醋酸乙酯加氢制乙醇气液固三相反应过程
2017-01-18潘文龙程振民
潘文龙, 岳 志, 程振民
(华东理工大学化学工程联合国家重点实验室,上海 200237)
醋酸乙酯加氢制乙醇气液固三相反应过程
潘文龙, 岳 志, 程振民
(华东理工大学化学工程联合国家重点实验室,上海 200237)
采用Cu-ZnO/Al2O3催化剂,在高压搅拌釜中进行了醋酸乙酯加氢制乙醇气液固三相反应过程的研究,考察了溶剂效应、内外扩散和反应条件对醋酸乙酯转化率和乙醇选择性的影响。实验结果表明,醋酸乙酯在四乙二醇二甲醚溶剂中的转化率要高于在液体石蜡介质中的转化率。以四乙二醇二甲醚为溶剂,当催化剂粒径小于120 μm,搅拌转速大于800 r/min时,反应的内外扩散阻力可忽略;在最佳的反应条件(温度250 ℃,压力5.0 MPa,醋酸乙酯液时空速1.0 h-1,氢气与醋酸乙酯的物质的量之比(氢酯比) 10∶1,搅拌转速800 r/min)下,醋酸乙酯的转化率为83.5%,乙醇的选择性为96.5%。在醋酸乙酯加氢制乙醇反应中引入液相介质,能够较好地解决气固相反应中催化剂床层的移热问题,且能有效降低反应的氢酯比。
醋酸乙酯; 催化加氢; 乙醇; 氢酯比; 三相反应
乙醇(EtOH)是基础工业原料之一,广泛应用于化工、医药、食品、国防等领域,又是非常重要的清洁燃料。目前乙醇的生产主要采用粮食发酵法及乙烯水合法[1],前者受粮食价格影响较大,后者的经济效益低。近年来,醋酸酯加氢制备乙醇技术越来越受到人们的重视[2-3],该技术的应用一方面可以缓解目前国内醋酸行业产能严重过剩、市场持续低迷的状况,开发其下游产业链,另一方面随着能源安全问题的日益突出,燃料乙醇将得到广泛的应用[4]。
醋酸乙酯(EA)加氢制备乙醇,由于只有铜基催化剂成本低,反应物单程转化率高、选择性好,产物后续分离简单等优点,因此目前研究较多。加氢反应器是醋酸乙酯加氢制乙醇生产中的重要装置,目前对醋酸乙酯加氢制乙醇的研究主要是在固定床反应器中进行气固相催化加氢[5-11],采用的氢气与醋酸乙酯物质的量之比(氢酯比)往往会很高(通常为30∶1~60∶1),氢气动力消耗大。另外,醋酸乙酯加氢为可逆放热反应,固定床移热差,容易产生飞温,不利于加氢反应的进行,还会影响催化剂的
