冷轧板氧化铁皮成因分析和控制措施
2017-01-24刘大滔杨利斌庞二帅董妮妮
刘大滔 杨利斌 庞二帅 董妮妮
摘 要:冷轧带钢的表面质量是衡量现代钢铁企业过程稳定控制能力的重要标准,从冷轧生产中困扰产品质量的氧化铁皮缺陷出发,结合生产中出现的氧化铁皮残留缺陷形态与生产时的工艺装备情况,从原料状况、工艺制度情况、氧化铁皮微观及结构分析等方面对酸洗后带钢头尾出现的大面积氧化铁皮残留(头尾黑斑)、连退板出现的点坑状与柳叶状氧化铁皮的进行了分析,剖析了困绕产品表面质量的三类氧化铁皮的成因,并提出解决措施。
关键词:黑斑;氧化铁皮;除鳞;拉矫;夹杂
DOI:10.16640/j.cnki.37-1222/t.2017.01.036
1 前言
随着我国冷轧薄板市场日趋激烈的竞争,广大客户对冷轧板的表面级别也提出了更高的要求。具有相应外板生产产能又能使表面质量得到稳定控制成为新形势下冷轧薄板厂的奋斗目标。而冷轧带钢表面的氧化铁皮压入、氧化铁皮酸洗不净等缺陷成为影响冷轧板表面质量的一大主要原因[1]。本文从分析困扰京唐钢铁冷轧厂氧化铁皮成因入手,针对性地提出了进行工艺改进使冷轧板表面质量得到改善的对策。
2 常见的冷轧氧化铁皮残留成因分析
通常情况下,冷轧氧化铁皮残留主要有头尾黑斑、点坑状氧化以及柳叶状铁皮氧化三种形式,先分别进行阐述:
2.1 头尾黑斑
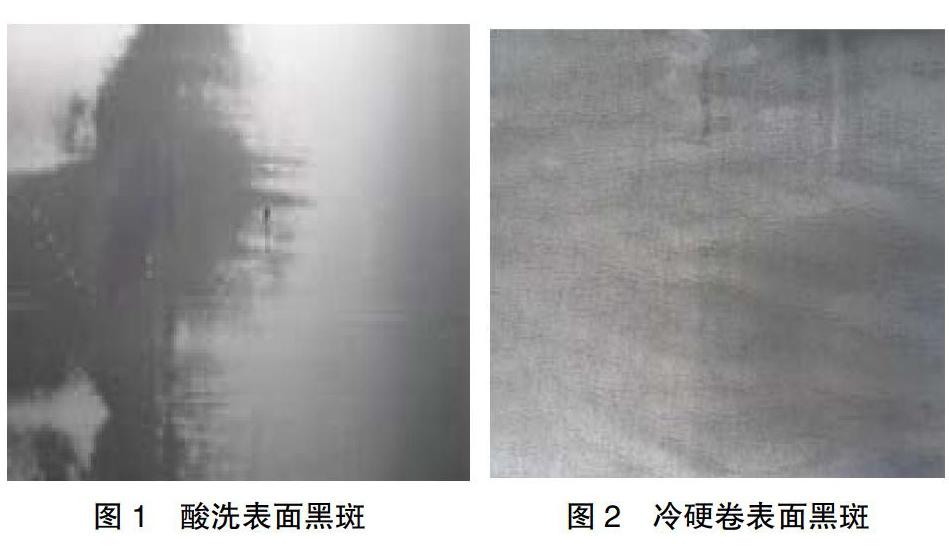
经酸洗后的低碳铝镇静钢热轧卷醉意出现头尾黑斑,一般大量出现在带钢焊缝头尾约20米范围内,不均匀地分布在冷轧板的四分之一至四分之三范围内,如图1所示。冷轧后的氧化铁皮残留现象呈现为如图2所示的抬头纹状。
针对出现的头尾黑斑,技术人员深入分析了它的产生是否与带钢原料的厚度有关,经统计发现:出现头尾黑斑的带钢通常为热轧厚度在2.0mm或来料厚度大于等于5.0mm的规格。针对这一现象,重点跟踪了厚度规格2.0mm冷轧原料,发现这些来料头尾有比较严重的中浪现象。经测量,浪形均值是原料标准要求的3倍,高达150IU。正是由于中浪的存在,导致在酸轧过程中不能完全切除头尾,使轧板头尾中间区域的拉矫破鳞效果受到严重影响;厚规格冷轧原料能够满足基本的来料要求,但是它的拉矫延伸率可从0.5%提到0.7%,工作辊啮合量可以提高30%,这两个参数都具有较大的提升空间。
经过热轧调整CVC辊型,改善热轧带钢穿带与甩尾过程头尾板形,[2] 那么,如何使头尾黑斑现象得到改善呢?笔者认为,通过优化酸轧拉矫机参数,重新设定焊缝位置恒延伸率,再进一步改进酸洗工艺,能够较好地解决头尾黑斑缺陷问题,并且在一定程度上能够有效避免因头尾黑斑存在出现的炉辊结瘤陷的缺陷。
2.2 点坑状氧化铁皮
