基于Aspen Plus异丙醇异丙醚水三元体系模拟分离
2017-01-16李成帅
李成帅
(中国石油大学胜利学院,山东 东营 257061)
基于Aspen Plus异丙醇异丙醚水三元体系模拟分离
李成帅
(中国石油大学胜利学院,山东 东营 257061)
采用乙二醇做萃取剂,在选用UNIFAC物性分析方法的基础上,用Aspen Plus中的Radfrac模型,研究了不同操作参数(如回流比、塔板数、流出率、进料位置以及萃取精馏塔萃取剂的用量等)对精馏过程的影响,并对各参数进行了优化。同时进行了灵敏度分析。结果表明:对于处理量为1 t/h,含异丙醚为7wt%,异丙醇13wt%,水为80wt%的物料,采用多级精馏的方式可以实现水中异丙醇的含量小于20 mg/L,异丙醚含量小于100 mg/L的要求,且乙二醇质量分数99.9%以上,可以循环使用。
乙二醇;Aspen Plus;异丙醇;异丙醚;共沸物
异丙醇是一种重要的有机化工原料和性能优良的有机溶剂[1]。国内外生产异丙醇的主要方法是丙烯水合法[2],即以丙烯和水为原料,采用酸性或阳离子交换树脂催化,经水合成。生产过程中将产生含有异丙醚、异丙醇和水的高浓度有机废水。
本文以常温常压含异丙醇、异丙醚和水的高浓度有机废水为研究对象,废水中含异丙醚为7wt%,异丙醇13wt%,水为80wt%,使用Aspen Plus[3]模拟软件设计合理的精馏分离步骤,回收该废水中的异丙醚、异丙醇。
1 工艺流程设计
查阅文献资料可知,采用乙二醇做萃取剂,以打破异丙醇、异丙醚、水的共沸平衡[4]。考虑到废水中水的含量比较多,所以采用先除水的方法,一级精馏塔塔顶主要得到异丙醚、异丙醇以及少量水的混合物,而塔釜得到基本纯净的水(水中异丙醇的含量小于20 mg/L,异丙醚含量小于100 mg/L);一级精馏塔塔顶馏出液进入二级精馏塔,在二级精馏塔上部加入萃取剂乙二醇,在二级精馏塔塔顶得到符合要求的异丙醚(异丙醚浓度≥98wt%)。与此同时,塔釜釜液为异丙醇和少量水的混合物。为提高异丙醇的浓度,在三级精馏塔再次加入萃取剂乙二醇。三级精馏塔塔顶得到符合要求的异丙醇(异丙醇浓度≥99%),塔釜釜液为乙二醇和微量水。经过四级精馏塔,塔釜萃取剂乙二醇纯度达到99.9%,可用于再次重复利用于二级和三级的萃取。
工艺流程图如图1所示。
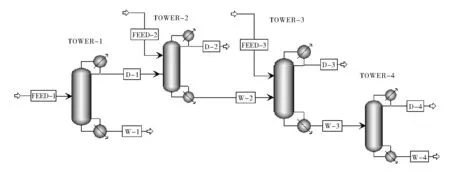
图1 工艺模拟流程图
2 流程参数的模拟优化
2.1 工艺流程模拟计算
2.1.1 热力学模型的选择
