AP1000电气高精度预埋件安装控制技术
2017-01-10刘晓
刘 晓
(国核工程有限公司,上海 200233)
AP1000电气高精度预埋件安装控制技术
刘 晓
(国核工程有限公司,上海 200233)
AP1000压水堆核电机组中,存在大量为电气盘柜使用的电气预埋件,埋件长度长,但宽度以及厚度相对较小,在运输以及安装过程中极易发生变形,且该类型埋件安装精度要求高,按照普通埋件加固难以满足公差的要求。为了保证后续电气设备的安装以及倒送电节点的顺利实现,对于电气高精度预埋件,从加工制作、运输以及现场安装进行了一系列的控制措施,以保证此类埋件的安装精度。
AP1000;电气埋件;高精度;控制方法
AP1000[1]是美国西屋公司开发的一种双环路百万千瓦级压水堆核电机组。海阳核电项目厂址规划建设6台AP1000核电机组,一期工程建设两台单机1 250 MW的机组,是我国三代核电技术自主化依托项目之一。AP1000非能动、模块化的设计理念,简化了安全系统配置;减少了安全支持系统;大幅度地减少了安全级设备及抗震厂房;明显降低了对大宗材料的需求,但为大宗材料安装所必须的预埋件数量随之减少但数量依然较大,其中在AP1000核电站附属厂房/辅助厂房倒送电[2]楼板上分布较大数量的高精度电气预埋件,需在混凝土施工前进行预先埋设。电气预埋件的类型为N2 型(尺寸为L×229 mm×20 mm),长度L为1 295~2 515 mm不等,分布范围较广(示意图详见图1),精度要求高,平整度要求为3 mm/yd2(3.6 mm/m2),对于施工是一种挑战。
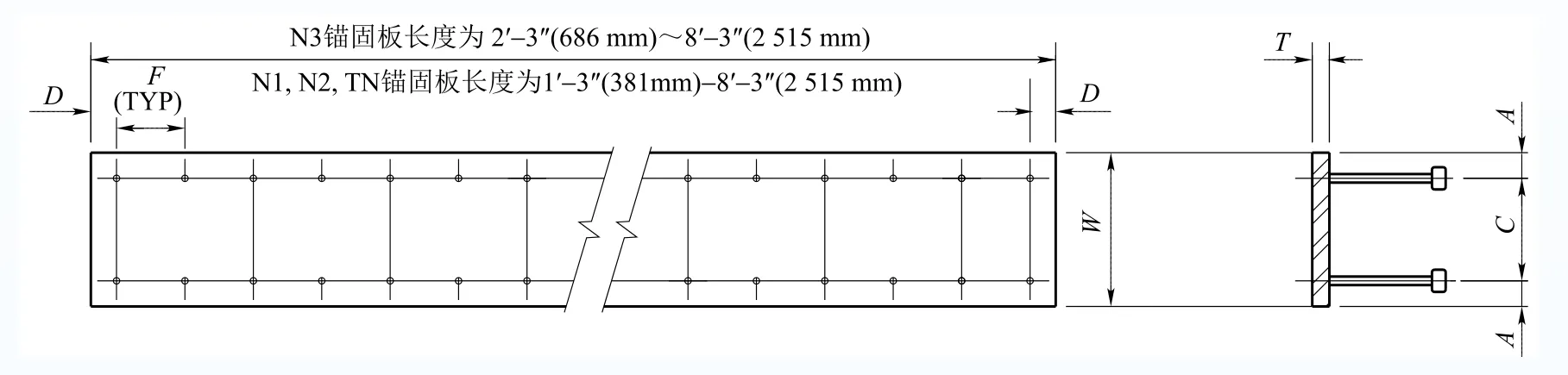
图1 N2型埋件示意图Fig.1 Schematic of type N2 embedment
1 一般预埋件的加固
在预埋件安装前所有埋件核实无误且要核对所有预埋件标签上所标识的信息与设计文件要求的一致。预埋件的安装应根据预埋件的安装部位不同采用不同的安装方法,对于一般预埋件(见图2)的安装,其安装流程如下:
由于不同的安装位置埋件的加固形式也不尽相同,此处取与高精度埋件同样位于楼板上的埋件(HA型和DWA型)加固进行对比性介绍。首先在确保安装无误后进行楼板钢筋绑扎和板顶预埋件的安装。板顶预埋件的平面位置应与绑扎钢筋之前在板底模上测量出的板顶预埋位置相对应,并用线坠、水平尺等对板顶预埋件的位置进行校核,其标高是根据已测定好基准的标高点为准,并通过拉直线的方法进行标定。

图2 一般类型预埋件Fig.2 General type embedment
对于带有锚固钉或T头的预埋件,在楼板上层钢筋绑扎完成后进行安装。对于带有弯筋的预埋件,应在楼板上层钢筋绑扎前,将预埋件初步定位在事先测量的位置,然后待楼板钢筋绑扎完成,再将预埋件进行精准定位。安装时,从最近的控制轴线引测出预埋件中心线,并用红色油漆在楼板面筋上标出“十”字定位线。操作人员先将预埋件按照“十”字线进行平面定位,并从附近的标高控制杆引测出预埋件标高,然后将预埋件的锚筋或锚固钉与附加筋绑扎固定,用水平仪和水平靠尺测量预埋件的标高与水平偏差,并用铁锤轻敲校正,最后绑扎牢固。最后在预埋板下添加适当尺寸的附加筋保证其标高,并在预埋板的左右两侧点焊附加筋,控制其左右位置,将两排附加筋点焊固定。详见图3。

