整体叶盘叶片加工技术研究
2017-01-23冯湛刘娜
冯湛++刘娜


[摘 要]本文详细介绍了整体叶盘的整体特征、优缺点以及在航空发动机上的应用情况,在分析国内外整体叶盘制造技术现状的基础上,通过分析比较现有加工技术,在给出最佳复合制造工艺方案的同时,综合分析了整体叶盘数控加工的关键技术,包括分析通道与划分加工区域、确定最佳刀轴方向与光顺处理、高效粗加工叶盘通道、开槽加工和精确加工叶型等。
[关键词]整体叶盘 航空发动机 数控加工 叶片型面
中图分类号:TG75 文献标识码:A 文章编号:1009-914X(2016)27-0015-03
引言
随着航空航天技术的发展,为满足发动机高速、高推比的要求,在新型中小发动机的设计中大量采用整体结构叶轮。整体叶轮是20世纪80年代中期出现的新型结构,它省去了连接用的榫头、榫槽,使叶轮具有结构紧凑、重量轻、比强度高等一系列优点,而且采用整体叶盘可以消除叶片与轮盘连接时气流在榫根和槽缝中的逸流损失,也可以避免由于叶片与轮盘装配不当或榫头腐蚀,特别是微动腐蚀、裂纹及锁片损坏带来的故障。因此,整体叶盘结构在新研制的高推比航空发动机上得到了推广应用。
但是整体叶盘也存在难以避免的缺点:(1)这类叶轮大多工作在高温、高压、高转速条件下,选用材料多为不锈钢、合金钢、耐热合金等难切削材料,再加上其为整体结构,有几十个甚至上百个复杂型面叶片,其加工一直是制造业中的难点。(2)在用榫头连接的结构中,可以更换单个损坏的或有缺陷的叶片,而整体叶片不能更换叶片,很有可能因为一个叶片损坏而报废整个整体叶盘。(3)由于高压压气机叶片短而薄,叶片离心力较小,轮缘径向厚度小,采用整体叶盘结构重量减小不显著。
1.国内外研究现状及典型应用实例
整体叶盘毛坯一般采用钛合金、高温合金等难加工材料,不允许有裂纹和缺陷,必须经过严格无损探伤检查;整体叶盘叶片薄、扭曲度大、叶展长、受力易变形,并且叶片间的通道深,开敞性很差,因此整体叶盘的制造和维修都特别困难,是国外严密封锁的核心技术。
国外整体叶盘制造采用的主要工艺有:精锻毛坯+精密数控加工;焊接毛坯+精密数控加工;高温合金整体精铸毛坯+热等静压处理等。由于数控加工具有快速反应和可靠性高的特点,美国GE和P.W公司、英国R.R等公司在研制整体叶盘时采用了五坐标数控加工技术。
整体叶盘的应用很广,具有代表性的有如下几个:(1)EJ200发动机是最先采用整体叶盘结构的发动机,它采用焊接方法将转子叶片和轮盘作成一体,整体叶盘材料为钛合金;(2)美国通用电气公司研制的F414发动机的第2、3级风扇也是采用焊接方法做成整体叶盘结构,材料为钛合金(Ti17),高压压气机前三级也是整体叶盘,毛坯为锻件,叶型采用电化学加工;(3)美国惠普公司研制的第四代战斗机的动力装置——F119发动机的六级轴流高压压气机都是整体叶盘,第1~2级为钛合金,第3~6级为粉末高温合金;
整体叶盘从整体毛坯到零件的制造过程中,材料切除率超过90%,综合技术难度非常大,集中反应了国际数控加工相关技术领域的最新技术和最高水平。
国内在整体叶轮叶盘相关软件和加工关键技术方面也进行了大量的研究。西北工业大学开发出了“叶轮类零件多坐标NC编程专业软件系统”,该系统集测量数据预处理、曲面建模、曲面消隐、刀位计算、刀位验证及后置处理于一体,已在20多种叶轮叶盘的研制与生产中应用。
2.最佳复合制造工艺分析
本文在充分分析整体叶盘的结构特点和制造工艺需求的基础上给出了一种最佳的整体叶盘复合制造工艺。从工艺流程上将整体叶盘的职责划分为近成形毛坯制造、精确成型加工以及表面检测与抛光等主要阶段。针对每个阶段,筛选出典型工艺方法及其使用条件,并根据叶盘制造过程不同阶段的特点,特别是叶片的复杂程度,调整工艺集成方案,优选出成熟、稳定度高的工艺组合。
