基于精益生产的某民营企业继电器生产线改善研究
2017-01-17方佳成毛琳琳范闽江季建威
方佳成,毛琳琳,范闽江,季建威
(温州大学 机电工程学院,浙江 温州 325035)
基于精益生产的某民营企业继电器生产线改善研究
方佳成,毛琳琳,范闽江,季建威
(温州大学 机电工程学院,浙江 温州 325035)
以某民营企业JZX-22F系列继电器生产线为研究对象,针对现场调查发现的库存堆积多、生产周期长、物料配送紊乱等问题,运用工作抽样法明确了生产线的库存状况及其产生原因.通过减少生产线的料盒数量、制定标准作业三票、降低转运批量等方法进行生产线改善.结果显示,生产线的在制品库存与完工检成品库存均减少了一半以上,精益生产对于继电器生产线改善有很好的实用价值.
精益生产;继电器生产线;库存堆积
2015年,中国的民营经济在国民经济GDP中所占比例超过了60%,已经显露出在优化资源配置、扩大就业、社会稳定等方面的重要作用[1].然而“产能过剩、外需不足、人工成本持续上升、融资难”等问题仍然制约着民营企业的发展.为了在激烈的全球市场环境中获得竞争优势,民营企业必须进行管理改革,从少品种大批量生产模式向多品种小批量的柔性化生产模式发展,争取以最低的制造成本响应客户的动态需求.精益生产可使得生产线柔性化和敏捷化.采用精益生产,民营企业能够适应市场需求,提高竞争能力[2].因此,精益生产是目前公认的能够满足生产要求的最好改革模式[3-5].
精益生产是消除浪费、持续改进,最终达到降低成本、零浪费的一种生产方式[6-7].虽然精益生产已经在一汽、海尔、华为、宝钢等众多国内知名企业得到应用,并取得了非常好的效果,但是企业本身的特殊性使得传统的精益生产成功经验无法直接在民营继电器行业复制.本研究以某民营继电器企业为例,对生产线进行系列分析与改善:首先通过现场调查,找出继电器生产线存在的问题;其次运用工作抽样法明确库存现状;最后借助减少料盒数量、制定标准作业三票以及降低转运批量等方法改善生产线.
1 继电器生产线库存现状与问题分析
1.1 继电器生产线库存现状分析
该企业继电器生产线主要生产JZX-22F系列、JQX-13F系列、JQX-10F系列等产品.其中JZX-22F系列产品是车间生产量最大的产品,其年销售额占整个车间年销售额的90%以上.因此,本文以JZX-22F系列为代表产品进行研究.
工艺程序图能够全面反映产品工艺流程以及各工序之间的关系,是研究继电器生产线问题的基础[8].JZX-22F系列继电器产品的工艺程序图如图1所示.
从图1可以看出,该继电器生产线共有5个工位,按照U型线布置工位.这表明企业试图实行“单件流”生产[9-11].现场观测发现,生产过程并未进行有效的生产管控和标准化作业,生产过程还存在不少问题.根据继电器生产线的工艺流程,结合现场调查研究,可归纳出生产线存在的主要问题,即:①库存堆积多(大量在制品堆积在各工位边的料盒处;大量的成品堆积在完工检检后箱子处,未被及时搬运至包装区);②生产周期过长(现场库存多,导致生产周期长达2 d以上,而增值时间却只有73.65 s,增值比不到0.05%);③物料配送紊乱(物流路径分叉点多,如产品加工与包装不在同一个车间,搬运工经常闲置而对堆满的箱子熟视无睹).其中,库存堆积问题最为严重.
本研究根据现场库存形式和问题产生原因的不同,将库存分为两类:在制品库存和完工检成品库存.在制品库存包括:①工位一“拧螺丝”工序完成品;②工位二“穿、焊引线”工序完成品;③工位三“拉弹簧”工序完成品;④工位四“调试工序”完成品;⑤工位五“点胶、盖罩壳、老练、打耐压”等工序完成品.完工检成品库存包括:①工位三“测电阻”工序完成品;②工位一“完工检”工序完成品.

注:虚线框表示相应的生产工位.图1 JZX-22F系列继电器产品的工艺程序图
1.2 继电器生产线库存问题分析
1.2.1 在制品堆积问题分析
调查得知,该生产车间继电器生产线推行的精益库存目标为10件流.为了确定实际在制品数量,本研究运用工作抽样法进行抽样统计.抽样连续一周时间,统计对象为上述5个工位的在制品数量.在制品记录数据如表1所示.