图3 楼板处预埋件的安装示意图Fig.3 Sketch of embedment installation on the floor
由于现场人员在水平面的结构钢筋上进行施工,无法保证钢筋的标高。故对于安装精度较高的预埋件,宜设独立的钢筋支架进行固定。钢筋支架可焊接在预制板中事先预埋的钢筋头上或是压型钢板的锚固钉上,使其成为一个独立于楼板主筋的支撑体系。
对于相邻较近的埋件,可将其支架连成一体,对埋件进行整体固定。较小的埋件(长×宽<800 mm×800 mm)选用直径≥20 mm的钢筋,较重的埋件(长×宽>800 mm×800 mm)选用直径≥22 mm的钢筋作为钢筋支架。竖向钢筋一般沿预埋板长边对称布置,两边分别布置两根并焊接在前一层施工钢筋的根部,沿高度方向可加设横向支撑点,以减少竖向钢筋的长细比,满足施工过程中的稳定性。若无施工钢筋,可将支架点焊预制板事先留出的钢筋头上或是压型钢板的锚固钉上。根据图纸上预埋板的顶标高和预埋板厚度计算出横向钢筋的标高,并用水准仪对横向钢筋的标高进行跟踪测量,将横向钢筋紧靠竖向钢筋上下调整,并保证能够夹住预埋板两侧的锚爪,直至达到偏差要求后将横向钢筋与竖向钢筋焊接牢固,一般横向钢筋的数量为2根。根据预埋板十字控制线,将预埋板调整到合适位置,用较短的钢筋作为限位钢筋将预埋板的两侧点焊固定,并与横向钢筋焊接固定,同时在埋板表面安装一根直径为20~25 mm 的斜向或横向钢筋防止埋件上浮,斜向钢筋点焊在钢筋支架上,如图3所示。
板面预埋件安装时,要把预埋件的锚筋同加固用附加筋用绑扎的方法进行固定,直到预埋件稳固为止。预埋件的安装应与钢筋进行穿插作业,并在钢筋绑扎的过程中,当遇到较大的预埋件或锚筋端部带有锚固板的预埋件时,应预留出该预埋件的安装位置。
2 高精度埋件加固
AP1000附属厂房/辅助厂房楼板上涉及倒送电房间的电气高精度预埋件平整度要求为3 mm/yd2,约为3.6 mm/m2。海阳一号机组附属厂房EL.100标高的电气高精度预埋件按照普通埋件进行控制,约有40%的埋件存在超差,且超差值较大,最大值达到12.32 mm。后续处理难度较大,严重影响后期电气设备的安装以及全场倒送电节点的实现。所以对于此类电气高精度埋件需要有严格的加固工艺进行控制。
母爱是细腻的、无微不至的,而父爱则是严肃的、刚强的,他们总是看起来沉默无语,没有安慰,亦没有鼓励,其实这并不代表他们不爱自己的孩子,父爱同母爱是一样伟大的,只是父亲表达爱的方式不同而已。相比于言语,他们更喜欢默默付出。
2.1 超差原因分析