使用寿命。
气液固三相浆态床反应器催化剂分散均匀、传递性能良好,由于在费托合成、液相甲醇合成等工艺中的成功应用,引起了越来越多的关注[12-13]。浆态床反应器中引入高沸点液相介质,这种介质具有较高的热容,可以使反应控制在等温条件下进行,反应器中采用的细颗粒催化剂比表面积大、利用率高,并且不易发生烧结[14-17]。目前对于醋酸乙酯加氢制乙醇气液固三相反应的研究还鲜见报道。
本文采用铜基复合催化剂,分别以液体石蜡和四乙二醇二甲醚为惰性溶剂,在高压搅拌釜中进行了醋酸乙酯加氢制乙醇气液固三相反应,考察了溶剂效应、内外扩散、反应条件对醋酸乙酯转化率和乙醇选择性的影响,并确定了最佳的工艺条件参数。
1 实验部分
本文采用由共沉淀法制备的Cu-ZnO/Al2O3催化剂,主要物理化学性质如表1所示。

表1 Cu-ZnO/Al2O3催化剂主要物化性质Table 1 Physical and chemical properties of the Cu-ZnO/Al2O3 catalyst
醋酸乙酯加氢反应在250 mL的GS型高压搅拌釜中进行,实验流程如图1所示。将一定质量的催化剂与惰性溶剂(液体石蜡,w≥98.5%;四乙二醇二甲醚,w≥99%)加入反应釜中,实验开始前先用N2(φ>99.9%)吹扫,置换装置内的空气,然后通入H2(φ>99.9%),使催化剂在240 ℃下稳定还原8~12 h。原料醋酸乙酯(w≥99.5%)经柱塞泵后与H2混合进入反应釜底,与催化剂、惰性溶剂的混合物充分接触并进行反应,反应产物由釜顶出气口离开反应釜,经冷凝器后进入气液分离器。液相产物定期从下端取出并采用GC-2018PFsc型气相色谱仪分析其组成,FID检测(检测精度为10-7),面积归一化法分析谱图,气体经皂膜流量计后放空。
醋酸乙酯加氢制乙醇主要进行的反应如式(1)所示,检测出的副产物主要是乙醛、乙烷和乙醚。
CH3COOC2H5+ 2H2→ 2C2H5OH
(1)
