浅议原型水槽造波机设备安装工程技术总结
2017-01-24高自宜
摘 要:中冶天工集团有限公司负责安装施工的原型水槽造波机是目前世界上尺度最大,造波能力最强的波浪试验水槽,能在试验水槽中造出不同波长和波高的波浪,模拟实际波浪对船舶或建筑等的影响,以测定各种技术数据,为相关设计提供依据。
关键词:原型水槽;造波机
中图分类号: P75 文献标识码: A 文章编号: 1673-1069(2016)35-56-2
0 引言
原型水槽造波机的水槽(整个水槽分为消波段、试验段、生波段、造波机段)尺寸长450m,宽5m,深8-12m,造波机能产生3.5m的波浪和20m3/s的水流,能进行1:5到1:1的大比尺模型试验。
造波机设备总重约334吨,主要包括:导轨底座及导轨、推波板框架及推波板、滑板及滑板支承、滑板座、横梁及支承、动力台架、动力系统、齿条组件、滑架等。
1 施工工艺顺序
施工准备→基础放线测量→基础检查验收→设备开箱→导轨底座安装、焊接→调整垫铁安装→导轨安装找正→滑板座及绞轴安装→滑架安装→横梁及支撑安装→动力系统及动力台架安装找正→齿轮传动调整→推波板框架及推波板安装→缓冲器安装→润滑及设备加油→设备试运行→工程验收
2 主要施工方法
2.1 基准点和中心线的设定
根据土建移交的中心线,同时对水槽远端的中心点进行修正。修正的目的是保证造波机的推波板垂直于水槽,避免造出来的波浪与水槽侧壁发生冲击产生衍生波。
用全站仪在水槽的两侧放设用于安装导轨基础座的中心线,用于导轨基础座的初步找正。
在造波机一侧导轨中心与水槽外壁之间设置找正导轨座测量的永久中心线,用于导轨座的找正。本中心线也是后期维护和检修导轨座的中心线,主要用来设置激光跟踪仪的中心线。
根据图纸上驱动装置的位置,在基础上放设出垂直于导轨的驱动中心线。同时应放设一条辅助中心线以便于以后动力台架就位后找正设备用。
2.2 导轨基础座安装找正
导轨基础座分两种形式,除每条导轨两端采用短导轨基础座外,中间部分的导轨基础座均相同。导轨基础座的重量为每个2吨。
导轨基础座采用与土建预埋钢板采用焊接的方式固定。底座就位前先测量预埋铁件的标高,根据标高确定底座下方垫铁的厚度。每组垫铁的数量不应多于5块。
导轨基础座就位标高找正后,将全站仪架设在导轨基础座端头的中心线上,使用钢尺初步找正并固定焊接。
导轨基础座的焊接量比较大,本工程采用二氧化碳气体保护焊的焊接方式进行焊接。焊丝采用1.2mm的H08A焊丝。2.3 导轨安装
导轨到货时已经在制造厂组装好后安装在导轨座上,导轨座是利用调整斜垫铁支撑,螺栓与导轨底座连接固定安装到导轨基础座上方,调整斜垫铁的位置和高度使斜垫铁的上平面到统一的设计标高。标高调整采用精密水准仪测量。
使用130吨汽车吊在作业半径22m(远端)的情况下将11吨重的导轨座吊装就位。
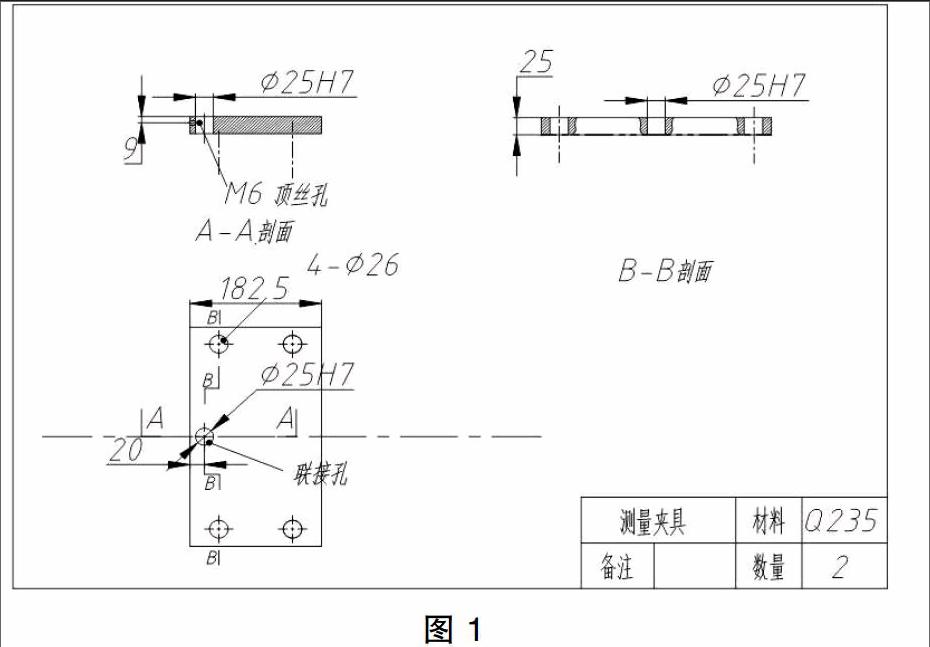
首先使用全站仪进行粗找正,为保证导轨的安装精度与实际使用情况相符,将全站仪的棱镜安装在导轨上的滑块上,推动滑块在导轨上行走,测量导轨的中心和标高。测量精度达到0.5mm以内。
因此需要加工一个全站仪棱镜用的专用工装,将这个工装安装在线型导轨的滑块上,在工装上安装全站仪反光棱镜。制作图如图1所示。
