略谈喷气织机筘片用不锈钢带的质量控制
2017-02-27宿登峰
宿登峰,薛 婷
(山东能源重装集团 乾元不锈钢制造有限公司,山东 新泰 271222)
略谈喷气织机筘片用不锈钢带的质量控制
宿登峰,薛 婷
(山东能源重装集团 乾元不锈钢制造有限公司,山东 新泰 271222)
为保证喷气织机筘片用不锈钢带的质量,进一步满足国内中高端纺织企业对喷气织机的质量要求,从硬度、厚度、机械性能、板型、翘曲度、表面粗糙度等方面分析筘片用不锈钢带的技术要求和质量控制要求;重点阐述钢带的原料成分、屈服强度、抗拉强度、延伸率及维氏硬度等力学性能及相关优化控制。指出:钢带去应力效果主要依靠张力回火设备(TA炉)保证;尺寸控制采用四柱式二十辊轧机,配备γ射线测试仪器;轧机板型控制的轧制工艺采用大张力轧制;不锈钢带质量控制良好是保证钢带板型优良、尺寸精度高、机械性能稳定、满足纺织用筘片要求的前提。
筘片;不锈钢带;技术要求;质量控制;板型;精度;机械性能
0 引言
当前,国内中高端纺织企业对新型喷气织机的
需求量越来越大,异形筘作为喷气织机关键器材,其筘片所用不锈钢带一度全部依赖进口。近年来,国内异形筘片用精密不锈钢带的制造水平迅速提高,制造的钢带板型优良、尺寸精度高、机械性能稳定,耐磨损性、耐锈蚀性、强度、刚度、色泽、冲切性、制成率等方面均已达到进口水平,喷气织机筘片用不锈钢带基本实现国产化。
1 筘片用不锈钢带的技术要求
1.1 硬度要求
不同厚度筘片对不锈钢带硬度要求不同,且因冲床模具的差异,同一尺寸规格的钢筘,不同企业对其钢带的硬度要求也略有不同,总体要求见表1。
表1 筘片厚度与硬度的对应关系
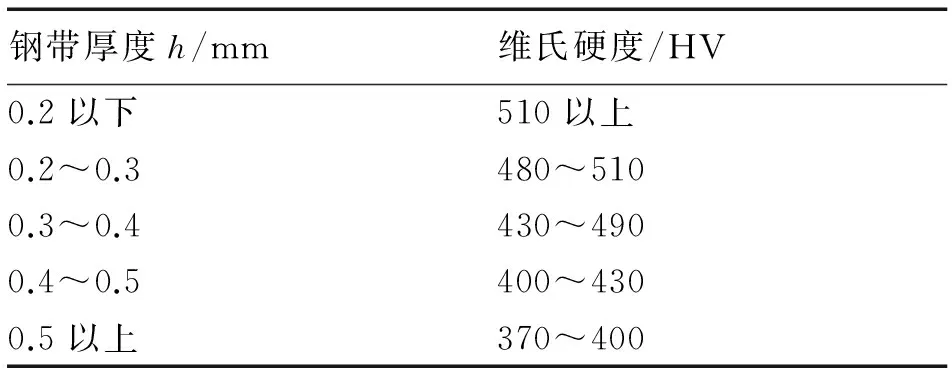
钢带厚度h/mm维氏硬度/HV0.2以下510以上0.2~0.3480~5100.3~0.4430~4900.4~0.5400~4300.5以上370~400
1.2 厚度要求
筘片厚度公差及同条差的要求因厚度规格而异,具体见表2。
表2 筘片厚度允许偏差
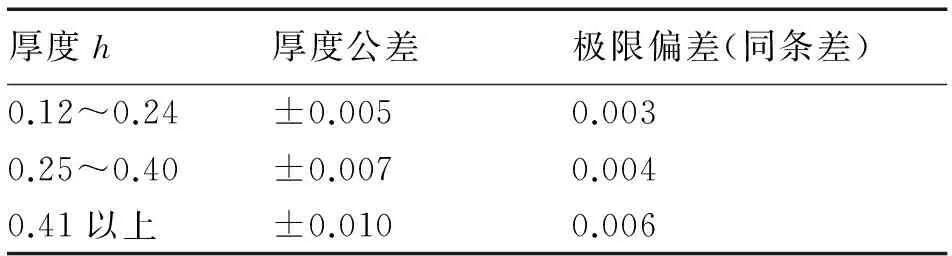
单位:mm
1.3 机械性能要求
钢带必须经过完全去应力处理,保证冲制、抛光研磨不变形。当钢带纵向和横向的抗拉强度一致性、屈服强度一致性均不低于90%时,具有良好的耐冲压、抛光性能。钢带的抗拉强度、屈服强度和延伸率按表3规定[1-4](钢带厚度小于0.3 mm时表3仅作参考)。
表3 12Cr17Ni7钢带屈服强度、抗拉强度和延伸率指标