醋酸乙酯的转化率X(EA)和产物乙醇的选择性S(EtOH)计算方法见式(2)和式(3)。
(2)
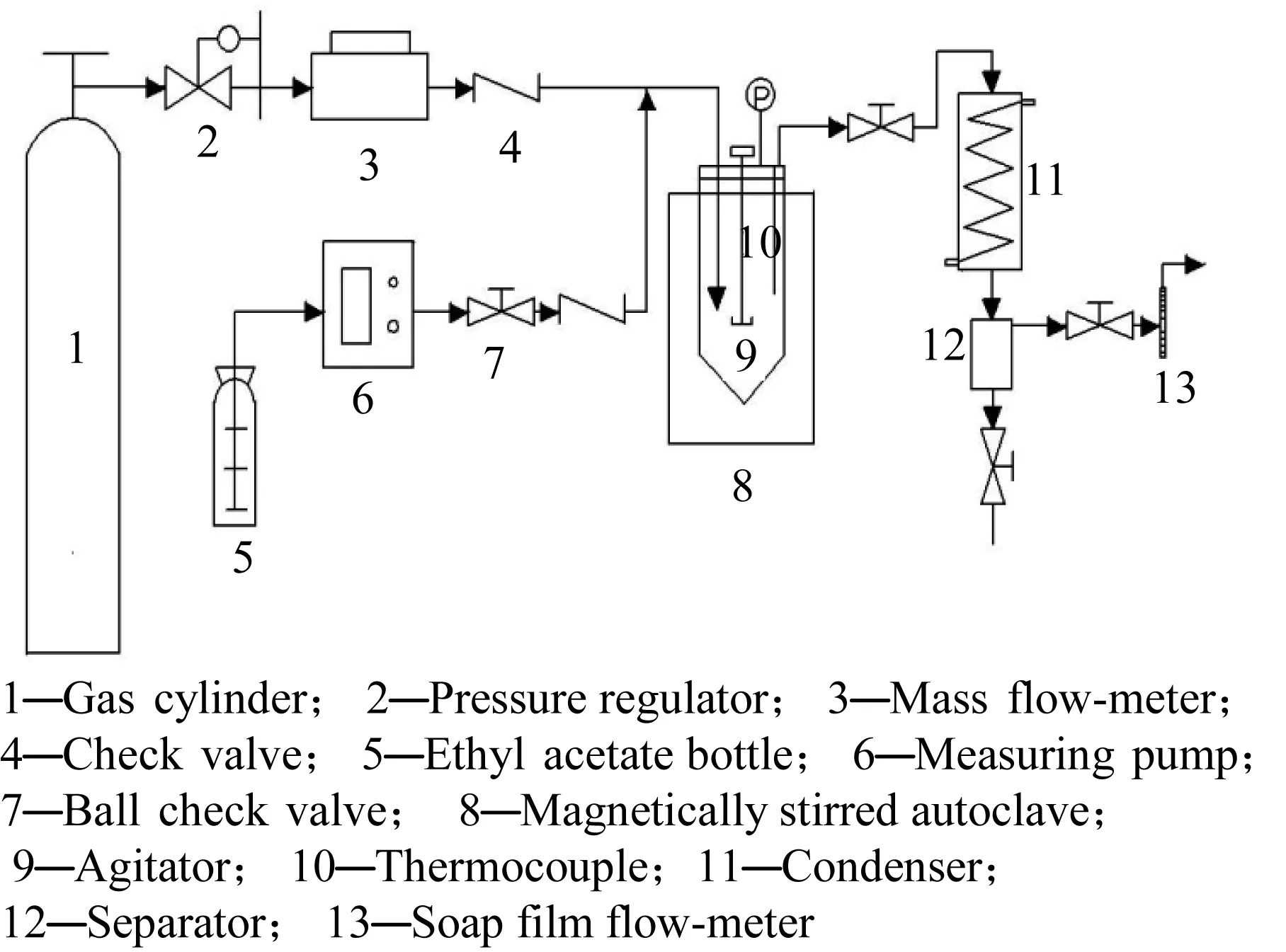
图1 醋酸乙酯加氢制乙醇实验流程图Fig.1 Experimental flow diagram for hydrogenation of ethyl acetate to ethanol
(3)
其中,n(EAin)为原料中醋酸乙酯的物质的量,n(EAout)为产物中醋酸乙酯的物质的量,n(EtOHout)为产物中乙醇的物质的量。
2 结果与讨论
2.1 溶剂的选择
醋酸乙酯加氢制乙醇气液固三相反应中,由于惰性溶剂的存在,增加了体系的复杂性。宏观反应过程受到传质过程和本征动力学双重控制,反应过程中同时存在气液传质、液固传质和固相内部的传质以及固相表面的化学反应,因此溶剂的选择尤为重要。惰性溶剂沸点高、挥发性低、化学稳定性好,对反应组分具有较大的溶解度,且不含能使催化剂失活的有害物质。
在p=4MPa,液时空速LHSV=1.0h-1,n (H2)∶n (EA)=10∶1,转速600r/min反应条件下,醋酸乙酯在液体石蜡和四乙二醇二甲醚两种溶剂中的反应转化率如图2所示。可以看出,醋酸乙酯在四乙二醇二甲醚溶剂中的转化率要明显高于在液体石蜡介质中的转化率。
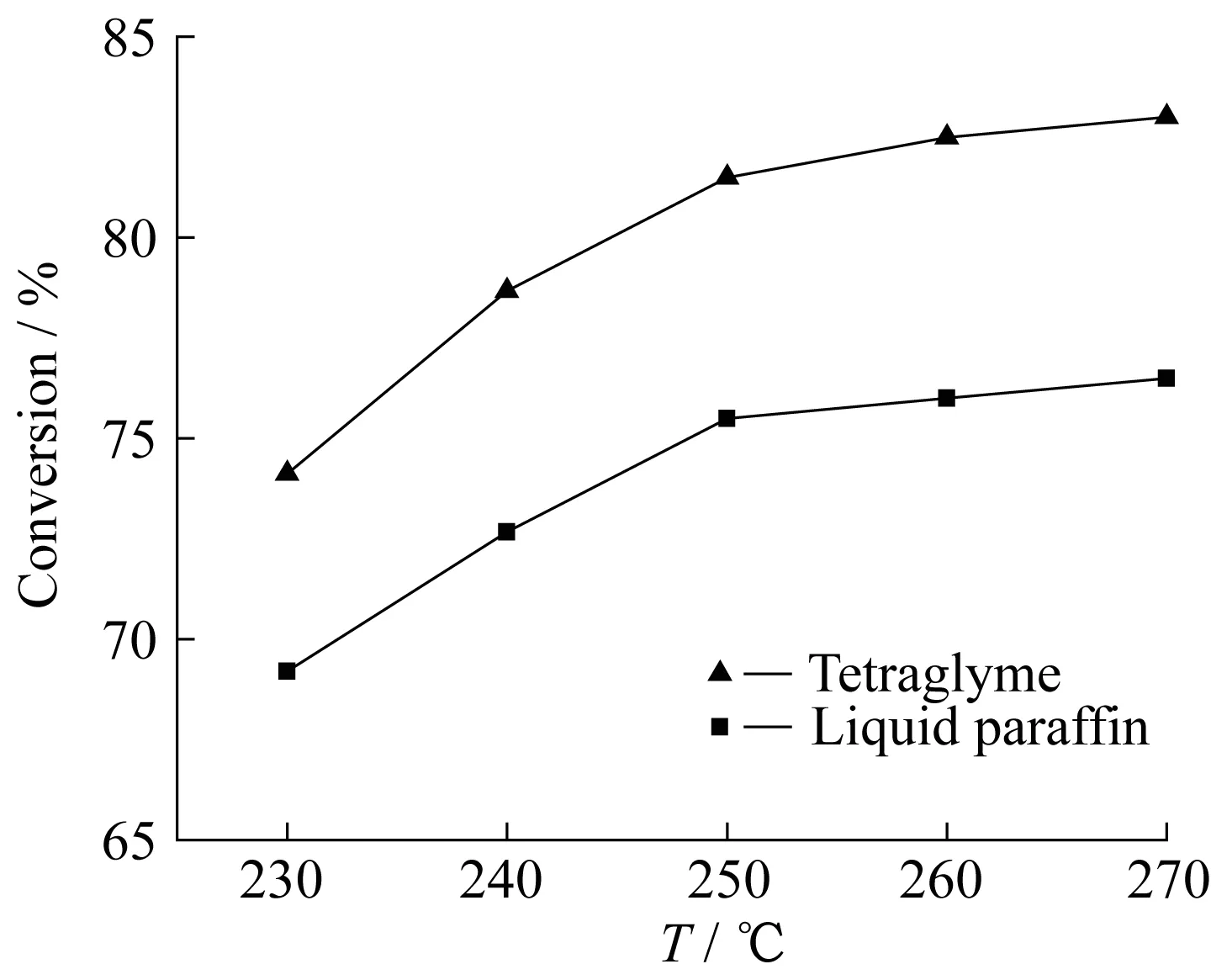
图2 EA在液体石蜡和四乙二醇二甲醚中的反应转化率Fig.2 Conversion of EA in tetraglyme and liquid paraffin
醋酸乙酯加氢制乙醇反应组分与产物在液相中的溶解特性是影响整个反应过程的重要参数[18],本文采用Aspen Plus模拟了H2、EA和EtOH在V(EA)=0.07 mL/min,V(H2)=150 mL/min,V(Solvent)=80 mL/min条件下在液体石蜡和四乙二醇二甲醚溶剂中的溶解度,结果如图3所示。
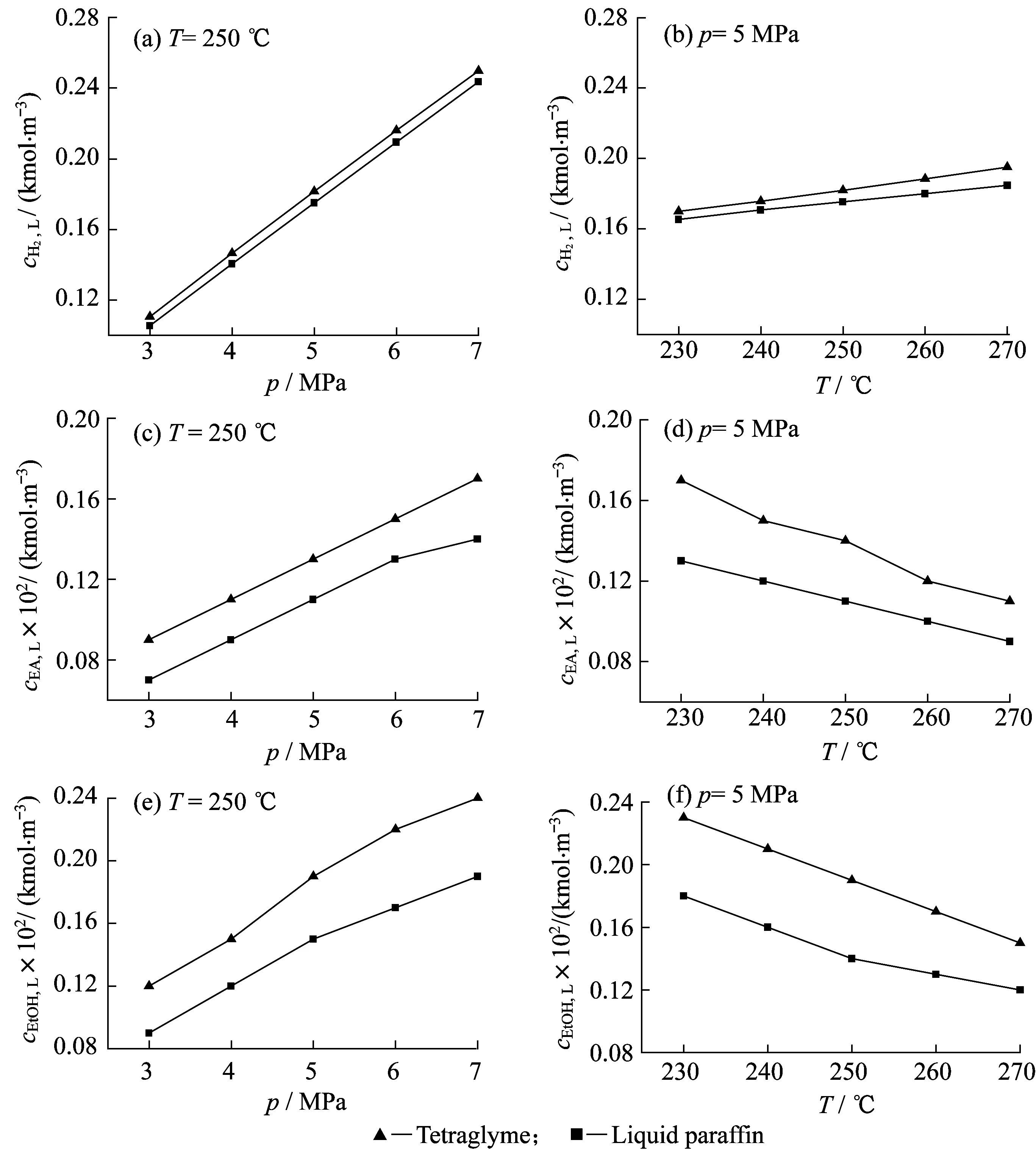
