氧化吸附法深度脱除MTBE产品中硫化物研究
2017-02-28王胜强于宏兵
王胜强 王 庆,2 于宏兵
1.南开大学环境科学院与工程学院 2. 新疆师范大学化学化工学院
油气处理与加工
氧化吸附法深度脱除MTBE产品中硫化物研究
王胜强1王 庆1,2于宏兵1
1.南开大学环境科学院与工程学院 2. 新疆师范大学化学化工学院
甲基叔丁基醚(MTBE)是我国汽油中一种重要的调和组分。降低MTBE产品中硫化物含量,可促进汽油的清洁燃烧和环境保护。采用MTBE为溶剂分别配制了以二甲基二硫醚(DMDS)、甲基叔丁基硫醚(TBMS)为模型硫化物的含硫MTBE产品样品。脱硫剂由Pd/C、异丙醇、氢氧化钠和去离子水组成。首先,采用N2吸附等温线、TEM、XRD对Pd/C结构特征进行了表征。结果显示,Pd/C的比表面积为1 836 m2/g,孔容为0.98 cm3/g,根据其I型吸附等温线可知,其绝大部分孔为微孔。由Pd/C的TEM图可以看出,Pd的纳米颗粒比较均匀地分布于活性炭材料上,Pd金属纳米粒子直径约3~5 nm。XRD图显示Pd纳米晶体颗粒的(111)、(200)、(220)和(311)典型晶面存在。脱硫实验结果显示,采用间歇反应器在50 ℃下,脱硫剂可在1 h内将MTBE产品中的硫质量分数从150 μg/g降至10 μg/g以下,从而得到低含硫MTBE产品,脱硫剂的脱硫效果得到较好的验证。Pd/C既作为原位产生过氧化氢的催化剂,又是吸附砜类硫化物的吸附剂,洗脱再生后仍具有较好的催化和脱硫性能。
甲基叔丁基醚 脱硫 氧化吸附 二甲基二硫醚 甲基叔丁基硫醚
甲基叔丁基醚(MTBE)是我国汽油中一种重要的调和组分,可增加汽油氧含量,促进汽油的清洁燃烧,从而减少有害气体的排放。MTBE在汽油调和时加入量一般在10%~20%(φ),要实现成品汽油中硫质量分数小于10 μg/g,通常要求MTBE产品中硫质量分数小于10 μg/g。因此,将MTBE产品中硫质量分数降至10 μg/g以下已成为炼化企业迫切需要解决的问题[1-2]。MTBE是液化石油气的C4馏分中异丁烯与甲醇加成反应产物,甲醇中硫含量一般很低,可以忽略,因此,MTBE产品中的硫化物主要来源于原料C4组分。MTBE沸点为55.2 ℃,而很多沸点高于MTBE的硫化物,例如羰基硫、二甲基二硫化物、甲基叔丁基硫醚、C5硫醇及噻吩等高沸点硫化物大量存在于MTBE产品中。这是由于炼化企业的原料C4未经过轻重分离,使得C5以上馏分中的高沸点硫化物最终进入MTBE产品中[3]。
