自动变速器输出轴断齿故障分析
2017-01-10张海侠关崴姚书涛周章遐王君
张海侠,关崴,姚书涛,周章遐,王君
(哈尔滨东安汽车发动机制造有限公司技术中心,黑龙江 哈尔滨 150060)
自动变速器输出轴断齿故障分析
张海侠,关崴,姚书涛,周章遐,王君
(哈尔滨东安汽车发动机制造有限公司技术中心,黑龙江 哈尔滨 150060)
文章通过研究自动变速器输出轴断齿的故障机理和故障工况,并通过试验手段在试验室环境下再现了输出轴断齿故障,根据对输出轴故障发生的机理制定了输出轴材料选择和管控的优化措施和方向。为输出轴的设计优化提供借鉴和参考。
输出轴;曲线图;金相组织;机械性能
10.16638/j.cnki.1671-7988.2016.12.066
CLC NO.: U463.212 Document Code: A Article ID: 1671-7988 (2016)12-192-03
引言
在自动变速箱中输出轴作为四点齿轮之一实现二级减速和增扭,齿轮通过齿面接触而传递动力,齿面周期地承受很大的接触压力,常因齿面接触疲劳破坏而失效。其破坏形式为麻点剥落或硬化层剥落。齿轮的齿根处承受很大的弯曲应力。在弯曲应力的反复作用下,会产生弯曲疲劳破坏,发生断齿。此处,机器在启动、急刹车或换挡时,齿轮还会受到冲击载荷或短时间过载的作用,而使齿部折断,这种破坏形式危害最大。齿轮在工作时,两个齿面在啮合时还有相对运动(包括滑动和滚动)而产生摩擦,使齿面磨损。
齿轮在高速运转条件下,如接触应力过大,齿面滑动速度过高,由主动与被动齿轮间摩擦而产生高温,破坏油膜的形式,使两个齿面的金属直接接触,导致两摩擦面的瞬时焊合,在随后的运转中,焊合的金属又被撕断,造成齿面刮伤,这是胶合磨损。综上所述,齿轮在工作时的主要失效形式有:齿根折断、弯曲疲劳、接触疲劳与磨损。
1、故障现象
输出轴在做耐久试验时,运行到273循环,step2第二次全油门升速过程中,发动机突然出现跑飞声音,既而听到“咔蹦”的断裂声,台架随即因负扭矩超限报警,停机,从出现异响到停机持续时间约15秒左右,进试验间检查发现,变速器壳体在输出轴位置附近出现开裂现象。故障导致损坏情况如下:
(1)变速器壳体裂纹损坏;
(2)输出轴上主减主动齿轮、差速器上主减从动齿轮出现掉齿、齿面剥 落等严重损坏;
(3)输出轴两端轴承损坏,轴承滚子全部掉落;
(4)输出轴轴承保持架出现裂纹;
(5)驻车棘爪前端爪齿断落损坏;
(6)单向离合器损坏;
(7)LR压力板烧蚀变形。