在近成形毛坯制造阶段,可采用锻造、焊接和精铸3种工艺。由于整体叶盘为重要受力部件,必须满足强度要求,所以尺寸较大的叶盘一般选用整体锻造或焊接方案。从目前国内工艺的可行性、成熟度以及毛坯强度考虑,整体叶盘研制阶段主要采用整体锻造得到初始毛坯,然后采用电解加工、线切割、数控铣削等高效数控粗加工技术制造出近成形毛坯。
在精确成型加工阶段,可采用电解加工和整体数控铣削等工艺。电解加工过程无机械切削力,加工应力小,适用于难加工材料零件和难铣削的细节加工,但目前需进一步研究解决电蚀层和光整加工等问题。数控铣削工艺用铣刀的五轴运动包络铣削加工出流道形状。这种工艺适用于整体闭式叶盘和其他具有复杂曲面叶片的整体叶盘。
因此从以上可知,国内目前能够满足研制和小批量试制需求较为可行的技术途径是:近成形毛坯应首选“等温锻造+高效低应力粗加工”方法,并进一步减少精锻毛坯余量以缩短加工周期;精确成型加工宜采用五坐标数控铣削工艺。这种工艺具有快速响应特点,所需专用工艺装备少、工艺较成熟且已制造出了合格的叶盘。因而该工艺是研制和小批量试制阶段较为理想的选择。叶型数控铣削完成后,可选用手工抛光以提高表面光洁度和完整性。
3.关键技术分析及现存问题处理
3.1 分析通道与划分加工区域
为了判定叶盘数控加工的工艺性和刀具的可达性,必须首先对通道特征进行分析。分析结果可为工艺人员确定数控加工刀具参数、制定加工工艺提供必备的信息。通道分析的内容包括:通道的最窄宽度、约束状态;叶片的性质(包括叶片是直纹面还是自由区面)、叶片的扭曲度、各个截面的厚度、前后缘大小及变化情况、过度圆角半径及其是否变化;加工可行性等。如果叶盘通道刀具是可达的,该叶盘可加工;如果通道刀具是不可达的,则该零件不可采用数控加工完成。
3.2 确定最佳刀轴方向与光顺处理
整体叶盘的叶型曲率变化大,其加工处在多约束状态下。在刀轨计算中,刀轴方向的确定是实现无干涉及高效加工的关键和难点。对于通道内部叶片上的同一点,所需加工刀具长度随刀轴方向变化而变化,且相差很大。若采用固定刀轴侧铣则需很长的刀具,刀具的刚性和切削效率将严重降低。采用变刀轴点接触加工时,刀轴方向与叶盘轴向的夹角越小所需刀具长度越短。因此,可通过确定最佳刀轴方向得到最短的刀具长度、最大的刀具刚性和加工效率。确定最佳刀轴方向的准则为:在与通道四周不产生干涉的条件下,刀轴与叶盘轴向的夹角应为最小。
在实际计算中,按最佳刀轴方向准则计算得到每个刀位点的刀轴方向,由于受通道多约束的影响,相邻刀位点之间的刀轴方向可能会产生不连续变化。在加工过程中,刀轴方向的这种突变会使得五坐标数控机床工作台的回转或主轴的摆动突然变快或变慢,导致刀具的切削力产生突变,轻则造成被加工零件表面质量降低或啃伤,重则会导致刀具的刃部损坏甚至刀具折断。因此,必须在最佳刀轴方向初始矢量的基础上进一步进行光顺处理,但该光顺必须在通道多约束条件下进行,以防止调整后的刀具与通道发生干涉。为了确保叶盘在加工过程中不发生干涉和碰撞现象,必须对刀具轨迹进行验证和干涉碰撞检查,以确定刀位点计算的正确性,刀杆是否与通道四周干涉,刀柄和主轴头是否与工件和夹具碰撞。
3.3 粗加工叶盘通道
整体叶盘从毛坯到成品的加工过程中,大约有90%的材料被切除,其中绝大部分是在叶盘通道的粗加工阶段完成,因此,高校粗加工是提高加工效率、缩短制造周期的关键。由于材料切除量大,粗加工后叶盘内会产生较大的切削应力。为了控制粗加工应力造成的变形,经常采用的措施是通过热处理工艺消除切削应力以减小后期变形。热处理后不仅叶盘的变形得到了控制,同时还进一步减少了叶盘精加工前的近成形毛坯余量,明显缩短了加工周期。
3.4 开槽加工
叶轮的毛坯是实体锻压件,开槽的目的在于将叶片间的气道开通,形成通道,为粗加工做好准备。开槽加工中槽的位置宜选在气流通道的中间位置,一般采用圆柱形玉米铣刀铣削加工,并保证槽底与轮毂表面留有一定的加工余量。考虑到给粗加工留下的加工余量尽量均匀,而气道宽度又是不等的,所以刀具的具体公称尺寸需要认真选取,宽阔处采用大直径刀具,狭窄处采用小直径刀具,还要考虑毛坯材料、刀具强度和切削过程中的冷却问题。
