电刷与电机装配位置的分析与检测
2017-02-27李孝忠
李孝忠
( 浙江亚特电器有限公司,浙江 嘉兴 314009 )
电刷与电机装配位置的分析与检测
李孝忠
( 浙江亚特电器有限公司,浙江 嘉兴 314009 )
针对电动工具电刷与电机之间装配位置所见问题,简述电刷、刷架、电机间的位置关系。从电刷与换向器的轴向、切向、径高三个方向,举例介绍一种实用的检测方法,为电刷与电机间装配位置的调整提供了技术参考。
电动工具;电机;电刷;换向器;检测
0 引言
电机是电动工具的核心部件,大多通过电刷与换向器的滑动接触实现电流的导入导出。
在实际生产制造过程中,电刷与电机之间的装配位置不正确现象屡有发生,由此带来的直接后果是损坏电刷和电机,继而降低工具的使用寿命。本文以对开式机壳结构的串励电机为例,介绍一种电刷与电机装配位置的检测方法,为电刷与电机间装配位置的调整提供技术参考。
1 概述
电刷的材质较脆,往往需要被稳固在刷架的刷盒中使用。电刷在刷盒内不仅需要上下自由移动,在弹簧的压力下,还需在不断磨损的同时与换向器持续保持紧密接触。
对电机而言,刷架和电刷都是极其重要的部件,不管电刷的特性多么好,如果刷架不合适,电刷不仅不能充分发挥它的优良特性,而且会给电机本身的性能和寿命带来较大的负面影响。电刷架的结构必须牢固,保持电刷稳定期间还需减小除了受弹簧压力外的其他力对电刷的影响;另外,电刷架的结构还应便于进行电刷的检查或更换。
在电动工具产品中,需要调整电刷与电机间的装配位置时,可通过调整电刷架装配位置来实现。
2 分析
图1为某对开式机壳的电刷与电机之间装配结构,图2为电刷与换向器间的位置方向。图1中,左机壳的刷架定位筋牢牢控制住了上刷架、下刷架相对于换向器在轴向、径向的定位和切向的其中一个方向定位,垂直于左机壳分型面的另一个切向方向被右机壳的刷架定位筋(图中未显示)压配定位;电刷安放在刷盒中,在弹簧的压力下,始终与换向器紧密接触。

图1 某对开式机壳的电刷与电机间装配结构

图2 电刷与换向器间的位置方向
1)电刷在换向器的轴向位置
在换向器的轴向位置,靠近转子后轴承一侧,电刷端面一般会向换向器端面的内侧伸入一段距离。如果电刷端面伸至换向器端面外侧,仅部分截面与换向器的圆表面接触,电刷的电流密度增加,电刷和换向片间的火花增大;增大的电刷火花迅速损坏换向片在端面与圆弧面的相交部分,进一步增大电刷火花,加速电刷磨损,缩短了电刷使用寿命。
与换向器圆表面没有接触到的电刷截面部分,随着电刷在刷盒中的不断磨损、跳动,因与电刷主体连接太少而掉落,掉落的电刷颗粒或可损伤换向器表面或电机绕组,造成电机损坏。反之,电刷端面距离换向器端面内侧太多,则与电刷接触的换向器外圆表面有必要加宽,由此增加了换向器的制造成本。如果与电刷接触的换向器外圆表面欠宽,朝向换向器挂线钩方向的电刷端面,可能触及换向器绕线挂钩附近的未加工面,产生较大火花,引起换向器绕线挂钩点焊处过热,继而造成绕组短路或断路损坏。
如上,在转子后轴承一侧的电刷端面,建议距离换向器铜排端面内侧0.8mm~1.0mm较为适合。
2)电刷在换向器的切向位置
在换向器的切向位置,电刷中心应处在电机的几何中心线上,以预防运行时电机绕组因电抗电势作用在电刷和换向片间产生较大火花甚至环火现象,保护电刷和换向器不被烧毁。
检测机壳(尤其是筒式机壳)上的电刷架时,通常采用通规贯穿上、下电刷架,查看通规在电机的上、下电刷架内活动顺畅情况来确定电刷架的垂直度和位置度,从而判定电刷是否处在电机的几何中心线的位置上。