表1 在制品记录数据 件
从表1数据可计算出,目前该生产车间继电器生产线平均每个工位的在制品数量为277件.这远远超过了精益库存目标的10件流.
1.2.2 完工检成品堆积问题分析
该继电器生产线完工检成品堆积问题的主要表现为:测完电阻需1 h后才能进行完工检,并等待4 h后入库,过长的完工检周期导致成品严重积压.分析可知,造成测电阻工序完成品库存堆积的主要原因是搬运不及时、抽检不及时;而造成完工检工序完成品库存堆积的原因是未达到设置的产品转运批量(560件)要求.为此,运用工作抽样法进行调查统计,抽样连续3 d,每天抽样2次,分别为上午10点和下午3点,统计对象为测电阻工序以及完工检工序完成品的数量.其具体数据如表2所示.
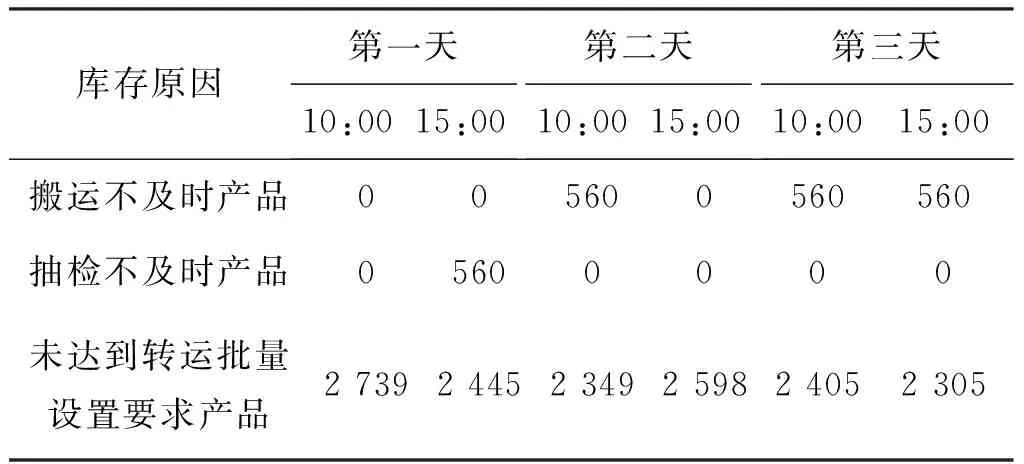
表2 完工检成品堆积数据 件
从表2可知,影响完工检成品堆积的主要原因是产品未达到设置的产品转运批量(560件)要求,搬运不及时影响次之,而抽检不及时的影响最小.
2 继电器生产线库存堆积改善方案
2.1 在制品堆积问题的改善
针对在制品堆积远超过精益库存目标这一问题,本研究现场调查发现,堆积的原因在于工人未按照“单件流”的要求操作,只是大批量地先完成某一工序作业,再去完成下一工序.以工位一“拧螺丝”工序为例,在实际操作中,作业员在连续拧完上百个螺丝之后,先将基座组件存放在生产线的料盒中,然后集中传递到工位二“穿、焊引线”工序.继电器现场使用的料盒数量如表3所示.

表3 料盒统计数据
当生产线上5个工位的料盒都填满时,在制品库存=8×50+3×110+3×110+8×40=1 380件,平均每个工位堆积近280件在制品,大大超过了预定的10件流目标.为此,将生产线正常生产料盒缩减为2个蓝色小盒子和1个红色小盒子.当料盒都填满时,在制品库存=2×50+40×1=140件,平均每个工位堆积28件在制品.工位二“穿、焊引线”工序与工位三“挂拉簧”工序的工作台面积较小,可将2个蓝色小盒子分别放在“穿、焊引线”与“挂拉簧”工序处.真正实现“单件流”,需要导入滑槽,使上个工位完成的产品直接流到下个工位工作台上,以便彻底消除料盒.由于没有多余的盒子堆放在制品,生产过程中在制品数量急剧下降,虽然没有达到“10件流”的目标,但工位之间在制品库存基本可以控制在28件以下,在制品数量明显降低,仅为原来的1/10.
此外,为了按照“单件流”方式进行标准化作业,制定了继电器生产线的标准作业三票:标准作业表如图2所示;标准作业组合表(以调试工位为例)如图3所示;工序能力表如图4所示.

