机床导轨直线度的检验方法综述
2017-01-12长江工程职业技术学院机械工程系和云敏
长江工程职业技术学院机械工程系 和云敏
机床导轨直线度的检验方法综述
长江工程职业技术学院机械工程系 和云敏
机床导轨精度是影响工件加工误差的主要因素。本文从操作方便、准确度高的角度出发,系统地阐述了机床导轨直线度的检验方法,为从事机床设计、制造、操作及维修的技术人员提供了一份值得参考的技术资料。
机床导轨;直线度;检验方法
机床工作台的直线运动精度不但影响机床的质量、使用性能和运行可靠性,更对其生产的产品质量影响巨大。新购机床的安装、旧机床的移动都需要对机床进行调整,保证机床工作台的精度控制在一定的允差范围内。在机床中,导轨起导向和支撑的作用,能保证运动部件在外力的作用下准确地沿着一定的方向运动,导轨直线度及平行度若存在较大误差,直接影响着零件的尺寸。基于此,本文将重点探讨如何方便、准确地测量机床导轨直线度问题,为从事机床设计、制造、操作及维修的技术人员提供了一份值得参考的技术资料。
1 概念
导轨直线度指的是组成V形或矩形的导轨平面与垂直平面或水平面交线的直线度,通常以交线在垂直面和水平面内的直线度体现出来。如图1所示的导轨在垂直面和水平面的直线度误差。确定直线度误差的方法,可以在给定的平面内,用包容实际线的两平行直线的最小区域宽度来作为直线度误差,也可以实际线的两端点连线为基准,实际线上各点到基准直线坐标值中最大的一个正值与最大一个负值的绝对值之和作为直线度的误差。

图1 导轨直线度误差
2 垂直平面内导轨直线度的检验方法
在垂直面内测量导轨直线度方法通常有水平仪测量法和自准直仪测量法。一般情况下,机床的导轨比较长,很难用平尺、检验棒作为基准测量导轨的直线度,这时就可以选择框式水平仪。其测量原理为:假设在被测量的导轨上有一条理想的水平直线作为测量基准,根据常用框式水平仪的外形规格尺寸200*200把被测量的导轨分为若干段,用水平仪一步一跨分别测量出各段相对于理想水平直线倾斜的角度值,再绘制出坐标图确定导轨与水平直线的最大误差格数,用△H=niL计算出导轨与水平直线的误差值。例如,有一车床导轨长1600mm,用精度为0.02/1000mm的框式水平仪,仪表座长度为200mm,测量导轨在垂直平面内的直线度误差,具体操作步骤如下:
步骤1:把仪表座放置在导轨长度方向的中间,框式水平仪置于其上,调平导轨使水平仪的气泡位于中间的位置,避免导轨倾斜无法准确读出水平仪读数。
步骤2:按照板桥的长度将导轨分段,从靠近主轴箱位置开始依次首尾相接逐段测量,得到各段高度差读数。可以根据气泡移动方向评定导轨倾斜方向,假设气泡移动方向与框式水平仪移动方向相同时为“+”,移动方向相反时为“-”。
步骤3:用绝对读数法逐点累积测量读出数值,依次为+1、+1、+2、0、-1、-1、0、-0.5,如图2所示。
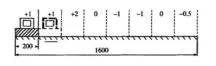
图2 导轨分段测量
步骤4:根据各段读数画出导轨直线度曲线图。以导轨的长度为横坐标,框式水平仪读数为纵坐标,根据图2中所测得的读数依次画出各折线段,每一段的起点要与前段的终点重合。如图3所示。
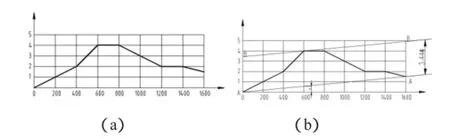
图3 导轨直线度误差曲线图
步骤5:根据图3(a)所绘制的导轨直线度误差曲线,由于导轨直线度误差呈单凸状态,采用两端点连线法确定误差值比较简单。具体过程如下:把折线的首尾两端点连接成A-A连线,并过曲线最高点作A-A的平行线B-B,两平行线之间的最大纵坐标值就是最大误差格数。如图3(b)所示,在导轨600mm处出现最大误差,由相似三角形求值。
步骤6:按照误差格数计算导轨直线度误差数值:
△=nil=(4-0.56)格*0.02/1000*200mm=0.014mm
其中,△——导轨直线度误差数值(mm);
n——导轨直线度误差曲线图中最大误差格数;
i——水平仪的精度;
l——板桥的长度(mm)。
3 导轨在水平面内直线度的检验
测量导轨在水平面内的直线度的检验方法有检验棒、百分表测量法,自准直仪测量法和钢丝测量法等。
对于本例中行程等于1600mm的导轨,可用检验棒和百分表检测导轨在水平面内的直线度误差,操作过程如下:
步骤1:按照图4的要求,将检验棒安装在主轴顶尖和尾座顶尖之间,注意一定要顶紧。

图4 导轨在水平面内直线度的检测
步骤2:将百分表固定在刀架上,调整尾座的横向位置,使百分表读数在检验棒两端点一致,将检验棒找平。检验棒位于图4中A位置。
步骤3:将百分表的测头顶在检验棒的侧母线上,移动床鞍,连续检测检验棒的侧母线,百分表读数的最大代数差就是被测导轨在水平面内相对于两端连线的直线度误差。直至检验棒到达图4中B位置。
为了消除检验棒误差的影响,按次方法测取一次读数后,将检验棒旋转180°,重复进行测量,然后取两次测量的平均值作为误差值。
4 小结
机床导轨精度是影响工件加工误差的主要因素。通过准确测量机床直线误差,可以有效地对误差进行补偿,提高机床本体精度等级,为加工合格零件奠定基础。
[1]王磊,贾坤.机床导轨的精度检测[J].科技传播,2014(08).
[2]李朝国.机床导轨精度测量方法探讨[J].金属加工(冷加工), 2011(24).
和云敏,1981年出生,河南焦作人,讲师,研究方向:机械设计、机电一体化技术。