图3 H2、EA和EtOH在液体石蜡和四乙二醇二甲醚中的溶解度Fig.3 Solubility of H2、EA and EtOH in teraglyme and liquid paraffin
模拟结果表明:H2的溶解度随压力和温度的增加均增大,EA和EtOH随压力的增加溶解度增大;但随温度的升高溶解度降低。H2和EA在四乙二醇二甲醚中的溶解度要大于在液体石蜡中的溶解度,对气液固三相反应来讲,反应物在液相中的溶解度越大,反应速率越快,越有利于反应的进行。另一方面,产物EtOH在四乙二醇二甲醚中的溶解度也大于在液体石蜡中的溶解度,这样有利于乙醇在催化剂表面的脱附,降低催化剂表面的产物浓度,促进反应的进行。因此,反应选择用四乙二醇二甲醚作为惰性溶剂。
2.2 内外扩散对反应的影响
2.2.1 内扩散对反应的影响 对于固体催化剂,内扩散阻力与粒径有关,颗粒越小,阻力也越小。分别取250~380、180~250、150~180、120~150、109~120 μm 5组粒径的催化剂进行实验,粒径大小对醋酸乙酯加氢反应的影响如表2所示。
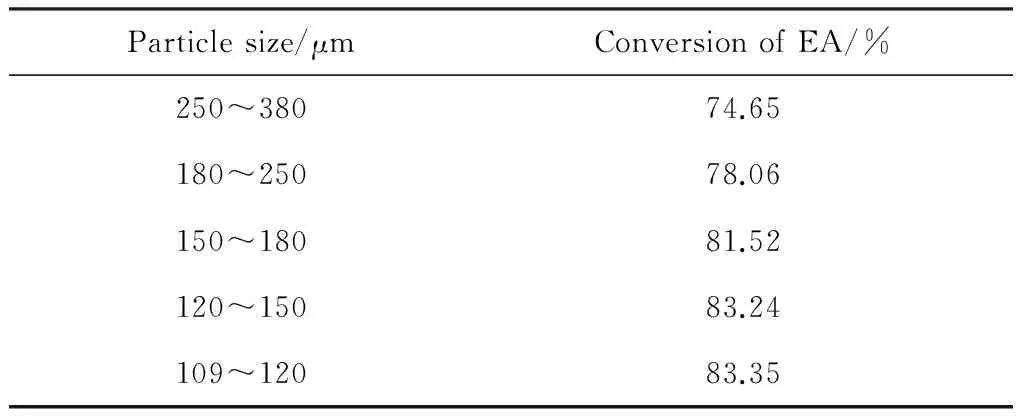
表2 不同粒径催化剂对EA加氢反应的影响Table 2 Effects of different particle size of catalyst on the hydrogenation of EA
T=250 ℃,p=5 MPa,LHSV=1.0 h-1,n(H2)∶n(EA)=10∶1,800 r/min
由表2可以发现,随着催化剂粒径的减小,醋酸乙酯反应转化率明显增大,当催化剂粒径在120 μm以下时,醋酸乙酯的转化率趋于稳定,此时可以认为催化剂的内扩散阻力对反应的影响可忽略。颗粒过细会导致催化剂分离困难,因此采用109~120 μm的催化剂。
2.2.2 外扩散对反应的影响 在T=250 ℃,p=5.0 MPa,LHSV=1.0 h-1,n(H2)∶n(EA)=10∶1反应条件下,搅拌转速对醋酸乙酯加氢反应的影响如图4所示。可以看出,随着搅拌转速的提高,醋酸乙酯的转化率明显增大,乙醇的选择性则无明显变化。在搅拌釜中,提高转速增强了H2和EA在液相溶剂中的传质速率,促进了反应的进行。当搅拌转速达到800 r/min时,醋酸乙酯转化率趋于稳定,此时可以认为外扩散阻力对于反应的影响可忽略,因此确定合适的搅拌转速为800 r/min。