降低MTBE产品中硫含量有两种途径:①从源头上控制原料C4中的硫含量,这需要大量、频繁地更换碱液,导致碱渣排放量增加,同时也增加了处理成本;②对MTBE成品进行深度脱硫。MTBE成品脱硫最主要的方法是蒸馏法。由于MTBE与硫化物的沸点存在明显差异,且不存在共沸现象,因此,可以通过蒸馏的方法脱除MTBE产品中的硫化物[4]。蒸馏法可以达到较好的脱硫效果,但由于塔顶为产品,塔釜为硫化物,生产过程能耗较高,操作温度也较高(90~120 ℃),塔底有机硫大量积聚,可能会导致低沸点的有机硫进入 MTBE产品中,使得MTBE产品收率有所降低。为改善这一状况,出现了催化氧化-精馏方法。采用催化蒸馏填料塔作为反应器,双氧水作为氧化剂,硫酸、甲酸、乙酸等为催化剂,控制氧化反应和蒸馏条件,硫含量可以达到产品质量要求,但酸性催化剂加剧了设备腐蚀,降低了设备使用寿命,强氧化剂的过量加入提高了生产过程的安全风险。因此,采用新的脱硫方法提高脱硫效果,同时降低生产过程能耗是脱硫技术的发展方向[5]。吸附法具有操作方便,能耗低的优点。另一方面,吸附与选择性反应结合有利于提高MTBE产品中硫化物的脱除效果[6]。
基于以前的研究基础[7],将反应试剂负载于吸附剂上,原位产生的过氧化氢作氧化剂,不同于酸催化氧化反应,而是在碱性环境下硫化物发生催化氧化并被吸附脱除,从而得到低硫MTBE产品。可能的反应机理见式(Ⅰ)~式(Ⅵ)。
Pd+CH3CHOHCH3↔Pd-(CH3CHOHCH3)ads
(Ⅰ)
Pd-(CH3CHOHCH3)ads↔Pd-(CH3COCH3)ads+2H·
(Ⅱ)
Pd+OH-↔Pd-OHads+e-
(Ⅲ)
Pd-OHads+OH-↔Pd-O+H2O+e-
(Ⅳ)
2Pd-O+2H·↔2Pd+H2O2
(Ⅴ)
2H2O2+TBMS↔2H2O+TBMSO2
(Ⅵ)
脱硫剂由Pd/C、氢氧化钠、异丙醇和少量的水按一定比例组成。其脱硫原理是在Pd/C的催化作用下,负载于吸附剂活性炭上的异丙醇脱氢和水结合产生过氧化氢,过氧化氢在氢氧化钠的催化下和硫化物发生反应,氧化硫化物生成砜类硫化物,砜类硫化物被活性炭吸附于孔内,从而得到深度脱硫的MTBE产品。这种深度脱硫方法,对于节能减排和大气环境保护具有重要的意义。
1 实验部分
1.1 试剂与仪器