交货状态冷轧状态(TR)屈服强度/MPa,≥抗拉强度/MPa,≥延伸率/%1/2H3/4HHEHSEH5107451030127514509301130132015701740≥10≥5———
1.4 板型要求
对于任意宽度钢带,其垂直于轧制方向的最大平面度公差不得大于0.5 mm。
1.5 翘曲度要求
翘曲度是指钢带表面长度或宽度方向整体的平
整程度。长度方向翘曲高度S不大于10 mm、宽度方向无翘曲。
1.6 表面粗糙度要求
一般要求钢带表面粗糙度Ra值不大于0.25 μm。钢带表面粗糙度越小,越有利于钢带的抛光与使用,因此,在保证质量的情况下应尽量降低其表面粗糙度值[5]。
2 质量控制
2.1 原料控制
为满足筘片性能及硬度要求,在原料选用方面,优先选择太原某钢厂制301钢,厚度大于0.3 mm的材料可选用张家港某钢厂制普通301钢。原材料成分见表4,性能要求见表5。
表4 301钢化学成分及其质量分数

单位:%
表5 钢材料性能要求

屈服强度/(N·mm-2),≥抗拉强度/(N·mm-2),≥延伸率/%,≥维氏硬度/HV22552040195~205
2.2 性能均匀性控制
2.2.1 退火性能控制
筘片用料要求钢带表面维氏硬度均匀性要好,硬度偏差应控制在±30 HV以内。硬度均匀性主要取决于退火软化处理工艺,退火后的晶粒度控制在9级~11级,成品轧制后硬度、均匀性均可达要求[6]。选取某一控制批次中间品钢带,退火参数验证见表6。
表6 某一控制批次中间品钢带退火参数

项目屈服强度/(N·mm-2),≥抗拉强度/(N·mm-2),≥延伸率/%,≥硬度/HV标准值20552022≤210实测值38088023197 注:产品厚度为0.511mm;温度为1100℃;TV值为7(mm·m/min);露点温度为-38.9℃。
2.2.2 拉矫性能均匀性控制
拉矫机械性能主要受延伸率的影响,通过对不同延伸率的设定,进行机械性能及硬度对比,在保证表面质量的前提下,延伸率较大为好。不同延伸率设定值下的拉矫机械性能见表7。
表7 不同延伸率设定值下的拉矫机械性能

延伸率设定值/%1.01.2屈服强度/(N·mm-2)15801650抗拉强度/(N·mm-2)16951730延伸率/%4.02.5
2.2.3 去应力性能控制
去应力效果主要靠张力回火设备的性能来保证,一般有罩式炉与TA炉两种,二者去应力效果对比见表8。
表8 罩式炉与TA炉去应力效果对比