图4 转速对EA加氢反应的影响Fig.4 Effects of stirring rate on the hydrogenation of EA
2.3 工艺条件的优化
2.3.1 温度对反应的影响 在p=5.0 MPa,LHSV=1.0 h-1,n(H2)∶n(EA)=10∶1,800 r/min条件下,温度对醋酸乙酯加氢反应的影响如图5所示。可以看出,随着反应温度的升高,醋酸乙酯的转化率增大,乙醇的选择性减小。当反应温度升至270 ℃时,醋酸乙酯的转化率达85.5%,但选择性下降至93.2%。从动力学角度分析,在一定范围内温度升高,反应速率加快,从而提高了醋酸乙酯转化率。从热力学角度看,醋酸乙酯加氢为可逆的放热反应,温度过高不利于乙醇的生成,并且随着温度的升高,副反应增多,乙醇的选择性下降明显。综合考虑醋酸乙酯的转化率和乙醇的选择性,确定最佳的反应温度为250 ℃。
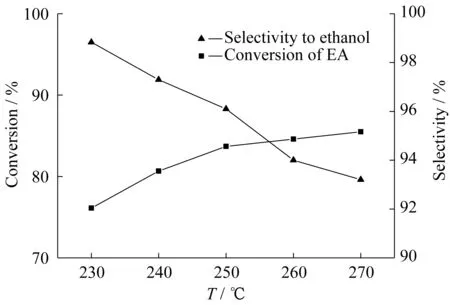
图5 温度对EA加氢反应的影响Fig.5 Effects of temperature on the hydrogenation of EA
2.3.2 压力对反应的影响 在T=250 ℃,LHSV=1.0 h-1,n(H2)∶n(EA)=10∶1,800 r/min条件下,压力对醋酸乙酯加氢反应的影响如图6所示。可以看出,随着压力的提高,醋酸乙酯的转化率增大,乙醇的选择性略有提高。醋酸乙酯加氢制乙醇是一个气体分子数减少的反应,提高压力有利于平衡向乙醇生成的方向移动。此外,随着压力的增大,气液相界面积增大,气液传质速率加快,促进了反应的进行。增大压力抑制了副反应乙醇转化为乙醛的发生,所以乙醇的选择性略有提高。当压力超过5.0 MPa时,醋酸乙酯转化率受压力的影响较小,由于压力的提升对动力消耗和设备安全性要求更高,因此确定最佳的反应压力为5.0 MPa。