药品:二甲基二硫醚(DMDS)(分析纯,Sigma-Aldrich)、甲基叔丁基硫醚(TBMS)(分析纯,北京百灵威科技有限公司),MTBE、异丙醇,无水乙醇、Pd/C(Pd质量分数为5%)、氢氧化钠(分析纯,天津江天化工有限公司)。去离子水,实验室自制。
实验仪器:DGG101-1型电热鼓风干燥箱(天津天宇机电有限公司实验仪器冻干设备分公司),DZG403型电热真空干燥箱(天津天宇机电有限公司实验仪器冻干设备分公司),501型超级恒温器(重庆实验设备厂),TL78-1型电磁加热搅拌器(江苏姜堰市天力医疗器械有限公司),N2吸附-脱附等温仪(天津大学高压吸附实验室),WK-2D型综合库仑仪(江苏江分仪器有限公司)。
1.2 实验方法
根据文献[8]的研究结果,选择以二甲基二硫醚(DMDS)、甲基叔丁基硫醚(TBMS)为模型硫化物,采用MTBE作溶剂,配制硫质量分数为150 μg/g的含硫MTBE,硫元素质量分数用WK-2D型综合库仑仪测定,采用外标法定量。称取已在鼓风干燥箱105 ℃下干燥12 h的Pd/C 1.5 g,滴加10%(w)的氢氧化钠水溶液0.7 g,振荡混合均匀,在105 ℃鼓风干燥1.5 h后,温度降至室温,滴加异丙醇0.40 g,振荡混合均匀,脱硫剂制备完成。通过质量法测定计算1.85 g脱硫剂实际负载物质的量中Pd/C、异丙醇、氢氧化钠和水分的质量比为1.5∶0.27∶0.05∶0.03,MTBE和脱硫剂的质量比为15∶1.85。
脱硫实验在水浴恒温磁力搅拌下,配备冷凝管的间歇反应器中进行。具体步骤: 首先测定MTBE在30 ℃、40 ℃、50 ℃ 3种温度下不同时间的脱硫率。将15 g含硫MTBE与1.85 g脱硫剂混合。测定脱硫剂在恒定温度下处理分别含二甲基二硫醚(DMDS)、甲基叔丁基硫醚(TBMS)的MTBE,测定其不同时间的脱硫率。反应后固相和液相过滤分离。Pd/C采用无水乙醇70 ℃清洗,洗脱砜类硫化物。干燥后,重新滴加负载0.40 g异丙醇组成脱硫剂,处理含硫MTBE,测定脱硫剂的再生性能。
2 结果与讨论
2.1 Pd/C的比表面积和孔结构的表征
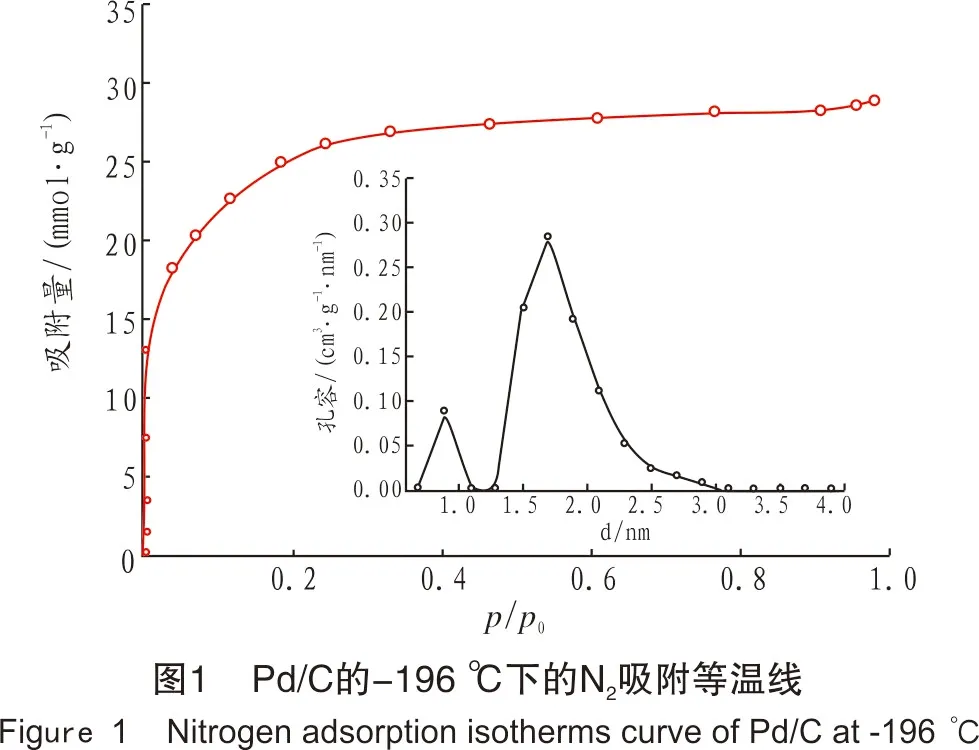
Pd/C的比表面积和孔结构特征通过-196 ℃下 N2的吸附等温线进行测定,结果见图1。Pd/C的比表面积采用BET(Brunauer-Emmett-Teller)方法计算,孔容根据吸附等温线在相对压力为0.95时的数据计算,Pd/C的比表面积为1 836 m2/g,孔容为0.98 cm3/g。根据吸附等温线可知,其绝大部分孔为微孔,比表面积大可以提供较多的反应场所,较大的孔容可以吸附较多的反应产物。