该方法精确度欠佳,原因在于上、下电刷架间的垂直度和位置度与电机的中心线之间没有直接关系。即使上、下电刷架的中心恰好处在电机的几何中心线上,电刷的中心也并不完全处在电机的几何中心线上。电刷与电刷架的内腔间应留有一定的间隙,以确保电刷在不断磨损的过程中,能在弹簧的压力下与换向器持续保持紧密接触。当电机旋转时,随着电刷与换向器的摩擦,电刷在换向器的切线方向靠在电刷架的侧面,所以电刷的中心并不完全在电机的几何中心线重合。电刷越短,电刷中心相对电机几何中心线的偏移量越多。
3)电刷在换向器的径向位置
在换向器的径向位置,电刷截面与换向器的外圆面始终紧密接触,所要考虑的是电刷在刷盒下的露出部分,即刷盒下端边缘与换向器表面的间隙,建议取2.0mm即可。太大则电刷易因颠动而破碎,太小则刷架易碰擦,电刷与换向器接触表面间的热量不易散开,进而融化、损坏刷架。另外,电刷受热后易膨胀,电刷粉末易在刷盒口堆积,一旦堵塞刷盒口,电刷即被卡在刷盒中,损伤电刷与换向器的接触面导致工具断路。
上、下电刷架相对独立装配在机壳中,电刷架在换向器的径向方向上,存在上、下刷盒的下端边缘至换向器轴线间距离不相等的装配偏差。该偏差值大,上、下刷盒内的电刷弹簧对电刷的弹性压力差值相应增大,从而造成上、下电刷架内的电刷磨损不一致。
3 检测准备
在左、右机壳的转子前、后轴承档位处,确定左、右机壳定位筋形成的圆孔直径与转子前、后轴承外圈为过盈配合。
取一套完整的新机壳,去除一部分轴承定位筋,保留能检测轴承定位筋尺寸及正确安放轴承的部分,在转子前、后轴承的定位筋位,分别放入对应轴承外圈的轴承,合上机壳,锁紧机壳螺钉,确定轴承外圈与对应机壳定位筋为过盈配合。
确定左机壳的刷架定位筋符合设计要求。如图3所示,采用卡尺检测图3中左机壳的上、下电刷架定位筋尺寸A、B、C、D,确定符合设计要求(注意:B、D要求固定电刷架前、后端的机壳定位筋符合设计尺寸要求)。检查刷架其他定位筋,确认无“大飞边”等缺陷影响电刷架的正确装配。
确定装配入机壳中的电刷架被紧固。电刷架在机壳中产生松动会影响电刷架在机壳中的位置判断,导致电刷在工作中火花增大。预先在右机壳靠近电刷架的位置处开孔(注意尽量少的损伤到定位、压紧电刷架的筋),孔的大小以确保用手或其他工具可触碰到电刷架为宜。将上、下刷架装配入左机壳中,合上右机壳,锁紧螺钉。用手或其他工具触碰到电刷架,分别向电刷架的各个方向施加一定的力,确保紧固效果。

图3 左机壳的刷架定位筋
4 检测过程
4.1 轴向检测
将检测合格的电机、电刷、刷架等料件,正确装入图1所示的左机壳内,合上右机壳,锁紧螺钉。启动电源,电机在机壳中空载运行一段时间,待电刷截面与换向器表面全部接触后打开机壳,发现在换向器表面留下与电刷的磨痕,用卡尺直接测量磨痕与换向器端面间的距离。
由于上、下电刷架相对独立装配在机壳中,存在两电刷架中心线在换向器的轴向上相对错位问题。
相同时间内互相错位的两个电刷,在与换向器表面的摩擦过程中,单个电刷截面与换向器表面之间产生的磨痕浅于两个电刷截面同时与换向器表面之间产生的磨痕。分别测量深、浅磨痕与换向器端面间的距离,计算出差值,即可得到上、下刷架在换向器轴向错位尺寸。
4.2 切向检测
在电刷与换向器的轴向位置检测中,我们老化了电刷。此时可将电刷从刷盒中取出,察看电刷与换向器表面摩擦配合的弧形截面,确认电刷截面全部与换向器表面接触后,用卡尺分别测量电刷弧形截面的上、下端面长度,见图4。