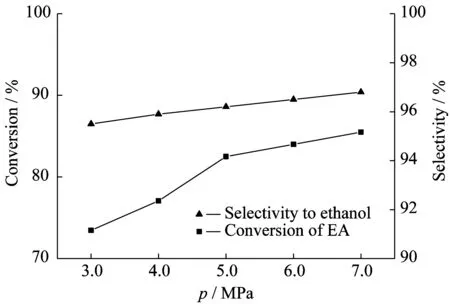
图6 压力对EA加氢反应的影响Fig.6 Effects of pressure on the hydrogenation of EA
2.3.3 液时空速对反应的影响 在T=250 ℃,p=5.0 MPa,n(H2)∶n(EA)=10∶1,转速800 r/min条件下,液时空速对醋酸乙酯加氢反应的影响如图7所示。可以看出,当液时空速从0.5 h-1增加至2.5 h-1时,醋酸乙酯的转化率从91.3%下降至66.5%,乙醇的选择性则从92.6%增大到97.6%。液时空速的提高导致物料在反应器内的停留时间缩短,引起反应不充分,反应物转化率降低。空速过小,物料在反应器内的停留时间长,加氢反应进行比较彻底,但过度加氢会增加副产物的量,降低乙醇的选择性。当液时空速大于1.0 h-1时,提高液时空速会导致醋酸乙酯转化率快速下降,而对乙醇选择性影响较小,综合实际生产要求,确定最佳的EA液时空速为1.0 h-1。
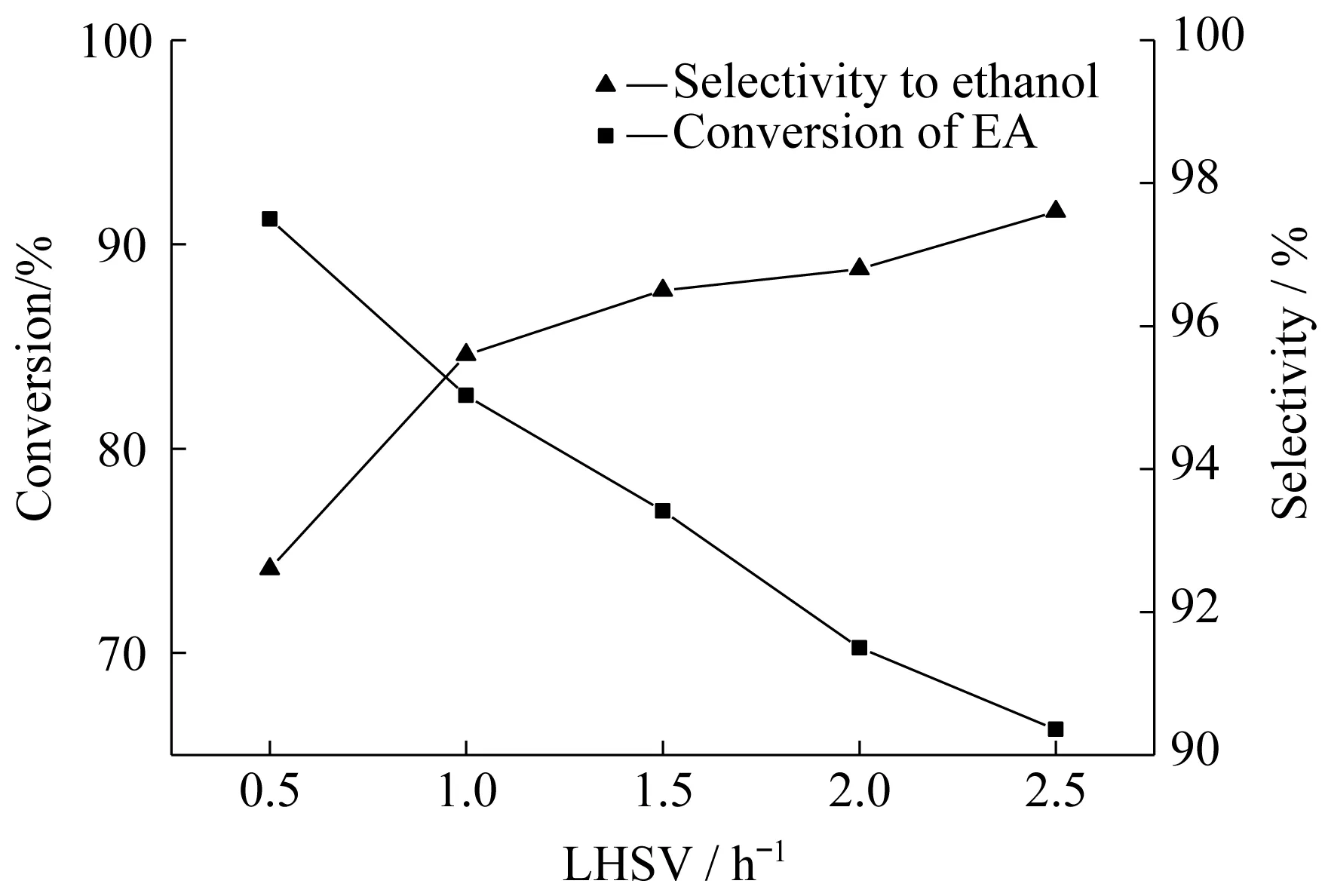
图7 液时空速对EA加氢反应的影响Fig.7 Effects of LHSV on the hydrogenation of EA
2.3.4 氢酯比对反应的影响 在T=250 ℃,p=5.0 MPa,LHSV = 1.0 h-1,转速800 r/min条件下,氢酯比对醋酸乙酯加氢反应的影响如图8所示。可以看出,随着氢酯比的增加,醋酸乙酯的转化率明显增大,乙醇的选择性略有降低。当氢酯比大于10∶1时,醋酸乙酯的转化率增长缓慢,趋于稳定。根据反应平衡原理可知,适当增大氢酯比,使得氢气过量,可提高醋酸乙酯的转化率,但氢酯比的增大会使乙醇过度加氢,导致选择性下降。H2表观气速的大小对传质和搅拌功率也有着直接影响。较高的氢酯比不仅增大了氢气的消耗量,而且会使乙醇的选择性下降,因此确定合适的氢酯比为10∶1。
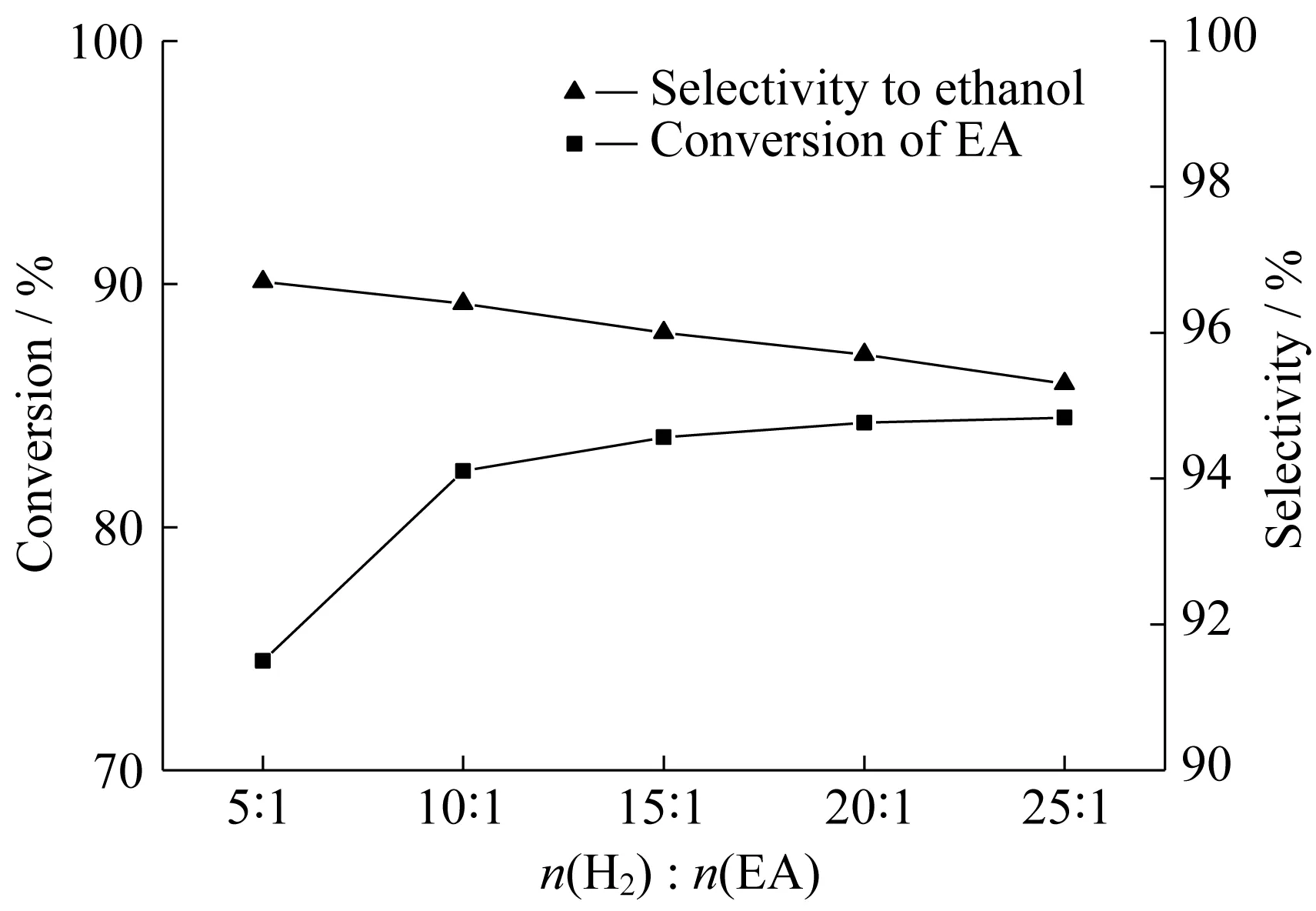