2.2 Pd/C的TEM和XRD表征
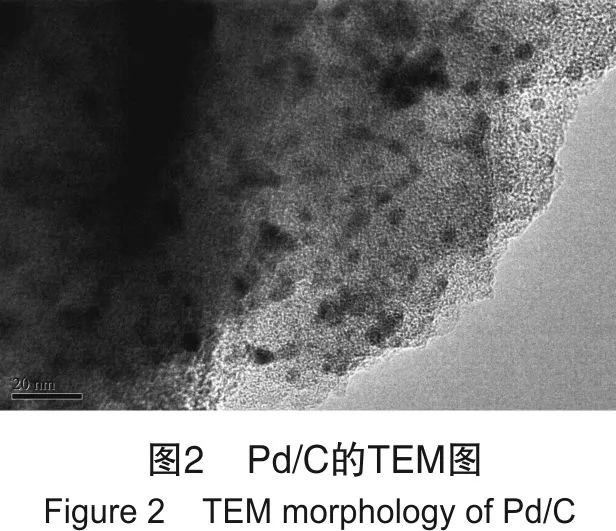
Pd/C的TEM图见图2。由图2可以看出,Pd的金属纳米颗粒比较均匀地分布于活性炭上,Pd金属纳米粒子的直径约3~5 nm。图3显示,Pd纳米晶体颗粒的(111)、(200)、(220) 和(311)典型晶面存在。

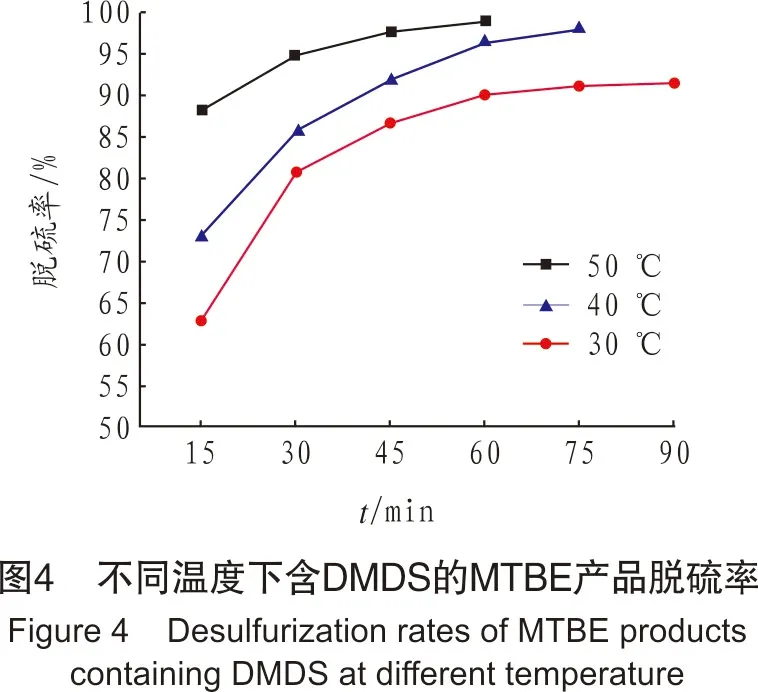
2.3 不同温度下的MTBE脱硫
在反应温度30 ℃、40 ℃和50 ℃的条件下,将脱硫剂与含DMDS的MTBE混合,测定不同时间的脱硫率,结果见图4和图5。实验结果表明,随着时间的增加,温度的升高,脱硫率逐渐提高,表明升高温度有助于增强脱硫效果。随着温度的升高,原位生成的过氧化氢分解速度相应加快,MTBE收率降低。含DMDS和TBMS的MTBE产品中硫质量分数分别降至3.63 μg/g和1.70 μg/g。因此,选择50 ℃作为合适的脱硫温度,在此温度下,脱硫剂60 min可将MTBE产品中硫质量分数由150 μg/g降至10 μg/g以下,表明脱硫剂可以深度脱除MTBE产品中醚类硫化物,达到深度脱硫的目的。

2.4 脱硫剂的再生性能
吸附脱硫结束后,将MTBE和脱硫剂静置,抽滤分离出吸附剂,在70 ℃下,采用无水乙醇清洗3次真空过滤后,105 ℃下在鼓风干燥箱中干燥1.5 h,吸附剂降至室温,滴加负载异丙醇,继续进行脱硫实验。图6的结果显示,脱硫剂再生后仍然具有较好的脱硫性能,脱硫性能是缓慢逐渐下降的。其主要原因可能在于回收再生过程中Pd/C的回收量逐渐下降,进而导致MTBE产品脱硫率逐渐下降。

3 结 语
脱硫剂采用原位催化氧化产生的过氧化氢作氧化剂,在碱性环境下,醚类硫化物发生氧化并被吸附脱除,在50 ℃下,脱硫剂可将MTBE产品中的硫质量分数降至10 μg/g以下,从而得到低硫MTBE产品。Pd/C既作为原位产生过氧化氢的催化剂,又是吸附砜类硫化物的吸附剂,再生后仍具有较好的催化和脱硫性能。氧化吸附方法可提高对硫化物的选择性,为制备低硫MTBE产品提供一种新的深度脱硫方法。
[1] 李网章. MTBE降硫与国Ⅴ汽油生产[J]. 炼油技术与工程, 2013, 43(2): 19-23.
