海洋钢结构用TMCP钢焊缝的超声波检测
2017-02-09马海滨张富春贾刘仁
杨 光,王 猛,马海滨,张富春,贾刘仁
(海洋石油工程股份有限公司,天津300452)
海洋钢结构用TMCP钢焊缝的超声波检测
杨 光,王 猛,马海滨,张富春,贾刘仁
(海洋石油工程股份有限公司,天津300452)
TMCP(热机械控制工艺)钢在轧制过程中,TMCP工艺对材料晶粒会造成影响,导致钢材声学性能发生变化。介绍了TMCP钢对焊缝超声波检测造成的影响,并通过制作TMCP钢超声波对比试块、校准超声波设备和现场应用三个方面来解决TMCP钢对焊缝超声波检测造成的影响,达到对焊缝缺陷的准确检测。
TMCP钢;TMCP对比试块;声速和折射角修正
TMCP(Thermo Mechanical Control Process,热机械控制工艺)就是在热轧过程中,在控制加热温度、轧制温度和压下量的基础上,再实施空冷或控制冷却的技术。TMCP工艺是当今高性能钢材的主要生产手段,是提高钢的强度和韧性的一种控制工艺技术。中国海洋石油资源的开发逐渐向深海域推移,由于环境更加严酷,在海洋钢结构建造中对钢材的屈服强度和韧性要求更高,并且要求对大厚度钢板进行CTOD(裂纹尖端张开位移)试验[1]。笔者通过制作TMCP钢超声波对比试块、校准超声波设备和现场应用三个方面对TMCP钢焊缝进行准确检测。
1 TMCP工艺对超声波检测的影响
由于TMCP钢在轧制过程中,钢板晶粒在轧制方向上呈长条状,从而导致TCMP钢呈各向异性,同时晶粒的细化也会对钢材声学性能造成很大影响。根据API RP 2X标准Recommended Practice for Ultrasonic and Magnetic Examination of Offshore Structural Fabrication and Guidelines for Qualification of Technicians,通过使用标准试块IIW (参见API RP 2X中第7.3.5.2节),对45°,60°,70°三个超声波探头的前沿距离、折射角度及系统声程进行了校准。使用校准后的超声波检测系统,对预埋在TMCP钢板中的圆通孔深度进行检测试验,实际孔深为18.8,30,60 mm,检测结果及偏差如表1所示。根据圆通孔反射的最大回波和探头位置测定探头实际折射角度,并和根据标准试块IIW测定的折射角度进行对比,斜探头折射角在TMCP钢中的实际角度及偏差如表2所示。表中L表示TMCP钢轧制方向,T表示垂直于TMCP钢轧制方向。
根据以上试验结果发现,对预埋缺陷的深度定位时,如果不对TMCP钢进行专门校准,最大偏差可达16%,斜探头横波折射角最大偏差可达3.6%,两项误差远超正常偏差允许范围,如果不对超声波设备进行专门调节,会极大地影响现场超声波检测精度,造成漏检、错检。
总体来说,TMCP工艺对钢材声学性能的影响主要表现在:①轧制方向L和垂直于轧制方向T的材料声学性能显著不同;②超声波在TMCP钢材中的声速发生变化;③ 超声波斜探头折射角度在TMCP钢材中发生变化。

表1 使用试块IIW校准后超声波系统对TMCP钢缺陷深度的检测结果及偏差

表2 斜探头折射角在TMCP钢中的实际角度及偏差
2 TMCP钢对超声波检测影响的修正
2.1 TMCP对比试块制作
根据上述试验,由普通碳钢调试校准的超声检测系统无法对TMCP钢进行有效检测。为了准确地进行现场检测,必须使用TMCP钢材制作试块对超声检测系统进行校准。依据TMCP轧制原理,以及现场实际钢板的切割及使用方向,TMCP钢对比试块需要制作轧制方向L和垂直于轧制方向T两种规格。对于实际钢板各种厚度,均需对现场钢板进行L和T方向切割。切割前根据API 2W《美国石油协会海洋结构用热机械控轧钢板标准》要求对切割区域进行纵波直探头检测,以确保母材没有夹层类缺陷。
针对工程项目中超声波验收标准大多使用API RP 2X A级标准,试块制作依据API RP 2X第7.10.1节的推荐要求进行设计。TMCP试块设计如图1所示,图中T为厚度。