异丙醇的生产合成过程中的副产物异丙醚能和异丙醇、水相互之间在常压下形成二元或三元共沸体系,增加了模拟计算及系统设计的困难。文献[5]指出,采用UNIFAC物性分析方法可以得到较满意的结果。
2.1.2 选择单元操作计算模型
Aspen Plus模拟系统可以计算所有单元操作,包括物流、混合与分散、闪蒸与换热、分离过程、反应过程、泵及压缩机等。其中对于分离过程Aspen Plus提供了三个简捷法整流模型和四种严格多级分离模型。对于含共沸物的单元操作过程,先用DSTWU的对精馏塔进行初值模拟,再选用Radfrac模型进行模拟计算,最后用敏感性分析(Sensitivity)优化。
2.1.3 设计变量的确定
作为一个精馏模拟,下列参数必须确定:进出物料性质,包括温度、压力、流量、组成、进料位置等;塔的性质,包括塔板数、回流比、回流量、再沸器及冷凝器热负荷等。
2.2 模拟计算结果
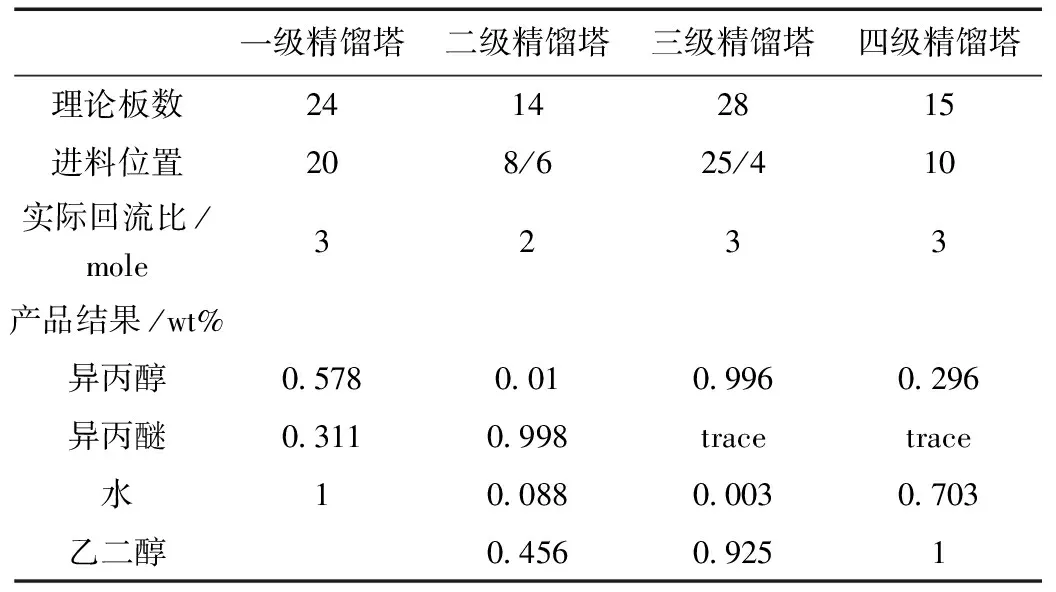
表1 模拟结果
注:二级精馏塔原料的进料位置是8,萃取剂乙二醇的进料位置是6。三级精馏塔原料的位置设计25,萃取剂进料位置是4。
2.3 参数的优化
模拟的最终目的是为了优化流程,以达到某方面的效益最佳,如经济效益最佳,节能效果最佳等。在建立全流程分析过程中采用Aspen Plus中的Sensitivity analysis模块对流程中的塔设备进行了参数优化和灵敏度分析,这些参数包括各个精馏塔的塔板数、回流比、流出率、进料位置以及萃取精馏塔萃取剂的用量等相关参数。在模拟过程中,以达到产品纯度的要求为目的。
2.3.1 一级精馏塔参数的优化
我们以第一个为例,进行了模拟优化。
(1)以理论塔板数为横坐标,以水的纯度为纵坐标,得到的结果如图2所示。

图2 一级精馏塔塔釜水的纯度随塔板数的变化曲线图
分析图2可知:随着塔板数的增加,产品的分离效果越好,即一级精馏塔塔底水的纯度越高。当塔板数为24时,水的质量纯度为99.99%,符合要求;继续增大塔板数,水的的含量基本不再增加,且设备费用增加,所以选择一级精馏塔的塔板数为24。
(2)以进料位置为横坐标,以水的纯度为纵坐标,得到的结果如图3所示。

图3 一级精馏塔塔釜水纯度随进料位置变化曲线图
分析图3所示可知:随着进料位置的变化,分离水的纯度大小刚开始不变,当塔板数为25时水的纯度开始逐渐变小。考虑对后续异丙醇、异丙醚的分离影响,确定进料位置为20。
2.3.2 二级精馏塔的优化
考虑到二级精馏塔加入了萃取剂,因此我们对二级精馏塔的参数也进行了优化。得到的结果如下:
(1)以理论塔板数为横坐标,异丙醚的纯度为纵坐标,得到图4,分析图4可知:随着塔板数的增加,异丙醚的分离效果越好,即二级精馏塔塔顶异丙醚的纯度越高。当塔板数为12时,异丙醚的质量纯度为99.77%,继续增大塔板数,异丙醚的含量基本不再增加,且设备费用增加,所以选择二级精馏塔的塔板数为12。

图4 二级精馏塔顶异丙醚纯度随塔板数的变化曲线图
以乙二醇进料位置为横坐标,分离异丙醚的质量纯度为纵坐标,如图5所示。
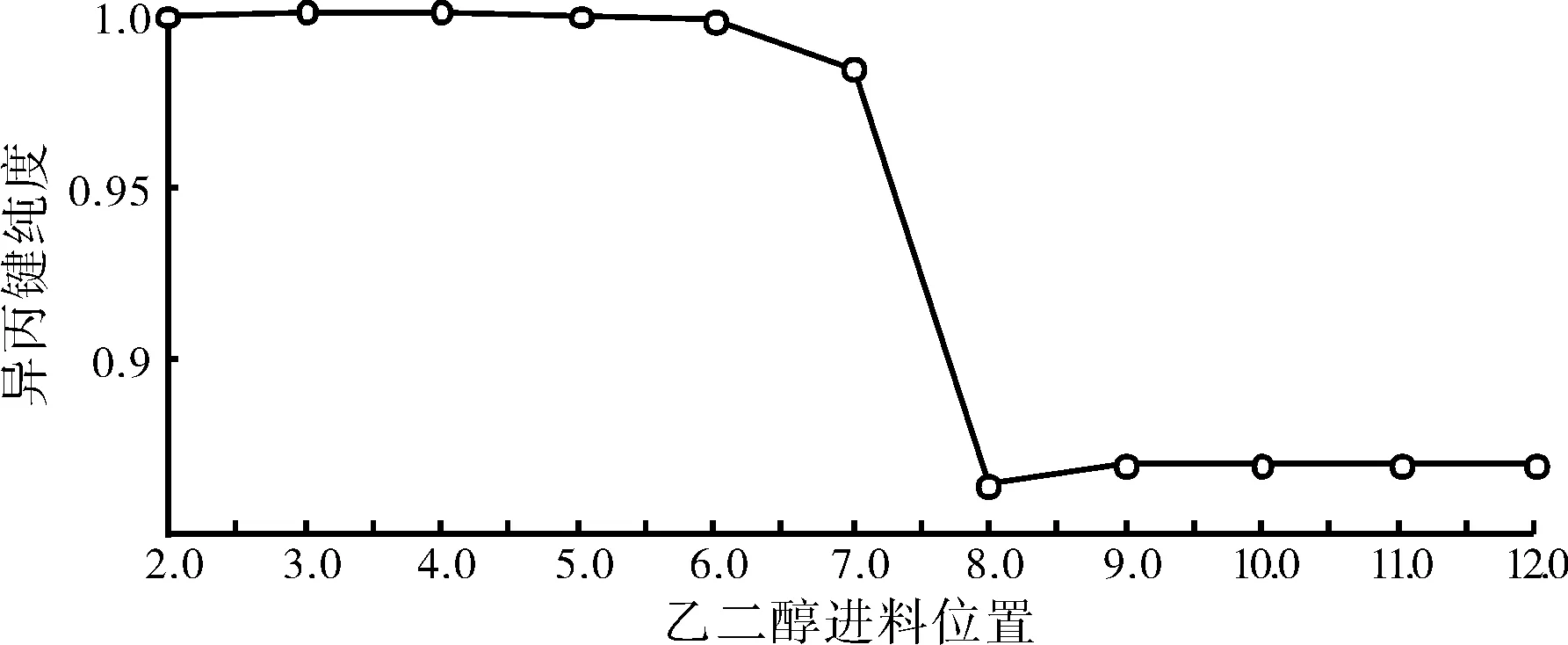
图5 二级精馏塔异丙醚的纯度随萃取剂进料位置的变化
由图5可知,随着进料的位置变化,异丙醚纯度随着进料位置变化而变化。经综合考虑,选定第6块板为第二级精馏乙二醇进料位置。
(2)在二级精馏塔中,以一级精馏塔进料(即W-1)的位置为横坐标,分离异丙醚的纯度为纵坐标作图,得到图6。
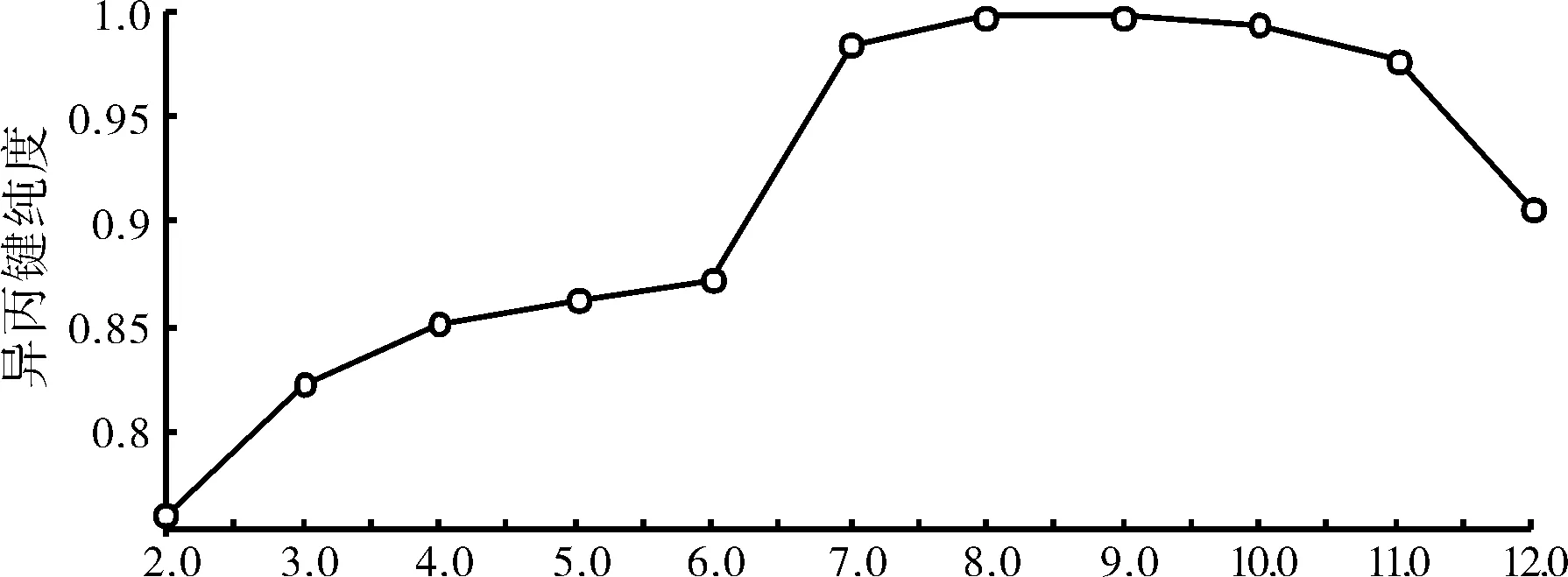
图6 二级精馏塔异丙醚的纯度随进料位置的变化曲线图
由图6可知,随着进料(W-1)的位置变化,异丙醚的纯度在进料位置为第8块塔板时达到最大值99.77%。经综合考虑,选定第8块板为第二级精馏塔的进料位置。
(3)在二级精馏塔中,以萃取剂进料(即W-1)的流率为横坐标,分离异丙醚的质量纯度为纵坐标作图,得到图7。

图7 异丙醚纯度随着萃取剂进料量的变化曲线图
由图7可知,随着进料(W-1)的位置变化,分离水的质量浓度在进料位置为第8块塔板时达到最大值99.77%。异丙醚纯度随萃取剂流量大小的变化取160 kg/h最合适。
3 结 论
3.1 产品纯度
从模拟的物流表中可以看到产品物流,D-2中异丙醚浓度≥
98wt%,D-3中异丙醇浓度≥99wt%符合设计规定。
3.2 水中异丙醚、异丙醇的含量
从模拟的物流表中可以看到最终产品物流(W-1),水中异丙醇的含量小于20 mg/L,异丙醚含量小于100 mg/L,均符合设计规定。
该项目生产过程中实现了原料的循环利用,较少的材料的投入,较低能量损耗,符合大环境下绿色生产的要求。
3.3 设计创新特色
(1)乙二醇的循环
为提高异丙醚和异丙醇的纯度,萃取剂采用2:1的进料方式,分别在二级精馏塔和三级精馏塔加入乙二醇;采用四级精馏塔对乙二醇再次提纯,使得萃取剂的纯度达到得以重新循环利用,节省了成本。
(2)节能环保
设计过程中采用Aspen Plus对工艺流程进行了模拟,并且进行了灵敏度分析。同时结合实际对设备合理优化,以达到技术水平先进、工艺过程环保、运行操作稳定、经济效益显著等目的。
总而言之本设计用Aspen Plus分析,保证了产品异丙醇的纯度,合理的回收利用异丙醇,同时水中异丙醇和异丙醚的含量也达到要求。并且进行循环设计,萃取剂得以循环使用,大大降低了能耗,节约成本,经济效益好。