图2 JZX-22F系列继电器产品标准作业表
2.2 完工检成品堆积问题的改善
如上所述,影响完工检成品堆积的主要原因是产品未满足转运批量(560件)要求.因此,结合车间生产实际情况,先将生产批量最大的两种型号产品的转运批量由原来的560件降至280件.通过一周时间的试运行,包装区无差错,包装区员工适应良好,完工检成品堆积减少.为进一步减少成品堆积,将车间产品转运批量全面降至280件,包装区一次装半箱,两批装满1箱,然后入库.运用工作抽样法调查了缩减转运批量后的成品堆积量.其具体数据如表4所示.
从表4可以看出,转运批量降低之后,成品堆积量也相应减少.在具体实施中,与班组长、搬运工以及质检员沟通后,要求搬运工及时搬走满批量的产品,质检员及时抽检完工检产品,以便降低成品库存.
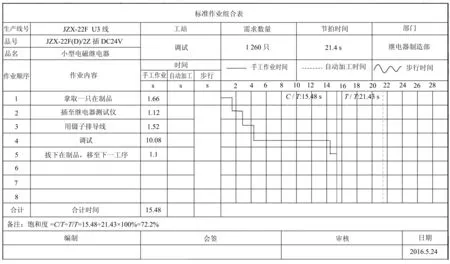
图3 JZX-22F系列继电器产品标准作业组合表

图4 JZX-22F系列继电器产品生产线的工序能力表

表4 缩减转运批量之后的成品堆积量 件
3 改善效果评价
减少生产线的料盒数量并制定标准作业三票后,在制品数量从1 380件下降至140件,每个工位滞留的在制品从280件流下降至28件流;完工检成品转运批量由560件减至280件后,完工检成品库存由2 473件降至1 274件.其具体数据如表5所示.

表5 改善前后参数对比
4 结束语
针对某民营企业继电器生产线库存堆积过多的问题,本研究将库存问题细化为在制品堆积问题以及完工检成品堆积问题,并提出一套完整的改善流程.运用工作抽样法明确库存现状,通过减少生产线的料盒数量和制定标准作业三票,降低了在制品库存;通过缩减转运批量降低了完工检成品库存.改善方案的实施使继电器生产线的库存明显降低,证明了精益生产对某民营企业继电器生产线改善具有实际效果.
[1] 中国企业调查系统.企业经营者对宏观形势及企业经营状况的判断、问题和建议—2015·中国企业经营者问卷跟踪调查报告[J].管理世界,2015(12):41-57.
[2] 董 鹏,张 乐,吴仲礼,等.精益生产在生产线改善中的应用研究[J].成组技术与生产现代化,2013,30(3):1-23.
[3] 牛占文,吴秀婷,岳 楼.基于精益生产的某离合器公司装配车间优化[J].工业工程与管理,2015,20(2):1-7.
[4] 葛安华,邹银萍.基于价值流的S生产线的精益改善研究[J].工业工程,2015,18(6):19-25.
[5] 张冬匀.基于精益生产理论的生产现场改善方法的应用[J].机电工程,2008,25(10):1-3.
[6] 刘树华,鲁建厦.精益生产[M].北京:机械工业出版社,2010.
[7] 王永建,郭树勤,黄瑞敏.基于精益生产的现场改善[J].机电工程,2011,28(12):1461-1464.
[8] 易树平.基础工业工程[M].北京:机械工业出版社,2014.
[9] 徐文杰,綦法群,冯德贵.基于整流化的生产线精益改善方法研究[J].工业工程与管理,2014,19(6):57-69.
[10] (美)詹姆斯·P·沃麦克,(英)丹尼尔·T·琼斯,(美)丹尼尔·鲁斯.丰田精益生产方式[M].北京:中信出版社,2008.
[11] 庄 薇,陈 勇,阮幸聪,等.基于价值流的电动工具生产线分析与改善[J].工业工程,2011,14(2):122-126.
Improvement of Relay Production Line of A Private Enterprise Based on Lean Production
FANG Jia-cheng,MAO Lin-lin, FAN Min-jiang,JI Jian-wei
(Mechancial and Electrical Engineering College, Wenzhou University,Wenzhou 325035,China)
This paper takes JZX-22F series relay production line of a private enterprise as the research object, to solve the problems such as multi-inventory, long production cycle and disorder material distribution etc. In this paper, the problem of inventory accumulation is analyzed by using work sampling method, and the improvements are taken by reducing the number of material box, developing standard operating three votes and reducing transport batch etc. The results show that the in-process inventories and completion inspection product inventories are reduced by more than a half and this suggests that lean production is a good practical tool for the improvement of relay production line.
lean production; relay production line; inventory accumulation
2016-09-15
国家自然科学基金资助项目(71271156);温州大学实验室开放项目(15SK56A)
方佳成(1994-),男,浙江上虞人,硕士研究生,研究方向为工业工程.
1006-3269(2016)04-0005-05
T406
A
10.3969/j.issn.1006-3269.2016.04.002
