激光电解复合加工电解液循环控制系统研究
2017-01-17常偊舶宋义知
常偊舶,何 利,宋义知,金 雪
(1.沈阳理工大学 机械工程学院,辽宁 沈阳 110159; 2.大连中车柴油机有限公司,辽宁 大连 116022)
激光电解复合加工电解液循环控制系统研究
常偊舶1,何 利1,宋义知1,金 雪2
(1.沈阳理工大学 机械工程学院,辽宁 沈阳 110159; 2.大连中车柴油机有限公司,辽宁 大连 116022)
为解决金属材料微结构的高精度、高效率和高质量的微细加工问题,提出了一种激光电解复合加工新方法.分析了激光电解复合加工电解液流体的冷却效应以及气液两相流的影响原理. 设计了基于激光电解复合加工的电解液循环控制系统,分析了控制系统原理,搭建了控制系统硬件结构,并对其软件系统进行详细设计. 系统通过柱塞液压泵和电动调节阀对电解液增压并控制其流量,通过温度传感器和离子选择电极检测数据,实时控制电动调节阀、加热器等元件的启闭,实现电解液循环控制系统的自动控制.
激光电解复合加工;冷却效应;气液两相流;循环控制系统
进入新世纪以来,金属材料微结构的激光,电解微细加工技术得到了高速发展,同时各种新型复合微细加工技术亦不断涌现[1]. 激光微细加工存在热影响区大、再铸层厚、表面加工质量差等问题[2].电解微细加工存在效率低、侧蚀严重、电解产物排除困难等缺点[3].Tangwarodomnukun V等对水辅助激光加工进行了研究,水辅助加工可以有效减小热影响区,提高表面粗糙度,但无法消除再铸层[4].徐家文等对喷射液束电解辅助激光加工进行了研究,电解作用可有效消除微裂纹和再铸层,提高加工表面质量,但这种加工方法因喷射液束在工件表面向四周散射而产生杂散腐蚀会降低加工精度[5-7].张朝阳等对脉冲激光电化学复合加工进行研究,利用纳秒脉冲电流有效地溶解再铸层,提高了加工表面质量,但因激光能量密度的分布不均匀,导致加工的线条深度不均匀,降低了加工精度[8-9]. 因此,探索一种新的微细加工方法,解决金属材料微结构的高精度、高效率和高质量的微细加工问题,是非常必要的.
结合激光与电解在微细加工中的技术优势,本研究提出一种激光电解复合加工新方法,通过激光高效去除材料,以高频脉冲电解有效去除再铸层,获得高质量、高精度的微细结构. 为了更好地解决加工过程的实际问题,本研究通过分析电解液流体的冷却效应以及气液两相流的影响,研究电解液流体机理,设计基于激光电解复合加工的电解液循环控制系统,搭建了控制系统的硬件结构,并对软件系统进行详细设计,从而实现电解液循环控制系统的自动控制.
1 激光电解复合加工新方法
激光电解组合微细加工方法如图1所示.通过电解液流体辅助激光加工高效去除镍基合金材料,形成孔型,极大地减少材料的热影响区,降低材料的热变形和热损伤,使材料保持其原有结构,提高了加工效率. 在激光加工间隙内,高频脉冲电解加工通过侧壁绝缘管状电极限制化学反应区域、小间隙加工、低浓度酸性电解液处理等方法,去除激光加工产生的再铸层并精密控型,提高了加工质量和加工精度[10].
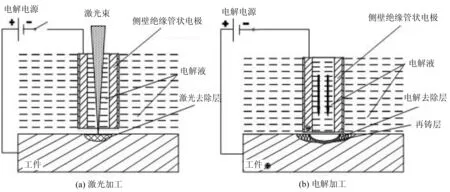
图1 激光电解复合加工新方法
2 电解液流体机理
2.1 电解液流体的冷却效应
电解液辅助激光加工采用电解液流体对微结构边缘进行有效的冷却并在激光脉冲间隙内及时地带走微结构内烧蚀区域的热量,使这些热量不能进一步传导给工件,极大地降低材料的热变形和热损伤,使材料保持其原有结构[11].
2.2 气液两相流的影响
在电解加工过程中,电解液流体流过加工间隙的同时,在阴极反应大量析出氢气,阳极溶解产生电解产物并析出氧气等气体,在不考虑体积比很小的电解产物对电解液电导率及密度影响的情况下,可简化为气、液两相流[12],如图2所示.