图8 氢酯比对EA加氢反应的影响Fig.8 Effects of n (H2)∶n (EA) on the hydrogenation of EA
2.4 催化剂的运行时间考察
在T=250 ℃,p=5.0 MPa,LHSV = 1.0 h-1,n(H2)∶n(EA)=10∶1,转速800 r/min转速下,在优化的反应条件下对催化剂的运行时间进行了考察,结果如图9所示。可以看出,在反应的初始阶段,催化剂存在一个诱导期,此时随着时间的增加,醋酸乙酯的转化率增大,在反应6 h后,醋酸乙酯的转化率稳定在83.5%左右。在反应50 h后醋酸乙酯的转化率无明显下降并且乙醇的选择性一直保持在96.5%左右,说明催化剂具有较好的稳定性。
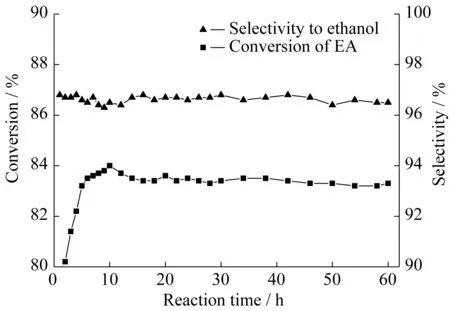
图9 催化剂运行时间对EA加氢反应的影响Fig.9 Effects of catalyst reaction time on the hydrogenation of EA
3 结 论
(1) 液相介质会影响醋酸乙酯加氢制乙醇气液固三相反应的效果,实验结果表明用四乙二醇二甲醚作溶剂要好于液体石蜡,模拟计算结果表明溶剂对反应物和产物的溶解度越大,越有利于加氢反应的进行。
(2) 适宜的温度、压力、液时空速、氢酯比和搅拌转速有利于提高醋酸乙酯的转化率及乙醇选择性,减少副反应的发生。实验得出的最佳工艺条件为反应温度250 ℃,压力5.0 MPa,液时空速1.0 h-1,氢酯比10∶1,搅拌转速800 r/min,此时醋酸乙酯的转化率达83.5%,乙醇的选择性为96.5%。
(3) 醋酸乙酯加氢制乙醇气液固三相反应较好地解决了气固相反应中催化剂床层的移热问题,催化剂具有较好的稳定性,且有效降低了反应的氢酯比。
[1] LI Fang,ZHANG Ke,MA Hongfang,etal.Thermodynamic analysis of different routes of ethanol synthesis[J].Computers and Applied Chemistry,2013,30 (3):256-260.