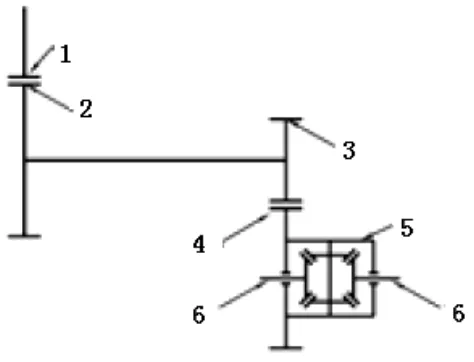
图1 四点齿轮结构简图
2、故障分析
2.1 试验过程曲线图分析
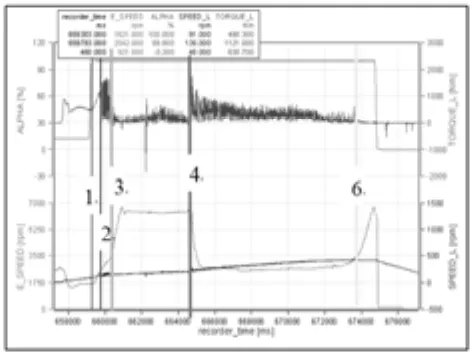
图2 故障位置试验数据曲线图
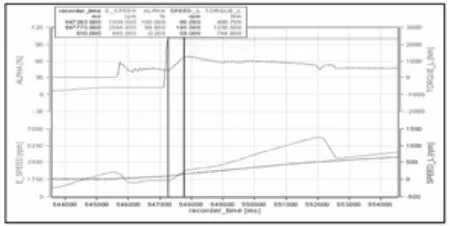
图3 故障位置正常试验数据曲线图
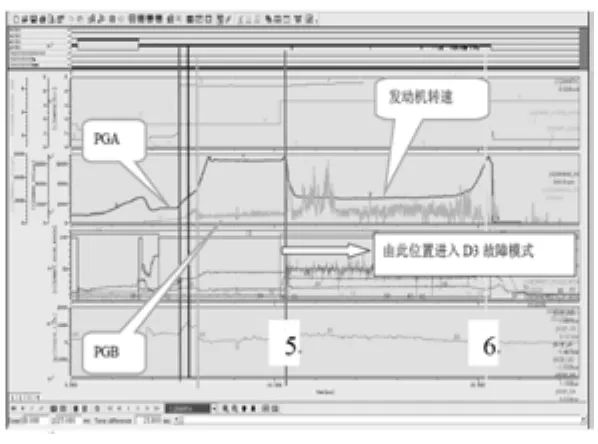
图4 故障位置MMT01监控数据曲线图
(1)图2 1标线----2标线区间
从图2和图3的对比来看,故障发生在图2的2标线位置,在此之前变速器工作正常。
(2)图2 2标线----4标线区间
在2标线和3标线之间,半轴扭矩出现大幅波动,推测此时变速器主减齿轮副已经出现掉齿问题,掉齿卡在齿轮之间对输入输出侧均产生较大冲击载荷,导致单向离合器损坏。从图2 3标线位置开始由于单向离合器损坏导致1档位在档状态不正常,发动机3标线和4标线之间出现过瞬间的半轴转速下降,半轴扭矩瞬间达到-1800N.m左右,推测这是由于驻车棘爪突然卡入驻车齿轮并在冲击载荷作用下折断损坏。
在此区间,TCU软件系统通过判断涡轮转速传感器(PGA)和输出轴转速传感器(PGB)信号同步性异常,从而控制变速器进入故障模式下的3档;
(3)图4 5标线----6标线区间
从5标线位置开始,发动机油门开度仍然保持全开,变速器进入3档,由于档位状态正常,发动机转速、涡轮转速均被拉了下来,输出轴转速有一个明显上升过程,而且此时变速器速比关系也正常,但只经过0.2S左右输出轴转速和涡轮转速就下降了,推测此时输出轴轴承已经出现卡滞问题,对涡轮侧旋转产生阻碍作用,导致发动机转速无法上升,而动力又无法正常向半轴端传输,导致半轴转速上升缓慢。
在达到5标线之前输出轴转速传感器(PGB)信号无明显异常,刚达到5标线时也基本正常,随后可能受到输出轴齿轮撞击出现损坏,测量信号出现异常。
(4)图2、图4 6标线以后
到6标线位置,在发动机油门全开状态下,半轴扭矩接近零,发动机转速再次飞升,推测轴承保持架断裂,轴承失效,输出轴传扭功能彻底失效。
根据试验数据分析为输出轴导致本次故障的发生。
2.2 宏观分析
宏观观察断口为典型的疲劳断口,疲劳源如图5、图6所示白色箭头所指位置,表现为多源疲劳特征。其中红色区域疲劳断口存在快速断裂特征。
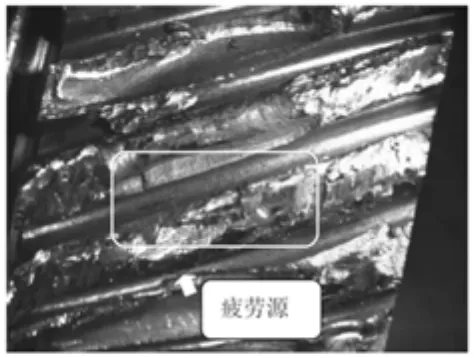