图2 气液两相流示意
阴极析出的大量微小气泡进入加工间隙电解液中,形成气液两相流,电解液电导率随气体含量的增加而降低,同时加工电流产生焦耳热,使电解液电导率产生不均匀分布.
3 电解液循环控制系统设计
针对激光电解复合加工自动化控制问题,考虑系统的控制要求、工作环境的特点以及配置、安装和编程等实际问题,本研究选择简单易操作且可靠性高的西门子S7_200系列PLC,使用222中央处理器作为控制核心,设计基于激光电解复合加工的电解液循环控制系统.
3.1 控制系统原理
基于激光电解复合加工的电解液循环控制系统原理如图3所示. 系统运行前,电解液箱内注入足量的电解液,启动PLC控制系统,搅拌器工作,系统根据温度传感器和离子选择电极的反馈信号对电解液温度值和浓度值进行调整(图4). 液压柱塞泵启动,利用电动调节阀3调节流量,单向阀防止液体回流,蓄能器平衡液体压力,保证加工电解液的流量和压力.系统通过温度传感器和离子选择电极检测数据,实时控制电动调节阀、加热器等元件的启闭,保持加工间隙电解液温度、浓度的恒定.
加工后的电解液经电解液箱中间过滤网,先滤掉较大颗粒的电解产物,再通过过滤器进入加工区域,使电解液纯度对加工的影响降到最低. 加工结束时若循环工作的电解液达到加工极限而变成废液,则打开截止阀,让废液由排出口排出.

图3 基于激光电解复合加工的电解液循环控制系统原理

图4 电解液循环系统控制流程
3.2 控制系统设计
电解液循环控制系统硬件结构如图5所示.通过PLC控制端的人机交互界面,管理起始、终止控制及温度、浓度的设定. 以温度传感器和离子选择电极为输入,放大电路处理之后,由A/D转换器将模拟信号转换为数字量输出到PLC控制中心,再控制电动调节阀、柱塞液压泵、加热器等元件,实现电解液循环系统的自动化控制.

图5 电解液循环控制系统硬件结构
选择的PLC型号为6ES7 212-1AB23-0XB0.电解液循环控制系统开关量由2个输入点和7个输出点组成.I/O点地址分配如表1所示.添加 I0.2~I0.5常开触点开关元件,实现系统的自动控制.
西门子S7_200系列PLC可靠性高,并可以用梯形图、语句表(即指令表)和功能块图3种语言编程.本研究选择直观、简单的梯形图设计软件系统,利用储存器M0.0~M1.0代表各步,通过压力、浓度和温度并行方法实现控制,再利用STEP 7-Micro/WIN编程软件和S7_200仿真软件进行调试,验证程序的可行性. 控制系统梯形图如图6所示.
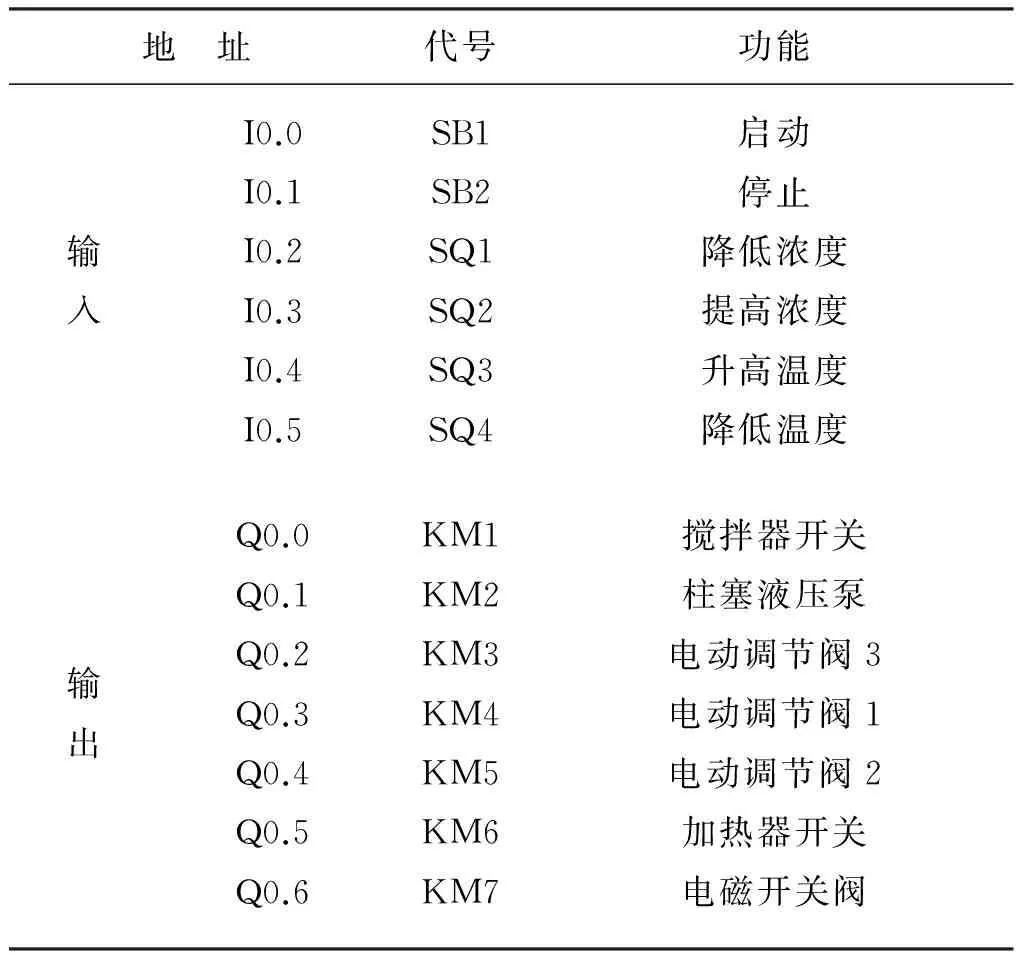
表1 I/O点地址分配