高精度埋件变形主要为翘曲,挠曲以及整体下沉或者偏移。影响高精度电气埋件偏差水平度偏差产生的主要原因有以下几个方面。
1)加工过程中,由于切割以及焊接热应力等原因造成的埋件的翘曲变形;
2)加固措施不到位,加工运输以及浇筑过程中未对埋件进行有效的加固;
3)安装中没有采用独立的支撑体系,导致水平度以及标高的整体偏差;
4)埋件的加固点不足,加固点只有钢梁上的剪力钉,埋件数量较多,剪力钉的位置以及数量均不能满足所有位置埋件的加固;
5)现场保护监测手段缺乏,混凝土浇筑以及振捣设备的扰动,以及无实时的检测手段,导致埋件的偏差;
6)楼板以及钢梁的变形,由于楼板薄,跨度大,楼板极易发生变形,从而导致偏差的产生。
2.2 高精度埋件加固措施
2.2.1 高精度埋件出厂前控制
此类N2型电气高精度预埋件的钢板较薄、而其长宽比大,预埋件本身刚度较小,在加工过程中易产生翘曲变形。在切割焊接过程中严格控制温度,尽量降低由于热应力引起的埋件的变形。
在出加工厂前,必须对预埋件的翘曲、变形进行矫正,保证埋件的平整度满足要求后,方可运至施工现场。
2.2.2 高精度埋件运输加固
高精度埋件在运输、搬运、吊装过程中由于埋件震动、自重等原因会发生挠曲变形,这种变形需要通过加固措施形成预埋件的固定单元来降低埋件的变形以满足安装精度的要求。
为加强预埋件的刚度,采取在每块预埋板面两侧增加对称的通长表面应平整、无翘曲变形的8号槽钢,配合双钢管、M16对拉螺杆(带蝶形螺母)将每组电气预埋件连接成整体的措施。预埋板面上的两根槽钢与预埋板长边的两侧点焊固定,形成一个个的预埋件固定单元。埋件固定单元如图4所示。
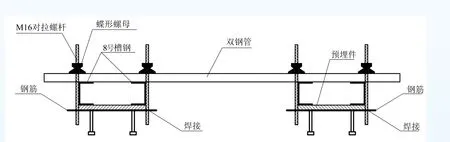
图4 高精度埋件固定单元Fig.4 High accuracy embedment reinforced unit
2.2.3 高精度埋件安装加固措施
在安装过程中首先需要保证埋件安装单元的安装精度,其次需要降低埋件由于扰动产生的变形。现场采用独立支架并将埋件单元连接成整体进行固定。
由于钢梁在压型钢板下按间距布置,钢梁上已均匀设置锚固钉。在预埋件两侧钢梁的锚固钉上均设置竖向支架,采用按间距约1.2 m将M22对拉螺杆焊接于钢梁锚固钉上。若M22对拉螺杆下无钢梁时,则增加角钢或槽钢作为支撑,在预埋件附近的钢梁锚固钉上增焊角钢或槽钢,其上焊接对拉螺杆。在每组预埋件上方增加双钢管与M22对拉螺杆(带双蝶形螺母)配合加固将预埋件连接成整体,防止埋件在混凝土浇筑过程中上浮或下沉,满足施工过程中的稳定性。待预埋件安装完后,根据图纸上预埋板的顶标高,测量人员对其标高进行跟踪测量,操作工用双蝶形螺母可进行上下微调,将预埋件调整至设计位置,直至达到偏差要求。若遇预埋件下无支撑的情况,则通过在钢梁上增设锚固钉的形式来增加支架支点。如图5和图6所示。
高精度预埋件在安装过程中,对处于同一直线上的预埋件应先安装两端的埋件,待两端埋件固定好后,以两块预埋件的中心轴线为基准拉线,再以此直线作为基准线,进行中间预埋件的安装。对于相邻较近的预埋件,将预埋件或固定支架连成一体,对预埋件进行整体固定。