[2] 刘成军, 孙惠山, 温世昌, 等. 优化C4原料生产低硫MTBE并回收二硫化物的方法探讨[J]. 石油与天然气化工, 2014, 43(4): 345-351.
[3] 卢会霞, 高啓宝, 王中平. MTBE深度脱硫技术研究进展[J]. 炼油技术与工程, 2014, 44(5): 1-6.
[4] 岳昌海, 徐义明, 黄益平, 等. MTBE脱硫技术研究进展[J]. 天然气化工(C1化学与化工), 2015, 40(2): 88-92.
[5] 唐晓东, 陈露, 李晶晶, 等. 甲基叔丁基醚脱硫技术的研究应用进展[J]. 化工进展, 2015, 34(1): 234-238.
[6] 卢衍楠, 施力, 孟璇. MTBE选择性吸附脱硫的研究[J]. 石油与天然气化工, 2015, 44(6): 22-37.
[7] 王胜强, 王庆, 严黎, 等. 一种燃油中噻吩类硫化物的脱除方法: 201410109054.1[P]. 2014-10-10.
[8] 赵杰, 王寒非, 赵丽萍, 等. MTBE中硫化物形态分布及工艺条件对硫醚化反应的影响[J]. 石油商技, 2014(4): 28-36.
Deep removal of sulfur compounds from MTBE products based on oxidative adsorption
Wang Shengqiang1, Wang Qing1,2, Yu Hongbing1
1.CollegeofEnvironmentalScienceandEngineeringofNankaiUniversity,Tianjin,China2.SchoolofChemistryandChemicalEngineeringofXinjiangNormalUniversity,Urumqi,Xinjiang,China
Methyl tert-butyl ether (MTBE) is an important blending component of gasoline in China. Reducing the sulfur compounds contents in MTBE products can promote clean burning of gasoline and environmental protection. The MTBE products samples containing sulfur compounds were prepared with dimethyl disulfide (DMDS) and tert-butyl methyl sulfide (TBMS) using MTBE as solvents, respectively. The desulfurizer was composed of Pd/C, isopropanol, sodium hydroxide and deionized water. The Pd/C structure characteristics was characterized by N2adsorption isotherm, TEM and XRD. The feature of type I isotherm confirmed that the existence of micropores in Pd/C catalyst and the BET surface area of Pd/C was 1 836 m2/g and the pore volume was 0.98 cm3/g, respectively. According to the adsorption isotherm, it could be concluded that most of the pores are micropores. The average particle size of Pd crystal particle shown in TEM images was about 3-5 nm and the crystal particles of Pd were distributed uniformly in activated carbon which could strengthen the catalytic efficiency and result in strong combination between Pd and activated carbon. Four typical diffraction peaks of Pd indicated the existence of the crystal faces (111), (200), (220) and (311) in the XRD patterns. By using batch reactor, the sulfur mass fraction in MTBE products could be reduced from 150 μg/g to below 10 μg/g in one hour at 50 ℃ and ultra-low sulfur MTBE products could be obtained. The desulfurization effect of desulfurizer was verified. The Pd/C was used as both the catalyst for producing hydrogen peroxide and the adsorbent removing sulfurs from MTBE products. It still had high catalytic and desulfurization performance after being eluted and regenerated.
MTBE, desulfurization, oxidative adsorption, DMDS, TBMS
国家自然科学基金(缩聚反应/吸附法深度脱除燃油中咔唑类氮化物研究)“21006053”;南开大学2015年校级教学改革项目(以创新研究与训练为导向的公选课课程建设研究)“ZB160052”;天津市教育系统调研课题项目(校企合作育人调研项目)“普通课题14”。
王胜强(1977-),男,山东平原人,南开大学讲师,主要从事燃料油脱硫与工业清洁生产技术研究工作。E-mail:wshengq@126.com
TE624.5;TQ028
A
10.3969/j.issn.1007-3426.2017.01.002
2016-08-02;编辑:温冬云