图6 电解液循环控制系统梯形图
4 结束语
本研究提出一种激光电解复合加工新方法,通过激光高效去除镍基合金材料,形成孔型,采用侧壁绝缘管状电极限制化学反应区域、小间隙加工、低浓度酸性电解液电解等方法有效地去除再铸层,提高了加工质量和加工精度. 分析了电解液流体的冷却效应以及气液两相流影响,研究了电解液流体机理,设计了基于激光电解复合加工的电解液循环控制系统,分析了控制系统原理,设计了软硬件系统,较好地解决了加工过程中去除金属和非金属夹杂物造成的极间短路问题. 系统通过柱塞液压泵和电动调节阀,对电解液增压并控制其流量,通过温度传感器和离子选择电极检测数据,实时控制电动调节阀、加热器等元件的启闭,实现了电解液循环控制系统的自动控制.
[1] 沈叔涛.微系统关键技术的发展概况[J].红外与激光工程,2012,41(4):936-941.
[2] 郭文渊,王茂才,张晓兵.镍基超合金激光打孔再铸层及其控制研究进展[J].激光杂志,2003,24(4):1-3.
[3] 范植坚,杨 森,唐 霖.电解加工技术的应用和发展[J].西安工业大学学报,2012,32(10):775.
[4] Tangwarodomnukun V, Wang J,Huang C Z,et al.An investigation of hybrid laser-waterjet ablation of silicon substrates[J]. International Journal of Machine Tools and Manufacture, 2012, 56: 39-49.
[5] 张 华,徐家文,王吉明. 镍基高温合金喷射液束电解-激光复合加工试验研究[J].材料工程,2009(4):76-80.
[6] 袁立新,徐家文,赵建社,等.喷射液束电解辅助激光加工的理论模型和试验研究[J].东南大学学报,2010,40(4):737-739.
[7] 张 华,徐家文,孙树叶. 喷射液束电解辅助激光加工工艺规律研究[J].机械设计与制造,2012,12(12):260-262.
[8] 张朝阳,李中洋,王耀民,等. 激光冲击效应下的力学电化学微细刻蚀加工[J].光学精密工程,2012,20(6):1311-1314.
[9] 张朝阳,李中洋,秦昌亮,等.脉冲激光与电化学复合的应力刻蚀加工质量研究[J].物理学报,2013,62(9):1-7.
[10] Sun A,Hao B,Hu Y L,et al. Research on mathematical model of composite micro-machining of laser and electrolysis based on the electrolyte fluid[J]. Mathematical Problems in Engineering, 2016,1: 1-11.
[11] 李 灵.水导激光微细加工技术研究[D].哈尔滨:哈尔滨工业大学,2008.
[12] 徐家文,云乃彰,王建业,等. 电化学加工技术-原理、工艺及应用[M].北京:国防工业出版社,2008.
Research on the Electrolyte Circulation Control System Based on Laser Electrochemical Machining
CHANG Yu-bo1,HE Li1,SONG Yi-zhi1,JIN Xue2
(1.College of Mechanical Engineering,Shenyang Ligong University,Shenyang 110159,China;2.Dalian CRRC Diesell Engine Co.,Ltd,Dalian 116022,China)
In order to improve the precision, efficiency and quality of micro-structure of metal material in micro-machining, this thesis puts forward a new method of laser electrochemical composite machining, analyzed cooling effect of the laser electrochemical composite electrolyte fluid and the theory of the influence of two-phase flow theory. This thesis firstly designed the electrolyte circulation control system based on laser electrochemical machining, and then analyzed the theory of the control system and established the hardware structure of the control system, finally designed the software system in detail. The temperature sensor and ion selective electrode in the control system detected data and the control system supercharged the electrolyte and controlled its flow rate through the plunger pump and the electric booster regulator and simultaneously, the switch of the electric control valve and the heater was controlled, thus the self-control of the electrolyte circulation control system was realized.
laser electrochemical composite machining; cooling effect; two-phase flow; circulation control system
2016-06-10
常偊舶(1991-),男,辽宁沈阳人,硕士研究生,研究方向为特种微细加工.
1006-3269(2016)04-0055-06
TP29
A
10.3969/j.issn.1006-3269.2016.04.013