设备板型硬度均匀性屈强比罩式炉主要靠冷拉矫改善板型,去应力后板型改善不明显均匀性差,内圈与外圈硬度偏差大0.80TA炉板型较好,在温度冷拉矫板型的基础上有较大改善前后硬度均匀,偏差小,在±20HV以内0.92
由表8可看出,TA炉相比罩式炉有较明显优势,在板型、硬度均匀性、屈强比等方面均有较大改善,去应力效果更好。
2.3 尺寸控制
轧机采用日本神户制钢公司的四柱式轧机,该轧机具有机架倾斜的特点,针对轧制原料为楔形材料,使整个板面受力均匀,减小两侧尺寸差,保证尺寸精度。
轧机测厚仪采用γ射线,测量精度为±0.005 mm,γ射线具有半衰期长、测量稳定的特点,能有效保证轧制精度[7]。
为保证产品精度,定期对γ射线进行校正,我公司质量部门制作尺寸规格为100 mm×100 mm 的SUS301试片,厚度为0.1 mm~0.6 mm,样片各点厚度精度控制在0.003 mm以内,用于校验轧制钢带实际精度控制情况,及时核对轧机测厚仪的精度,使轧制过程满足钢筘材料精度控制范围,经过多个批次的跟踪验证收到良好效果。
2.4 板型优化控制
2.4.1 轧机板型控制
四柱式轧机对于改善板型作用重大,板面横向受力均匀,避免了由于局部受力大造成的波浪问题。
工作辊径差控制在0.01 mm以内,避免由于径差大造成轧辊速度不同步,影响板型的问题。
通过不断探索与经验总结,得出采用大张力轧制工艺可改善板型质量,尤其是对高硬度产品具有较大的改善效果[8]。在轧制过程中第一道次入侧及出侧分别采用单位张力为196 N/mm2、294 N/mm2的轧制张力,后续道次轧制张力递增的轧制模式,使轧制板型得到较好控制。
2.4.2 拉矫板型控制
拉弯矫直设备改善板型的主要参数为压下量、倾斜量及延伸率。压下量的调整主要是改善纵向板型,倾斜量及延伸率的调整主要改善横向板型。拉矫后的板型质量要求纵向翘曲高度小于5 mm,横向板型浪高控制在1.5 mm以内,去应力后方能符合产品质量要求。
2.5 表面粗糙度的控制
在冷轧过程中需保证使用的轧辊表面粗糙度Ra值约为0.1 μm,我公司采用抛光辊轧制,保证了钢带表面粗糙度。
3 结论
筘片用不锈钢带性能、尺寸及板型要求很高,其质量保证贯穿于各制造环节,只有将各个环节管控好,才能保证产品质量符合技术条件以及使用要求。我公司轧制的精密筘片用不锈钢带的尺寸控制精度高,实际误差可控制在0~0.005 mm,体现了二十辊轧机保证精度的先进性和板型控制的稳定性;TA连续张力回火工艺不仅保证了钢带内应力的均匀性,而且盐雾试验显示材料的耐腐蚀性能优良,其硬度、屈服强度、抗拉强度、延伸率等机械性能符合技术要求。通过对筘片的工艺质量控制,积累了实现精密轧制的经验,提升了筘片用不锈钢带的生产质量管控水平。
[1] GB/T 3280—2015,不锈钢冷轧钢板和钢带[S].
[2] GB/T 20878—2007,不锈和耐热钢牌号及化学成分[S].
[3] JIS G 4305—2005,不锈钢冷轧钢板及钢带[S].
[4] JIS G 4313—2011,弹簧用冷轧不锈钢带[S].
[5] 潘纯久.二十辊轧机及高精度冷轧钢带生产[M].北京:冶金工业出版社,2003.
[6] 李成.不锈钢实用手册[M].北京:中国科学技术出版社,2003.
[7] 宿登峰,孙慎刚,袁彬.冷轧喷气钢筘用不锈钢带的质量控制[J].科技创新导报,2015(30):104-106.
[8] 丁建刚,胡保全,高小芬.冷轧不锈钢生产过程质量控制[J].轧钢,2001,18(4):43-46.
Quality Control of the Stainless Steel Strip for Reed Fabrication on Air-jet Loom
SU Dengfeng,XUE Ting
(Shandong Energy Heavy Industry Group Qianyuan Stainless Steel Manufacturing Co.,Ltd.,Xintai 271222,China)
To ensure quality of the stainless steel strip for reed fabrication on the air-jet loom for further demand of the quality requirements of the high-end domestic textile enterprises on quality requirements of air-jet loom,analysis is done to the tech-requirements including hardness,thickness,mechanical properties,shape,warpage and surface roughness in terms of technical requirements for stainless steel strip for reed fabrication and quality control requirements.Highlight is given to the raw material compositions of the steel strip,yield strength,tensile strength,elongation rate and Vickers hardness and other mechanical properties and optimization.It is pointed out that stress removal of the strip mainly depends on the tension of tempering equipment(TA);size control using tetrastyle twenty-roller mill equipped with a gamma ray measurement instrument.The high tension rolling mill uses rolling process of plate shape control.Stainless steel strip with good quality control ensures the steel strip plate with excellent mechanical properties,high precision,and stability for textile reed fabrication.
reed;stainless steel strip;technical requirements;quality control;shape;accuracy;mechanical properties
2016-09-10
宿登峰(1968—),男,山东宁阳人,高级工程师,主要从事精密不锈钢带的生产与研究。
TS103.82+4
B
1001-9634(2017)01-0027-03
