热轧带肋HRB400级钢筋电弧焊焊接工艺探讨
2017-01-10杨春荣
杨春荣
(重庆覃家岗建设(集团)有限公司,重庆 400030)
热轧带肋HRB400级钢筋电弧焊焊接工艺探讨
杨春荣
(重庆覃家岗建设(集团)有限公司,重庆 400030)
HRB400Mp级的钢筋比HRB335级的钢筋更加节约,根据相关调查和资料统计,前者比后者在钢筋的用量上节省了12%,对钢筋材料进行节约对我国的节能减排事业也有重要影响和作用。同时根据相关统计部门所调查数据表明,如果对1000万吨钢材进行节约,相当于对铁矿石以及标准煤都进行了节约,分别可以达到1800万吨以及650万吨,另外对废气和粉尘的排放能够最大程度减少,因此按国家对于此行业结构调整政策来看,对335MPa以下热轧带肋钢筋要进行淘汰,从而实现钢材升级。当前我国桥梁工程中所用钢筋都是热轧带HRB400Mpa这种型号,工程建设中对于钢电弧焊要求非常高,这种电弧焊焊接工艺相对较低,因此,要使热轧带肋HRB400MPa钢筋保证工程钢筋混凝土结构的安全性和耐久性,需要进一步在工程施工中进行控制。
热轧带肋HRB400MPa钢筋;可焊性;电弧焊焊接工艺
1 HRB400钢筋材质及碳当量对焊接的影响
对于钢材的焊接工艺和相关性能判定主要是看对于焊缝以及受到热影响下的位置是否存在着一些裂缝或者是表现出脆性,如果其性能不满足工程的需要,将会造成事故,因此对桥梁中进行焊接连接钢筋是至关重要环节。相关工作人员通过大量实验进行研究,发现成分对于钢筋材料的焊接性能有着很紧密联系,其中碳的含量影响最大,如果碳的含量较高,工程焊接位置将会很容易发生开裂情况,合金元素中增加碳含量也很容易导致这种情况发展,因此碳含量能够作为衡量其性能好坏的标准(表1)。
其中碳当量的计算是重要判定标准,主要是对能够对碳的冷裂纹以及脆化等与合金元素进行换算,通过对钢材中碳当量以及相关要素指数进行估算,可以初步对其敏感度进行判断,这一要素对焊接工艺中施工工艺及热处理等工艺进行确定有重要意义。
公式(1)中主要是按照碳当量Ceq(%)值进行计算:
Ceq=C+Mn/6+(Cr+V+Mo)/5+(Cu+Ni)/15(式中采用%) (1)
当Ceq<0.35%时,这种情况下是不需要进行预热工艺的;当Ceq在0.35%~0.55%时,在这个值之间时就表示需要预热处理;当Ceq>0.55%时,这种情况下不仅需要进行预热工艺,还要进行后热。
2 HRB400钢筋碳当量对焊接工艺影响的实例
2.1 HRB400钢筋电弧焊焊接工艺
下文对某项目桥梁工程进行简要介绍,这项工程中主要是运用的HRB400MPa钢筋,表2中列出了其相关材质型号。按照现行国家标准《非合金钢及细晶粒钢焊条》GB/T5117-2012及《热强钢焊条》GB/T5118-2012的规定,在进行手工电弧焊技术进行施工中,需要首先对焊条进行烘干,其选用的焊条在表2中有所介绍。
手工电弧焊焊接工艺如下:
(1)本次施工中选用了φ4.0mm、E5003焊条,其牌号为HRB400,在焊接中需要焊接位置运用平焊这种方式,接头位置选择搭接焊以及帮条焊,在后期进行烘干工艺中,温度维持在150~200℃保持了1小时,焊接电流为(40~50)d(d为焊条直径)。