将高精度全站仪架设在永久中心线处,使用全站仪对位于导轨上的反光棱镜进行测量。在整个导轨上移动反光棱镜并进行测量。根据测量数据对两个导轨座进行粗找正。利用全站仪对两条线型导轨的中心进行调整。
粗调结束后利用激光跟踪仪对两条线型导轨的标高、中心、平行度进行精调。
由于是露天作业,同时现场四周土建施工同时进行,白天受大风、阳光照射、振动的外部环境的影响,对激光跟踪仪测量造成很大的干扰,造成测量数据不稳定,因此测量工作应在夜间进行。
2.4 推波板框架安装
推波板框架重量为22吨。由于推波板框架吊挂在滑架下方,因此在滑架吊装前应将推波框架安装在滑架下方,待滑架安装完毕后再将推波框架连接到滑架下。
由于推波框架上大下小,无法自主站立,需要预先准备12根9m长的200mm的工字钢作为吊架将推波框架临时吊挂起来。
在吊装根据现场布置,采用160吨汽车吊,在作业半径16m的情况下,通过制作的临时吊挂将推波板框架临时放置在水槽里,保证其能够安全直立在水槽中。
2.5 滑架安装
滑架和齿条组件重量为90吨,外形尺寸为19.8m×8.62m×1.64m。根据现场实际只能在水槽东侧进行吊装。
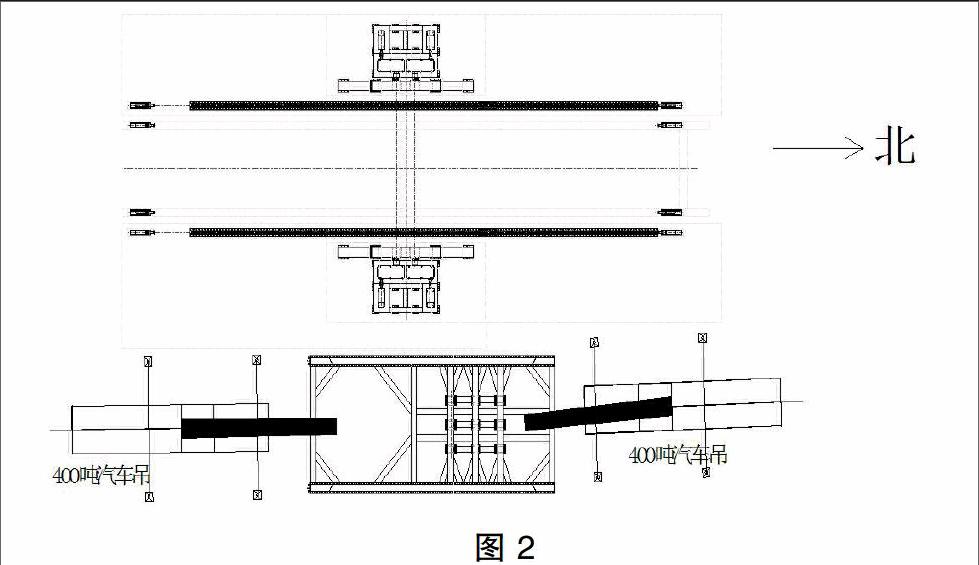
根据东侧平面位置,汽车吊作业半径为18m,经过测算采用2台400吨汽车吊抬吊进行安装。
计算公式:Qj=K1K2Q=1.1×1.1×90=108.9t
吊索和吊钩重量为5吨,吊装重量为114吨。
查400吨汽车吊起重性能表18m作业半径额定载荷为62吨,两台400吨汽车吊额定载荷为124吨,大于114吨,满足吊装要求。
由于场地狭小,吊装前应先将一台400吨汽车吊按照吊装位置停放好。待运输设备的车辆到达吊装位置后,另一台400吨汽车吊再进入现场。
吊装位置图如图2所示。
滑架安装就位后,检查调整滑架上齿条与线型导轨的平行度,满足0.5%且不大于0.5mm。
滑架调整完毕后将推波框架提升,与滑架连接在一起。连接前应测量推波框架的立面垂直度和相对于水槽的垂直度。
2.6 横梁安装
横梁的重量为26吨,采用160吨汽车吊,在作业半径16m的情况下进行吊装。吊装位置与吊装推波框架时相同。
对横梁下齿轮吊架组合与齿条啮合情况进行检查,调整齿轮吊架的位置以保证齿轮副啮合间隙。
2.7 动力单元安装
使用260吨汽车吊在半径26m吊装20吨重动力台架,先将动力台架按照图纸位置固定。根据安装完毕的齿轮组位置,调整减速机和电机位置。
减速机和电机的吊装可在动力框架吊装时一并吊装。
3 总结
在造波机设备的安装过程中,导轨的调整测量是施工重难点,其安装精度要求高,需要在每天相同时刻进行测量调整,尽量避免温度变化引起的热胀冷缩对导轨测量精度的影响。
由于部分设备外形尺寸大,重量重,在土建厂房施工时将造波机部分的厂房预先空出,待造波机的滑架、横梁等大型设备就位后再进行厂房封闭。
本工程临近海滨,露天作业时海风比较大,对焊接影响较大,需要搭设施工帐篷进行焊接减小风力对焊接的影响。
造波机设备吊装场地狭小,而其吊装半径大,吊装难度较大,需要制定相应的吊装专项措施以及安全措施。
参 考 文 献
[1] 高自宜.主动吸波式造波机造波原理研究[D].哈尔滨工程大学,2009.