图5 板面高精度埋件安装立面图Fig.5 Vertical view of high accuracy embedment on the floor
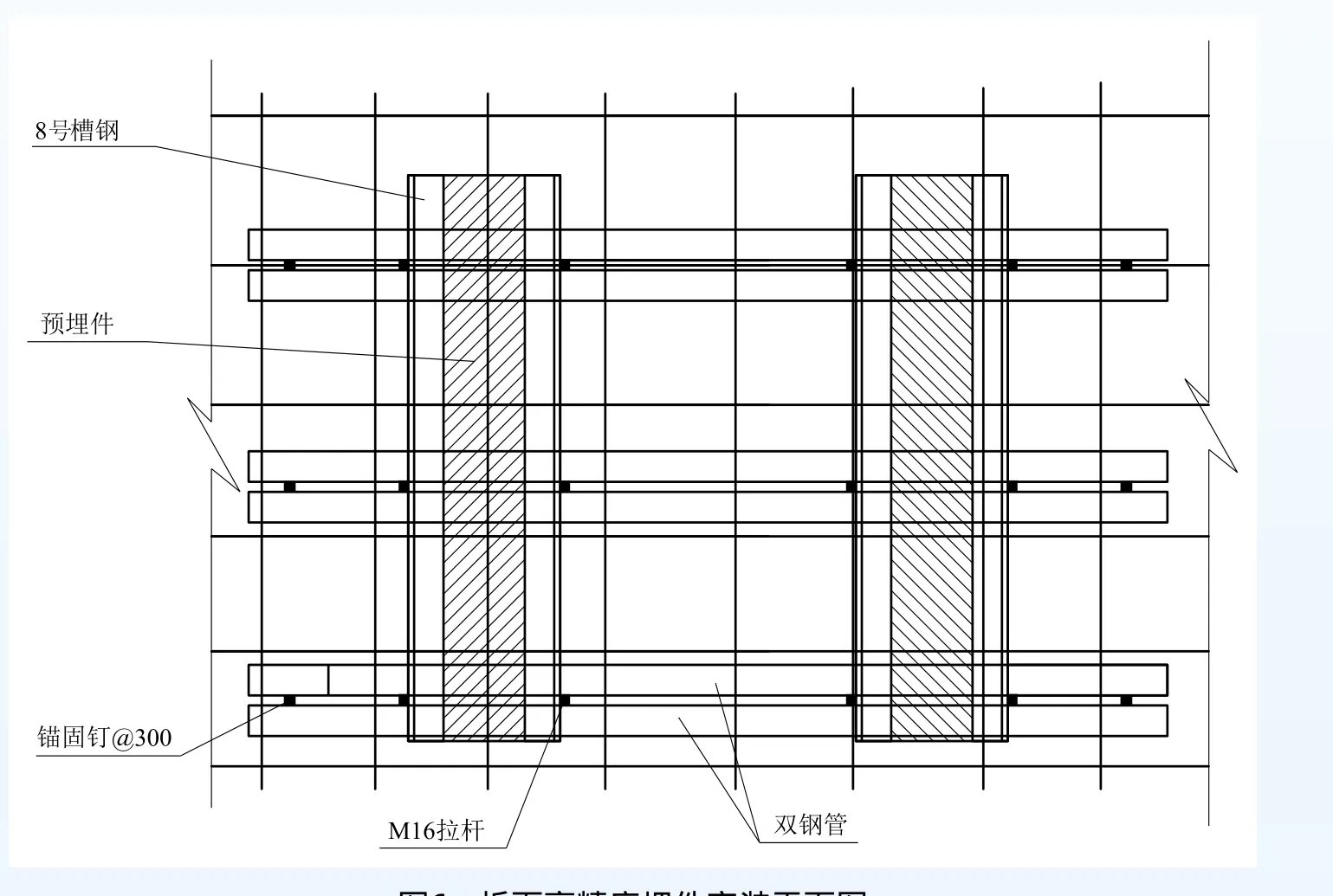
图6 板面高精度埋件安装平面图Fig.6 Plan view of high accuracy embedment on the floor
2.2.4 钢梁、压型钢板的支撑
预埋此类电气高精度埋件的楼板结构形式为钢梁支撑压型钢板的结构形式,楼板厚度相对较薄,且钢梁、部分压型钢板的跨度过大,需在其下方设置临时支撑以确保埋件的精度。
每道钢梁下方的中间位置处均需设置临时支撑;压型钢板下临时支撑必须保证施工时压型钢板的跨度不大于1.8 m。临时支撑采用盘扣式或扣件式脚手架搭设三排支撑架的形式,脚手架采用立杆纵距、横距约0.9 m,横杆步距不大于1.2 m。临时支撑在压型钢板安装就位之前先行支设,再进入房间内部调整可调顶撑,以使木方能够顶紧钢梁或压型钢板。待楼板混凝土养护完成之后,可拆除临时支撑。临时支撑示意图见图7。
2.2.5 混凝土浇筑控制
楼板上大量电气安装精度高,要避免混凝土振捣对预埋件的不利影响。浇筑混凝土时,需要避免倾倒混凝土对预埋件所造成的冲击,倾倒混凝土时,应在未安装埋件处倾倒,并迅速向四周摊开。在振捣过程中,需特别注意成品保护,预埋件、贯穿件附近混凝土浇筑必须缓慢,预埋件每边的混凝土应均匀,防止发生侧向位移。避免振捣棒碰击预埋件、贯穿件,以防其变形和移位。
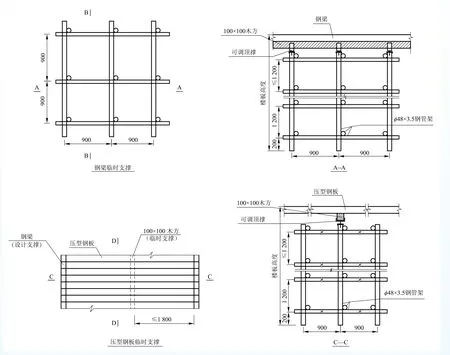
图7 脚手架支撑示意图Fig.7 Sketch of scaffold support
3 结束语
电气高精度埋件若按照普通埋件进行加固安装,施工结束后埋件超差严重,影响后续电气盘柜的安装以及施工节点的完成。海阳AP1000核岛项目对于电气高精度埋件从预制、加工、运输到安装均进行严格的控制来满足设计公差的要求。通过以上加固措施,仅有极个别埋件超差,大大降低了此类埋件的超差现象。为电气设备的安装奠定了基础,同时也保障了核岛倒送电节点的实现。现电气高精度埋件的安装为一次预埋,可否考虑改进设计,采用二次灌浆技术,在满足使用安全性可靠性的前提下以达到降本增效的目的。
[1] 孙汉虹等.第三代核电技术AP1000[M]. 北京:中国电力出版社,2010:1-78.
SUN Han-hong et. al. The Third Generation Technology AP1000 [M]. Beijing:China Electric Power Press, 2010:1-78.
[2] 林诚格. 非能动安全先进核电厂AP1000[M]. 北京:原子能出版社,2008:348-373.