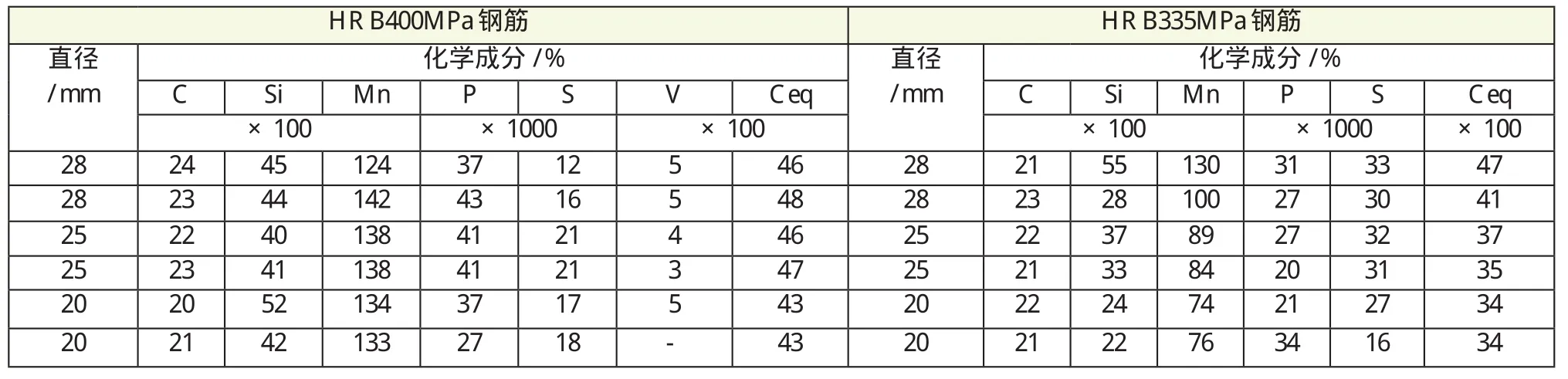
表1 某工程部分HRB400钢筋及HRB335钢筋材质

表2 钢筋电弧焊焊条型号
(2)焊接过程中要十分注意主筋,在焊缝位置进行引弧应该选择在垫板或者是帮条位置。
(3)紧密连接焊接中的地线与钢筋位置。
(4)焊接中焊缝表面要保持干净和整洁,缝面光滑平稳,弧坑要全部填满。
(5)帮条焊2~5mm的缝隙需要充分保证。
(6)搭接焊时,进行焊接顶端位置首先进行预弯,保证施工顺利,同时搭接中两端位置要保持在同一条直线上。
(7)帮条焊过程中,帮条首先要进行焊接位置固定,保证与主筋之间位置能够紧密相连,可以采用四点定位方式,搭接焊运用两点固定方式。
(8)焊接过程中,在帮条焊以及搭接焊中设置一条中引弧;弧坑在收弧之前要填满,保证焊接前端和末端相关融合。
2.2 HRB400钢筋电弧焊焊接质量要求
进行电弧焊焊接后要进行相关检查,对外观检查主要是下面这几个方面:焊接表面一定要保持整洁平稳,其中不应该有凹陷位置,同时在接头位置不能出现眼睛能看到的裂纹情况,在焊接中如果存在气孔或者是夹渣等问题,要控制在一定范围内,应符合表3的规定。
2.3 检验结果及评价
通过对整个焊接工艺进行检查,发现其中还是存在接头焊缝(图1),其中裂缝情况较为严重,发生裂缝主要是因为:
(1)HRB400钢筋对于碳含量的要求是不超过0.20%,这次焊接中碳含量达到了0.20%~0.23%,因而很容易导致出现裂纹情况。
(2)本次碳含量达到了为0.45%,对于冷裂纹感受度较大,因此焊接需要预热处理。

图1
2.4 焊接工艺改进措施
(1)使用E5015(J507)低氢型碱性焊条,这种焊缝为低氢型,有着非常优质的抗裂性能。
(2)要严格按照说明书对焊条进行烘干处理。
(3)焊接前首先要进行预热,主要是对钢筋接头位置进行预热,温度要保持在80~120℃之间,同时测量过程中,要在距离焊缝30~50mm位置上,可以采用红外线测温仪或者是点温计来进行。
3 结论
(1)热轧带肋HRB400钢筋这个型号在工程建设中应用广泛,但是其含碳量却非常高,因此,在焊接过程中,对于焊接工艺要求有着更加严格标准和规范,因此焊接中建议使用CO2气体保护电弧焊。
(2)焊接中按照相关要求进行预热工作,要控制在一定范围之内,如果要求较高时,敏感度增强,就需要对接头进行充分预热。
(3)HRB400钢筋电弧焊尽可能采用直流反接电源,电流不能过大,同时焊缝要严格对其外观进行检查。
[1]全国钢标准化技术委员会.GB1499.2-2007《钢筋混凝土用热轧带肋钢筋》[M].北京:中国建筑工业出版社,2008.
[2]吴世初.金属的可焊性[M].上海:上海科学技术出版社,1996.
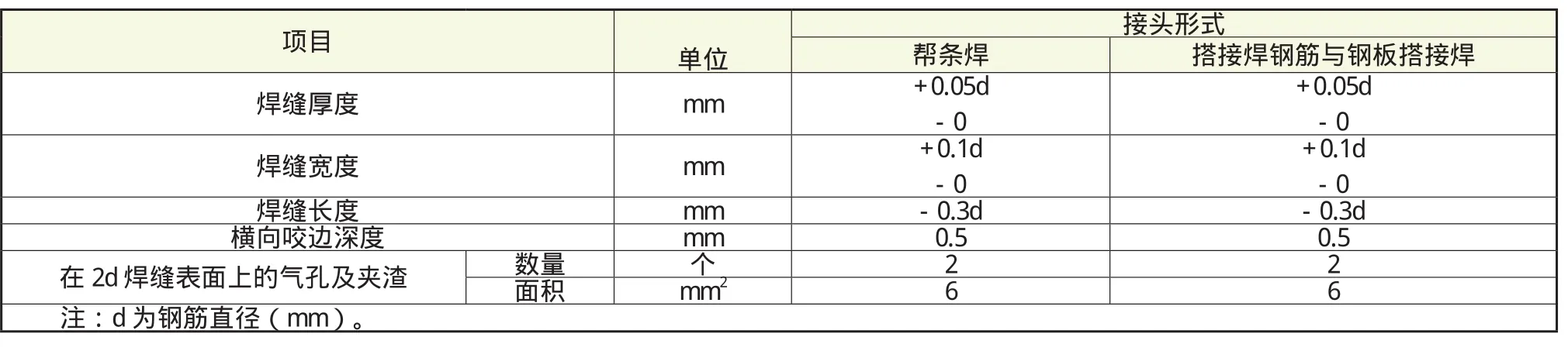
表3 钢筋电弧焊接头缺陷允许值
TG335.4
B
1671-0711(2016)11(下)-0105-02