3.5 精确加工叶型
整体叶盘的精加工涉及内环、外环、叶片型面、前后缘、叶根过渡区等加工特征。内环、外环属于回转面,采用数控车削加工方法;叶盘的叶片表面是带相邻面约束的沟槽侧面,采用基于临界线的专用五轴数控精加工方案;叶根过渡区是自由曲面交线,采用“半径递减”清根方案。
叶型精加工路径采用顺铣加工,在进气缘处多走过一点,避开圆角。叶型精加工最好与清根加工安排在一次加工中完成,这样可保证叶片表面没有刀痕,表面加工的一致性较好。若叶片与轮毂的过渡圆弧太小,则需按圆弧大小单独选择球头锥铣刀清根。
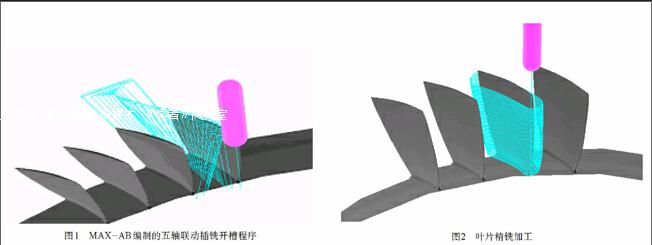
精铣加工的走刀路径为螺旋铣,加工方式也是分段,顺序为半精加工第一段后立刻进行精加工,其次再进行第二段的半精加工、精加工,总共以此类推累计4段完成整个叶身型面的加工。精加工铣销方式为逆铣,刀具采用直径为12mm的整体硬质合金球头铣刀,主轴转速3000r/min,进给为500x100%,残留高度定义为0.01,余量0.2mm,切削时间为每个叶片67分钟。MAX-AB软件编制的螺旋铣精加工采用变轴方式,软件本身可以根据模型以及操作者定义的刀具大小自动的进行计算,生成合理的刀位轨迹,该软件操作简单,程序编制方便快捷,将加工叶盘的优势体现的淋漓尽致。通过实际加工,叶片表面平滑,层与层之间有轻微的接刀痕,肉眼可清晰的看到,后续的抛光工序能够将其容易的处理掉。
根据叶片型面特征,依刀具与曲面接触的方式分类,五坐标数控铣削加工叶片型面可分为“线接触”(侧刃铣)和“点接触”两类成型方式。线接触使刀具的整个侧边与叶片相接触,对薄叶片加工时的回弹影响大,所以线接触加工只是近似的加工方法,无论采用单点偏置、双点偏置还是多点偏置法,都将产生拟合误差,存在过切、欠切等问题。要使叶片误差控制在允许的范围内,数控编程难度大。点接触铣削使刀具在切削过程中始终保持刀刃与被加工曲面相切于一个点,因此适用于自由曲面的叶片加工。
针对自由曲面的叶型面采用点铣加工时,切削行宽度,即两条刀具轨迹之间的线间距,与刀具半径R和残留高度h密切相关 (见图3)。用球形刀加工曲面时,刀痕在切削行间构成了残留高度A[14]。由图3可看出,若允许的最大残留高度为s ,经推导可得切削行宽度。
如图5所示,采用刀具通常为球头铣刀或球头锥形铣刀,球心在被加工曲面的等距面上连续运动,是一种精确成形的加工方式,对薄叶片加工时的回弹影响小。但是这种方法却有一些不可避免的缺点:○1叶片表面不光顺,会留下一些小凹槽(残留高度);○2对于弯曲程度较厉害的叶片,由于叶片空间距离较近,加工过程中与相邻叶片间的干涉很难避免;○3如果要减轻凹槽对流场的影响,就需要减少行距,即刀具必须绕叶片加工很多次;○4刀具耐用度及加工效率低。
4 检测结果
叶型的测量在三坐标测量机上完成,根据刀具的新旧,加工参数的不同,加工方式的差异选出了7片叶片进行检测。 测量采用扫描进行,将每片叶片各个截面的实际形状以测量点的形式扫描出来后,利用BLADE叶片测量数据专用分析软件对结果进行分析。经过测量分析后,叶片型面的各项技术条件基本控制在了要求的范围之内,如下表和图为检测分析结果。
5 结论
经过攻关研究后的某盘零件工艺,我们针对叶片加工的结果进行了分析。叶片初靠近叶根处的排气边部分厚度偏厚外其他部分轮廓形状都较好,叶片扭转误差也在6分以内,位置度误差也在设计要求之内,叶片进排气边圆弧部位也都实现了圆滑过渡。针对叶根处厚度偏厚的缺点,我们认为可在抛光工序当中对叶片根部排气边部位集中抛光去除余量,使叶片在整体轮廓度上满足设计要求。