IF钢最容易出现点坑状氧化铁皮缺陷,此种缺陷以点状、坑状无规律地分布在带钢的上、下表面上,故称作点坑状氧化铁皮缺陷。经对缺陷部位的微观和能谱分析,发现其由疏松状氧化铁皮压入形成,并含有一定量的钠、镁、铝、钙等物质的残留,坑底以平滑态呈现,周围未发现任何异常。经对点坑状表面进行能谱分析,发现其残留物质为氧化铁皮颗粒,并不含有Cr元素,这完全可以说明精轧过程中轧辊氧化膜脱落并不会导致这一缺陷的出现。氧化铁皮压入时存在的钠、镁、铝、钙等物质残留也能够说明是一次氧化铁皮压入,这种工艺出来的铁皮材质硬、脆,塑性不足,延伸性差,正因为此,经过轧制工艺,铁皮才会轧破为一个个的小颗粒,整个基体被挤压后出现具有一定方向性的凹坑,与带钢上氧化铁皮形貌达到基本吻合;一次氧化铁皮形成与加热炉温度、空燃比、在炉时间,这些因素增加时,将增加初生氧化铁皮与钢基体的结合力,增加粗轧除鳞的困难,同时除鳞的延迟也是影响因素之一。[3] 在实践中,需要我们对加热温度进行合理的设定,有效地控制炉内空燃比,合理掌握在炉时间,并注重对粗轧除鳞系统的有效维护,不断优化除鳞压力和除鳞模式,才可以有效避免一次氧化铁皮压入出现点坑状缺陷。
2.3 柳叶状氧化铁皮缺陷
通常,在带钢下表面四分之一至二分之一的位置容易以直线形式分布柳叶状氧化铁皮缺陷,这种柳叶状氧化铁皮缺陷沿轧制方向不规则出现,长短不一,呈柳叶状,因此得名。通过切样实验,经用超声波仪对样本清洗,利用扫描电镜对缺陷部位截面的微观形貌进行细致观察,发现缺陷截面以疏松形态存在。
3 控制冷轧板氧化铁皮的有效对策
一是针对头尾黑斑残留,由于它是残留在带钢头尾的Fe3O4,可以通过对热轧来料板型的改善,进一步优化拉矫机参数,改进酸洗工艺,带钢头、尾的破鳞效果及其酸洗能力得到改善来加以解决,实践证明是非常有效的。
二是针对点坑状氧化铁皮,由于压入过程中常伴有钠、镁、铝、钙等物质,会被轧破为一个个的小颗粒,故而出现点坑氧化缺陷,这需要我们在除磷上下功夫,避免使用热轧除磷,选用适合的除磷方法,加强对除磷系统的有效维护,合理掌握除磷时间,避免除磷延迟造成缺陷。同时,要对炉内空燃比、在炉时间等合理控制。
三是针对柳叶状氧化铁皮,要注重对除鳞系统的微调和精调,使它的喷嘴参数降低,从而改善柳叶状氧化铁皮缺陷。
参考文献:
[1]许秀飞.钢带连续涂镀和退火疑难对策[M].北京:化学工业出版社,2010:114-115.
[2]薛念福,李里,陈继林等.热轧带钢除磷技术研究[J].钢铁钒钛,2003,24(03):152-59.
[3]曹辉,沈柳平,张金旺,周明科.冷轧基板氧化铁皮压入缺陷控制措施[J].柳钢科技2013,(02):9-10.
作者信息:刘大滔(1981-),男,河北唐山人,硕士,工程师,主要研究方向:冷轧板产品开发与质量控制。