LIN Cheng-ge. Passive Safety Advanced Nuclear Power Plant AP1000 [M]. Beijing: Atomic Energy Press, 2008:348-373.
[3] 李乾南; 张忠杰. 自流无收缩灌浆料在设备基础二次灌浆中的应用[J]. 土工基础,1995(2).
LI Qian-nan, ZHANG Zhong-jie. Application of Self-flowing and Non-shrinkage Grouting Material in the Second Grouting for Equipment Foundation [J]. Geotechnical Engineering Foundation, 1995 (2).
High Accuracy Embedment Installation Control Technique for AP1000 Electric Machine
LIU Xiao
(State Nuclear Power Engineering Co., Ltd., Shanghai 200233, China)
There is plenty of embedment for the electric cabinet in AP1000 PWR nuclear power plant. The embedment is cast-in-place, and the length of embedment is longer as compared with the width and thickness, with high installation accuracy, which is hard to meet the specific tolerance when transport and install the embedment. In order to install the electric cabinet smoothly and achieve the milestone of initial-energization, the control measure for the embedment from fabrication to installation is taken to make sure the installation accuracy.
AP1000;electric embedment;high accuracy;control measure
TL416 Article character:A Article ID: 1674-1617(2016)04-0323-06
TL416
A
1674-1617(2016)04-0323-06
2016-10-20
刘 晓(1982—),男,山东招远人,硕士,从事核电项目设计管理工作。