[2] LUCHANSKY M S,MONKS J.Supply and demand elasticities in the U.S.ethanol fuel market[J].Energy Econ,2009,31(3):403-410.
[3] XU Penghan.Intense competition expected in China’s ethyl acetate market[J].China Chemical Reporter,2013,24(1):21-22.
[4] MUSTAFA B,HAVVA B.Recent trends in global production and utilization of bio-ethanolfuel[J].Applied Energy,2009,86(11):2273-2282.
[5] ZHU Yingming,SHI Li.Zn promoted Cu-Al catalyst for hydrogenation of ethyl acetate to alcohol[J].Journal of Industrial and Engineering Chemistry,2014,20(4):2341-2347.
[6] TUREK T,TRIMM D L,CANT N W.The catalytic hydrogenolysis of esters to alcohols[J].Catalysis Reviews,1994,36(4):645-683.
[7] RADMILA W,VICTOR J,HEIKO W.Hydrogenation reaction conditions for producing ethanol:US8772553[P].2014-07-08.
[8] ZHANG Beixiao,LIN Lu,JIANG Longfei.Hydrogenation of ethyl acetate to ethanol over Ni-based catalysts obtained from Ni/Al hydrotalcite-like compounds[J].Molecules,2010,15(8):5139-5152.
[9] ZHANG J,LEITUS G,BEN-DAVID Y,etal.Efficient homogeneous catalytic hydrogenation of esters to alcohols[J].Angewandte Chemie,2006,45(7):1113-1115.
[10] MASSON L,TAPAN K D,BURTRON H D,etal.Heterogeneous catalytic hydrogenation of ethyl acetate to produce ethanol[J].Topics in Catalysis,2014,57(6):757-761.
[11] ZHONG Kaili,WANG Xin.The influence of differentprecipitants on the copper-based catalysts for hydrogenation of ethyl acetate to ethanol[J].Hydrogen Energy,2014,39(21):10951-10958.
[12] KODRA D,LEVEC J.Liquid-phase methanol synthesis:Comparison between trickle-bed and bubble column slurry reactor[J].Chemical Engineering Science,1991,46(9):2339-2350.
[13] HERBERT K,MILOS R.The Fischer-Tropsch synthesis in the liquid phase[J].Catalysis Reviews,2006,21(2):225-274.
[14] ZHANG Xiaobing,ZHONG Li,XIE Kechang.Influence of the calcination on the activity and stability of the Cu/ZnO/Al2O3catalyst in liquid phase methanol synthesis[J].Fuel,2010,89(7):1348-1352.
[15] BYKOV A V,RUBIN M A,SULMAN M G,etal.Liquid-phase synthesis of methanol using industrial copper-zinc catalyst[J].Catalysis in Industry,2014,6(2):143-149.
[16] HUANG Wei,YU Linmei,LI Wenhui,etal.Synthesis of methanol and ethanol over Cu-Zn-Al slurry catalyst prepared by complete liquid-phase technology[J].Frontiers of Chemical Science and Engineering,2010,4(4):472-475.
[17] HU Lishun,WANG Xinjun,YU Guangsuo,etal.Study of the characteristics of methanol synthesis in a recirculation slurry reactor——A novel three-phase synthesis reactor[J].Chemical Engineering & Technology,2008,31(1):33-37.
[18] GRAAF G H,SMIT H J,STAMHUIS E J.Gas-liquid solubilities of the methanol synthesis components in various solvents[J].Journal of Chemical and Engineering Data,1992,37(2):146-158.
Gas-Liquid-Solid Three-Phase Catalytic Hydrogenation of Ethyl Acetate to Ethanol
PAN Wen-long, YUE Zhi, CHENG Zhen-min
(State Key Laboratory of Chemical Engineering,East China University of Science and Technology,Shanghai 200237,China)
The gas-liquid-solid three-phase catalytic hydrogenation of ethyl acetate(EA) to ethanol was studied in a magnetically stirred autoclave with Cu-ZnO/Al2O3as the catalyst.The effects of solvent,internal and external diffusion,and reaction conditions on the conversion of ethyl acetate and the selectivity to ethanol were investigated.The experimental results indicate that the conversion of ethyl acetate was higher in the solvent of tetraglyme than that in liquid paraffin.The internal and external diffusion resistance of the reaction could be ignored when the catalyst particle size was smaller than 120 μm and the stirring rate was higher than 800 r/min in the solvent of tetraglyme.Under the optimal reaction conditions of 250 ℃,5.0 MPa,stirring rate of 800 r/min,LHSV of 1.0 h-1and mole ratio of H2to EA 10∶1,the conversion of ethyl acetate was 83.5% and the selectivity to ethanol was 96.5%.The introduction of the liquid medium to the hydrogenation of ethyl acetate to ethanol could solve the catalyst bed heat-removing problem of the gas-solid phase process and effectively reduce the mole ratio of H2to EA.
ethyl acetate; catalytic hydrogenation; ethanol; mole ratio of H2to EA; three-phase reaction
1006-3080(2016)06-0752-06
10.14135/j.cnki.1006-3080.2016.06.002
2016-04-07
华东理工大学交叉学科与重大项目培育基金(WA1113008);国家自然科学基金资助项目(21676085)
潘文龙(1991-),男,河南周口人,硕士生,研究方向为化学反应工程。E-mail:humanpan@163.com
程振民,E-mail:zmcheng@ecust.edu.cn
TQ031
A
