200MPa,低于标准要求;在线冷却速率为300℃/min时,型材的弯曲性能合格,且型材的力学性能合格。因此,在线冷却速率达到300 ℃/min,时效制度为165℃×8h时,延伸率为18%,弯曲性能合格,且可满足型材的性能要求。

图5 经165℃×8h时效,在线冷却速率对力学性能的影响
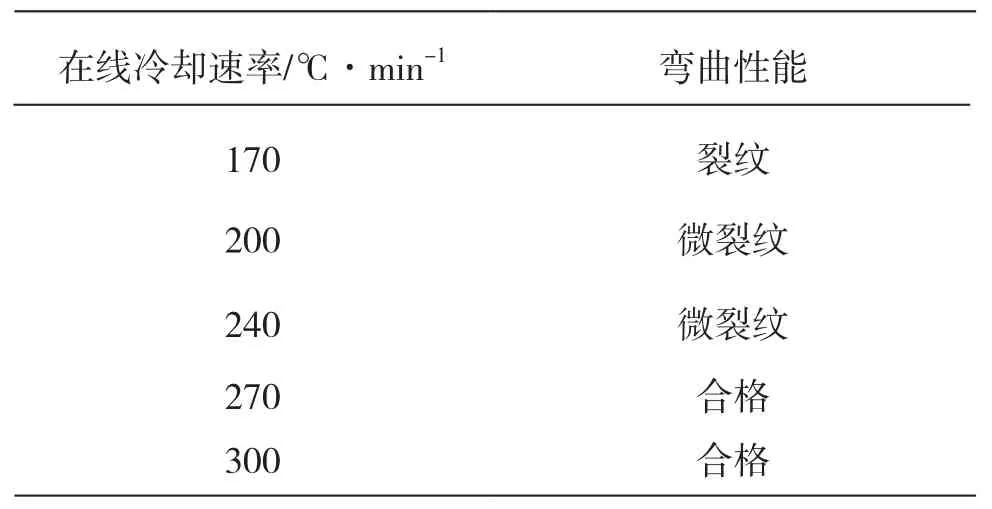
表5 经165℃×8h时效,在线冷却速率对弯曲性能的影响
弯曲试验结果表明,试样弯到180°后试样自边缘2mm以外的弯曲外表面没有产生任何裂纹。
Al-Mg-Si合金中的主要强化相为时效过程中弥散析出的β'-Mg2Si相,其次是过剩Si相。β'相和过剩Si相的尺寸越小,数量越多,合金强度就越高。6N01合金中β'相的形核驱动力主要取决于2个方面,即固溶体的过饱和程度和过剩Si的含量。过剩Si的含量可作为β'相非均匀形核核心而诱发其形核。铝型材经挤压成型后,在冷却前的空冷过程及风冷过程中β'-Mg2Si相仍会发生前期非均匀析出和长大,使析出相较粗大且分布不均。增加型材的在线冷却速率,使型材温度在相当短的时间内降到200℃以内,确保了淬火过程中β'的前期非均匀析出,确保了时效时Mg、Si元素的过饱和β'固溶度和的形核驱动力,促使其在时效时均匀析出和细化,从而提高型材的弯曲性能[5]。
3 结论
(1) 时效温度对6005A、6N01合金型材弯曲性能的影响大于时效时间。
(2) 通过调控6005A合金的时效温度,保证延伸率大于14.5%,可改善其弯曲性能。
(3) 6N01合金型材随在线冷却速率的提高,型材的延伸率增加。控制型材出口温度在500~530℃之间,在线冷却强度达到300℃/min,时效制度为165℃×8h时,可满足型材的性能要求。
[1] 肖亚庆,刘静安. 铝加工技术实用手册[M]. 北京:冶金工业出版社,2012
[2] 于立,刘志文. 挤压-弯曲一体化成型铝合金弯曲型材的质量与性能[J].轻合金加工技术,2012,36(7):72-76
[3] 杨文超. Al-Mg-Si-Cu系6005A合金的时效硬化行为及析出相的微观结构表征[D]. 湖南:中南大学,2011
[4] 宋涛. 6N01和7N01时效工艺研究和组织分析[D]. 重庆:重庆大学,2011
[5] 沈健,李彦利. 在线淬火工艺对6005A合金挤压行刺昂组织和性能的影响[J].中国有色金属学报,2003,13(6):1462-1466
Research on Bending Performance of 6 ××× Series Aluminum Alloy Profile
YU Jin-feng, WU Jing-zhe
(Conglin Group Company, Longkou 265705, China)
The effects of aging process and on-line cooling intensity on bending performance of 6005A, 6N01 aluminum alloy profiles has been studied. The results show that the bending performance of 6005A alloy can be improved by adjusting the aging temperature. With the increase of online cooling rate, the elongation of 6N01 aluminum alloys profiles increases. When the outlet temperature is controlled between 500℃ and 530 ℃, online cooling intensity can reach 300 ℃ / min. Aging system is 165 ℃X 8h, it can meet the performance requirements of the profile.
6 ××× series aluminum alloy;bending performance;online cooling intensity ;aging process
TG379,TG146.21
A
1001-4898(2017)01-0053-05
10.3969/j.issn.1005-4898.2017.01.11
于金凤(1990-),女,山东临沂人,硕士研究生。
2016-08-17