图4中,如M≠N,表明电刷不在电机的几何中心线上,需在换向器的切向方向测算出电刷中心的偏移量,并调整电刷架位置至M=N或M、N之间的差值处于允许的偏差范围内为止。

图4 下电刷截面中心相对换向器中心的偏移量
假定图4所示电刷为机壳中下电刷架的电刷,电刷的换向器切向尺寸为5mm,与电刷配合的换向器外径为24mm,经测量电刷上端面M为14.7mm,电刷下端面N为15mm。可利用二维软件画出如图3所示的电刷截面二维图形,后以电刷的上、下端面与弧形截面间的交点a、b为圆心,以12mm(换向器直径的一半)为半径分别画圆,圆交点为O,则O点即是换向器相对于电刷截面的实际所处中心,测量电刷中心线至圆心O的距离为0.703mm。
换向器圆心O作固定值可得出,电刷在换向器的切向方向上,电刷中心相对于换向器中心下偏了0.703mm,即电刷架中心相对于换向器中心,需向上偏移0.703mm。同理,也可得出机壳的上电刷架中心相对于换向器中心的偏移量。
对于可正反转的电机,仅能保证电刷架处在电机的几何中心线上,具体操作方法可参照上法。仍以机壳中的下电刷架内的电刷为例,先使电机正转一段时间,取下电刷,确认电刷弧面与换向器外圆表面全部接触,测量并计算出电刷架中心相对于换向器中心的偏心量;将电刷再次装入下刷架,使电机反转一段时间,确认电刷弧面与换向器的外圆表面全部接触,测量并计算出电刷架中心相对换向器中心的偏心量;将两个偏心量相减,结果为零或差值处于允许的偏差范围内,则表明电刷架基本处在电机的几何中心线上了。同理,也可保证机壳的上电刷架处在电机的几何中心线上。
4.3 径向检测
从上述分析可知,电刷相对于换向器径向位置的检测,主要是针对刷盒下端边缘与换向器表面间隙的检测。在检测前,可预先准备一套模拟转子,模拟转子的前、后轴承档装配尺寸和实际转子保持一致,轴承型号与实际转子的前、后轴承相同,模拟转子在换向器位置处的轴径略大于转子后轴承的内孔。
模拟转子的前、后轴承档上装配轴承,在模拟转子换向器位置轴向画出标记线。尽量减小机壳变形的情况下,在右机壳的换向器处挖孔洞,孔洞大小可依据量具能准确测量到刷盒的下端边缘,尽量靠近刷盒侧面边壁的位置,与模拟转子标记线之间的距离为止。开孔时尽量保留电刷架固定筋。
如图5所示,将装配前、后轴承的模拟转子组件,以及经上、下电刷架一并装配入左机壳中,合上右机壳,锁上螺钉。用量具(如卡尺)测量刷盒的下端边缘、尽量靠近侧面边壁位置,与模拟转子标记线处之间的距离,分别为图5中的E、F、G、H。
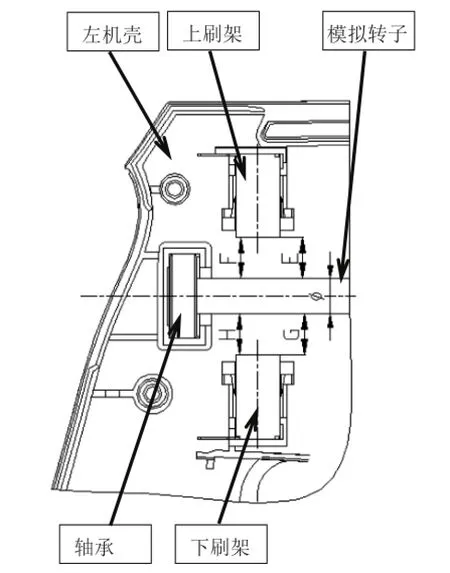
图5 机壳中电刷架与假转子标记线处间隙测量
理论上,E=F=G=H。实际中,同样是由于上、下电刷架,相对独立装配于机壳中的缘故,上、下电刷架在换向器的径向方向上存在着尺寸偏差,从而造成了E≠F≠G≠H。所以判定刷盒下端边缘与换向器表面的间隙,依据E、F、G、H处在理论上允许的范围内即可。
5 结语
对电刷与电机之间的装配位置进行检测是电动工具制造中较为繁琐的工艺过程,作为技术人员,不仅需要对电刷与电机间装配位置的重要性保持清醒的认识,更需要有足够的耐心,才能确保量产工具产品使用寿命的不断延伸。
[1]汪镇国.单向串励电动机的原理设计制造[M].上海:上海科学技术出版社,1991.
小知识
三线表的规范格式