图1 TMCP对比试块设计示意
2.2 超声波设备校准
超声波设备校准的核心内容就是确定探头的前沿距离、折射角度、被测材料中的横波声速。通过确定以上参数就可以利用超声波设备准确地对现场钢结构进行检验。
(1)探头前沿距离的确定
由于探头前沿距离只涉及到最高反射波的确定,所以依然可以使用试块IIW进行测定。在IIW试块上找到最高反射波,根据试块圆弧面半径和探头位置进行读数即可获得探头前沿距离。
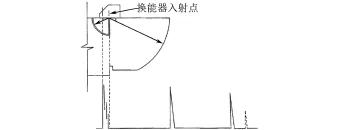
图2 探头前沿距离的确定示意
(2)探头折射角的确定
使用同规格同角度的两个探头,前沿分别为L1和L2,在制作好的厚度为T的TMCP对比试块上找到一次底波的最高回波,记录探头之间的水平距离L0,探头发射-接收声程示意如图3所示[2]。
根据几何关系可以得出探头折射角公式:


图3 探头发射-接收声程示意
或者可以通过单探头对TMCP对比试块中孔深为T′的φ1.6 mm的孔进行检测,找到最高波后记录探头前沿′L1和探头到孔的水平距离′L0,探头检测圆通孔声程示意如图4所示。

图4 探头检测圆通孔声程示意
根据几何关系可以得出:

(3)TMCP钢中的横波声速的确定
首先根据试块IIW测得探头在普通碳钢中的折射角β0和声速Cs0,根据折射定律:

可以得出TMCP钢中的横波声速:

