FCB法拼板补偿量计算研究
2017-02-07许仁堂柳存根
许仁堂, 柳存根
(1.上海外高桥造船有限公司,上海 200137;2.上海交通大学,上海 200240)
0 引 言
作为现代船舶建造的关键技术之一,船舶精度控制以船体建造精度标准为基本原则,通过先进的科学管理方法对船体建造各个阶段的尺寸精度进行分析与控制,减少由于精度误差带来的作业调整,降低船厂的人力、物力消耗,提高劳动效率。补偿量全面取代余量,实施无余量造船是船舶建造精度技术取得飞跃发展的重要标志。补偿量加放的准确度,很大程度取决于对焊接变形预测的准确性。以焊剂铜垫(Fluxe Cuprum Behind,FCB)法拼板为例,利用多元线性回归方法对FCB法拼板进行回归分析,得出回归方程。同时,建立BP神经网络预测模型,得出焊接收缩预测值与期望值的差值图。比较2种方法的误差,选出较为精确的预测方法,得出在固定焊接参数下不同板厚FCB拼板补偿量的加放标准。
1 FCB法拼板焊接收缩计算模型
FCB是一种单面焊接双面成型的高效焊接方法,与传统的焊接方法相比,减少了拼板翻身的工序。由于其焊接效率高及质量稳定的特点,目前大多船厂的平直分段拼板缝均采用FCB法焊接。
按照WPS焊接工艺,焊接工艺参数为焊材YDL-Φ6.4,焊剂NSH-50M/NSH-1RM,电压范围为33~45 V,电流范围为1 050~1 180 A,焊接速度为460~540 mm/min。
建立FCB焊接收缩模型(见图1),在实际生产中,选取4个自变量分别为板厚t,电压U,电流I,焊接速度υ,因变量为焊接收缩Δl。共采集117组数据,其中110组为样本数据,7组为测试数据。分别采用回归分析方法及BP神经网络进行计算。
2 多元线性回归法对焊接变形的预测
利用实测的FCB法焊接收缩数据,对焊接变形多元线性进行回归分析。自变量分别为板厚t,电压U,电流I,焊接速度υ,因变量为焊接收缩Δl。利用excel数据处理工具,进行线性回归分析。
线性回归的方程为
Δl=2.670 1-0.103 7t+0.080 2U+0.003 71I-0.006 1v
(1)
对线性回归方程进行检验及方差分析(见表1)。由表1可知,计算值F=481,显然F≫F0.95(4,114),因此拒绝β1=β2=β3=β4=β5=0,说明多元线性回归模型正确。由回归统计表和方差分析表可知,R≈0.973,P{F>F0.95(4,114)}≈1.099×10-68,说明多元线性回归是合理的,可用来预测FCB法拼板的焊接收缩变形,求出拼板的补偿量。

表1 方差分析表
3 BP神经网络预测焊接变形
BP神经网络又称为反向传播神经网络,是一种多层前馈网络。其主要特点是信息正向传播,误差反向传递。在信息向前传递的过程中,从输入层到隐含层再到输出层,如果输出层得不到期望输出,则转入反向传播,通过不断地调整权值和阈值,使得输出层不断逼近期望输出。
在船舶焊接领域,由于焊接变形是多物理场耦合的过程,具有非线性及时变性等特点,用物理计算法将耗费大量时间,且精度不高。由于BP神经网络的自主学习能力和自动组织能力,擅长处理隐藏在数据背后的非线性的映射逼近问题,可用BP神经网络较为精确地预测焊接变形和焊接输入参数间的复杂关系,计算出补偿量。

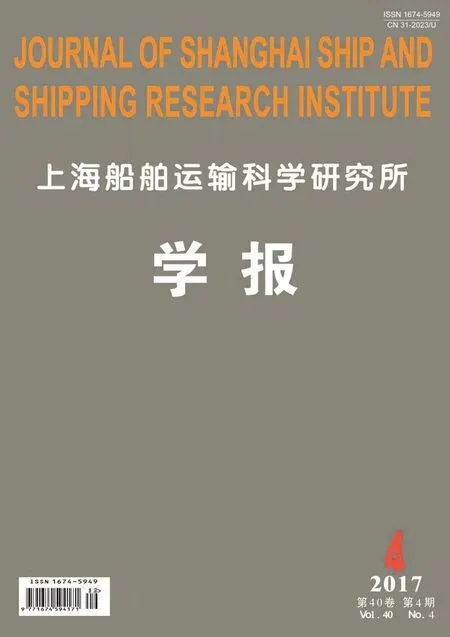
表2 不同隐含节点数的输出误差对比表 %
由表2可知,当隐含层节点数为11时,预测相对误差最小为2.39%。因此,选取隐含层节点数l=11。
选取3层4×11×1的BP神经网络(见图2),收集117组焊接收缩数据,其中110组为学习数据,7组为测试数据。
对数据进行归一化处理,选用tansig传递函数,trainrp为网络训练函数,设置训练精度目标10-3mm,编制MATLAB程序,输出预测值和望值对比图和误差收敛图(见图3和图4)。
4 两种预测焊接变形方法的误差对比
BP神经网络预测误差与多元线性回归分析预测误差对比见表3。

表3 BP预测与回归预测误差对比表
由表3可知,BP神经网络预测平均相对误差2.39%,回归分析平均误差误差5.00%,BP神经网络较回归分析预测误差要小,在实际焊接收缩预测中具有较高的参考价值。
利用BP神经网络来预测在固定焊接参数下,不同板厚的焊接收缩,从而计算出补偿量。设固定焊接参数中电压U=40 V,电流I=1 100 A,焊接速度υ=500 mm/min,通过输入实测数据,编制MATLAB程序,BP预测结果(见表4)。焊接收缩预测值可用做不同板厚的FCB法拼板的补偿量标准。

表4 不同板厚的焊接收缩预测 mm
5 结 语
BP神经网络在预测FCB拼板焊接收缩精度较高,误差较小,可应用在船体精度控制补偿量分析计算中。
[1] 黄树煌.某散货船建造补偿量研究[D].厦门:集美大学,2012.
[2] 田丰增.全船补偿量计算及焊接变形预测[D].大连:大连理工大学,2005.
[3] 吴信保,杨念记,方长海.FCB法焊接在我国船舶领域的应用[J].金属加工(热加工),2012(6):67-68.
[4] 郭荣奎,秦耀良,唐建琼.船体建造精度控制技术研究[J].江苏船舶,2008,25(2):41.
[5] 胡日强.船体建造精度控制关键技术研究[D].大连:大连理工大学,2007.