[1] 崔小明.异丙醇的生产应用及市场分析[J].化工科技市场,2002,25(9):12-16.
[2] 刘中民,朱书魁.丙烯直接水合法生产异丙醇技术[J].精细与专用化学品,2005,1(15):1-4.
[3] 孙兰义.化工流程模拟实训-Aspen Plus教程[M].北京:化学工业出版社,2012:100-200.
[4] 叶青.异丙醚-水三元共沸物分离[J].化工进展,2011,30(7):1435-1437.
[5] 黄路,叶青.异丙醇-异丙醚-水三元共沸物分离[J].石油与天然气化工,2010:25-30.
Seperation of Isopropyl Ether, Isopropyl Alcohol and Water Based on Aspen plus
LI Cheng-shuai
(Shengli College China university of Petroleum, Shandong Dongying 257061, China)
Glycol was used as the extracting agent. The Aspen Plus was used to simulate the rectification parameters, including reflux ratio,plate number and feed stage. The Radfrac and sensitivity were chosen for simulation. The results indicated that when the volume was 1 t/h which contained 7wt% isopropyl ether, 13wt% isopropanol and 80wt% water, multiple rectification realized that the content of isopropanol was lower than 20 ppm and the content of isopropyl ether was lower than 100 ppm. The other result showed that glycol can be recycled.
glycol; Aspen Plus; isopropanol;isopropyl ether; azeotrope
TQ009
B
1001-9677(2016)023-0135-03