(4)DAC曲线的制作
将探头前沿距离、探头折射角度和在TMCP钢中的横波声速输入到超声波检测仪中,使用制作好的TMCP对比试块,根据API RP 2X标准第7.9.3节进行DAC曲线的制作。
2.3 修正测试试验
根据2.2节中的校准方法通过TMCP对比试块对章节1.1中的45°,60°,70°三个超声波探头的前沿距离、折射角度及系统声程进行校准,并再次对预埋在TMCP钢板中的圆通孔深度进行检测。使用TMCP对比试块校准后的超声波系统对缺陷深度检测结果及偏差如表3所示。从结果看出深度偏差由最大16%降至2.7%,平均深度偏差由1.8 mm降至0.4 mm,满足现场实际检测精度要求。
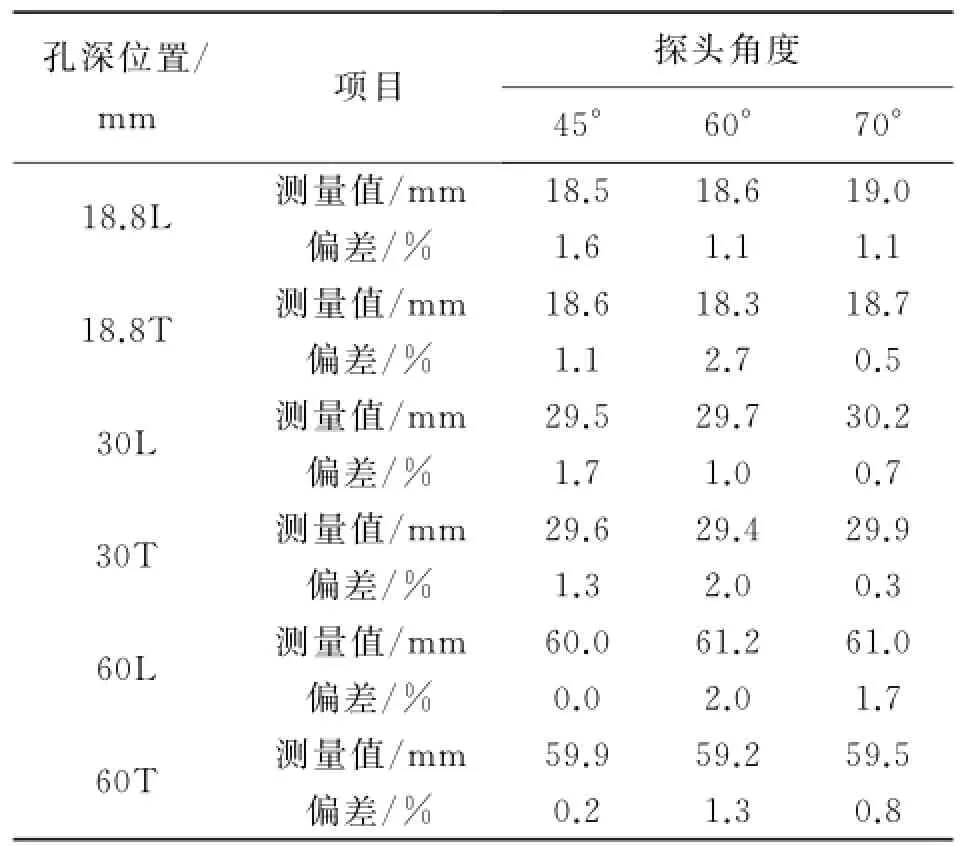
表3 使用TMCP对比试块校准后的超声波系统对缺陷深度检测结果及偏差
2.4 现场应用
在调试好仪器进行现场应用时,需要注意对现场焊缝的方向性进行判断,以免使用错误的DAC曲线进行检测。判断的方法为:使用两个同规格同角度探头一发一收跨焊道和平行于焊道进行两次测试,找到一次底波的最高回波,确定探头间距,探头间距较长的方向为TMCP轧制方向,探头间距较短的方向为垂直于TMCP轧制方向,最后找到预先调试好的同方向DAC通道进行超声波检测;或者也可以简单通过分别使用L与T两个方向的DAC通道对端部进行板厚检测,根据显示的板厚结果确定轧制方向。
3 结语
介绍了TMCP钢对超声波检测造成的影响,以及如何制作TMCP对比试块和调试超声波设备。根据现场经验对实际操作时容易出现的问题进行了分析解答。对广泛应用于海洋钢结构中的TMCP钢进行超声检测时,需要在检测前进行系统调试才能使检测结果真实准确,从而保障工程的焊接质量。
[1] 宋立新,石继程,田建锋.浅谈TMCP钢在近海工程中的应用[J].中国造船,2010(2):292-296.
[2] 尹润朋,王贺.TMCP钢中声速与折射角的修正[J].无损检测,2012,34(8):44-46.
Ultrasonic Testing for TMCP Steel Weld in Offshore Steel Structure
YANG Guang,WANG Meng,MA Hai-bin,ZHANG Fu-chun,JIA Liu-ren
(Offshore Oil Engineering Co.,Ltd.,Tianjin 300452,China)
TMCP steel is widely used in offshore steel structures at present as its well strength and toughness.The acoustic property of TMCP steel is changed because of the grain size variation during the rolling process.This article introduces the influence to ultrasonic testing by TMCP technology,and also suggests the solution to amend the influence to achieve the accurate inspection for weld seam.The solution is based on the three ways,such as making the TMCP reference block,the calibration of ultrasonic equipment and adjusting in field application.
TMCP steel;TMCP reference block;Correction of sound velocity and refraction angle
TG115.28
:A
:1000-6656(2017)01-0032-03
10.11973/wsjc201701008
2016-04-22
杨 光(1983-),男,硕士,工程师,主要从事海洋石油工程无损检测工作。
杨 光,E-mail:yangguang3@mail.cooec.com.cn。