三线表是科技论文普遍采用的一种表格形式。通常只有3条线,即顶线、底线和栏目线,“三线表”便以此得名。当然,三线表其实并不一定只有3条线,必要时可加辅助线,但无论加多少条辅助线,仍称为“三线表”。
1 表序与表题
表序即表格的序号。在论文中,表序按表格在文中出现的先后用“l”开始的阿拉伯数字连续编号,如“表l”、“表2”等。如果一篇论文中只有1个表格,则表序编为“表l”。
表题指表格的名称。表题应准确得体,简短精炼。要避免用泛指性的词语做表题,如“数据表”、“对比表”、“参量变化表”、“计算结果”等,这样使得一些标题缺乏专指性,不便于理解。
每个表格都必须有表序和表题,表序和表题之间留l个汉字的空格,其间不用任何点号。
2 项目栏
项目栏指表格顶线与栏目线之间的部分。项目栏中一般要放置多个“栏目”,每个栏目反映了该栏信息的特征和属性。
3 表身
三线表内底线以上,栏目线以下的部分叫做表身,它容纳了表格内大部分或绝大部分信息,是表格的主体。书写表身时应注意以下问题:
①表身内的数字一般不带单位,百分数也不带百分号(%),应把单位符号和百分号等归并在栏目中。如果表格内全部栏目中的单位均相同,则可以把共同的单位标示在表格顶线上方的右端。
②表身中同一栏各行的数值一般应以个数位(或小数点)等符号为准上下对齐,而且有效位数应相等。
③相邻栏内的文字或数字相同,应重复写出,不可使用“同上”等字样或用其他符号代替。表身中的数据书写应规范。小数点前的“0”不能省略;小数点前或后每隔3位数都应3位分节。
④表身中无数字的栏,根据GB7713—87规定:“‘空白’代表未测或无此项,而‘-’或‘…’(注意‘-’应与阴性反应表示相区别)代表未发现,‘0’代表实测结果为零”。
Analysis and Tset of SssemblyPosition between Brush and Motor
Li Xiaozhong
(YAT Electrical Appliance co.,ltd., Jiaxing 314009, China)
Due to the incorrect position of the assembly position between the brush and the motor of the electric tool, the relationship between brush, brush holder and motor is described.From the three direction of axial, tangentialand radial height to brush and commutator, a detailed analysis of the assembly position between the motor and the brushis given. This paper provides technical reference for the adjustment of the assembly position between the brush and the motor by introducing a testing method of it.
Electric tools; Motor, Brush; Commutator; Test
TM205
A
1674-2796(2017)01-0005-05
2016-11-07
李孝忠(1974—),男,大学专科,工程师,主要从事电动工具产品研发及技术工作。