图5
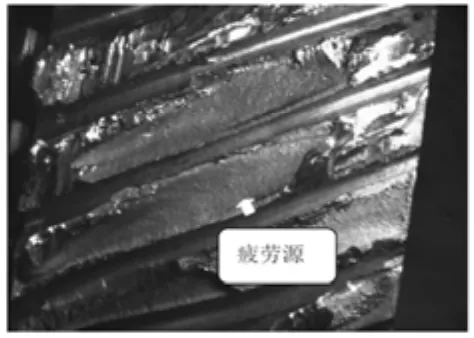
图6
2.3 金相分析
断齿的轴残留齿面已遭到严重破坏,因此,从库存中抽取一根同炉生产的轴进行金相检验和齿面磨削烧伤检验,结果见表1和图7 、8、9、10。其中渗碳层金相检测部位是磨齿与非磨齿交界处表面(疲劳源区位置);图2.9是失效件杆部取样重新等温正火后带状组织(合金元素及碳偏析)检查情况。
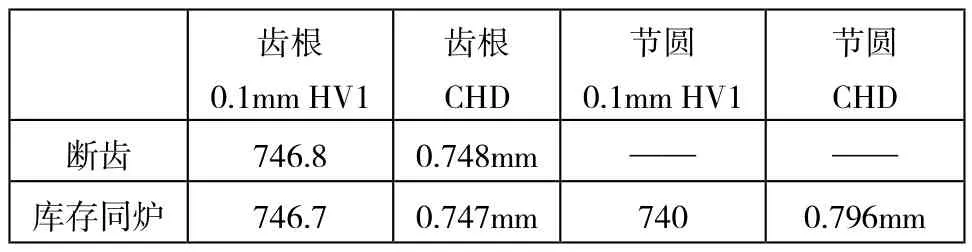
表1 断齿轴和同炉库存完好轴对比检查
(1)从断口观察分析该轴齿断裂为典型的弯曲疲劳断裂,疲劳源发生在三个区域,图5、图6所示为其中2个区域,疲劳源基本在齿宽中部,另一个区域疲劳源发生在齿宽方向靠近端部。齿高方向上看疲劳源产生在磨齿区与齿根交界处。瞬断区所占面积很小,说明齿部工作弯曲应力不高,没有过载现象。
(2)从100×组织中(图7、图9)观察到材料合金元素偏析较为严重,明亮带对应的渗层中残奥约为48%,严重超标;偏析处局部渗碳淬火后马氏体针粗大并形成了晶间微裂纹,见图10白色椭圆区域所示。由于微裂纹的存在大大降低了弯曲疲劳强度,可能是造成断齿的主要原因之一。
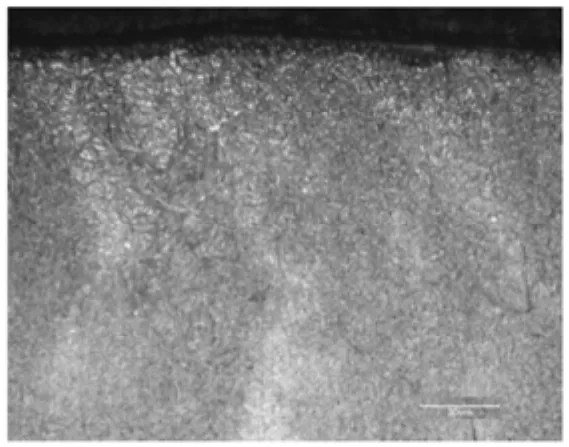
图7 材料成分偏析严重(白色条带)100×
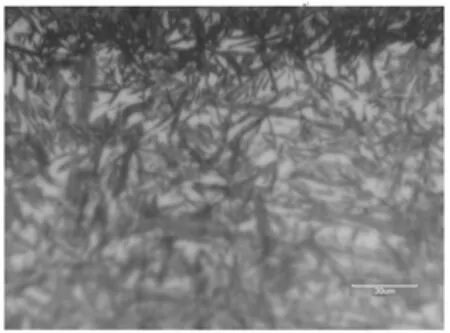
图8 残奥严重 500×
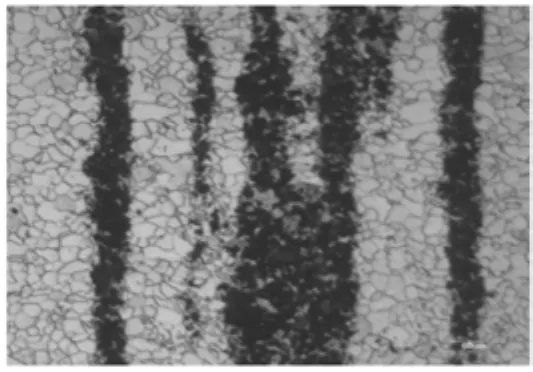
图9 原材料成分偏析引起的带状偏析组织100×
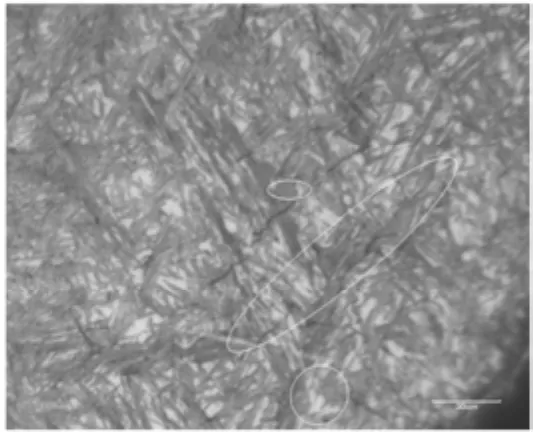
图10 成分偏析造成淬火局部残奥严重超标并伴随淬火微裂纹 500×
(3)该轴齿成分偏析造成渗碳淬火后局部残奥严重超标大大降低了局部的疲劳强度;严重的淬火时直接产生晶间开裂,见图10。齿轮服役时在这些局部区域首先产生疲劳裂纹或者晶间裂纹迅速发展成为疲劳裂纹。由于成分偏析的随机性与多源疲劳正好相呼应,也即当成分偏析正好处于齿根转角附近时形成疲劳裂纹的概率大大增加。
(4)渗碳淬火回火后表面硬度740HV1以上,对于轮齿发生早期弯曲疲劳也会起到促进作用。
3、结果与讨论
3.1 输出轴断齿故障的原因
通过试验数据分析此次故障为变速器主减齿轮副先出现掉齿问题,掉齿卡在齿轮之间对输入输出侧均产生较大冲击载荷,进而导致其它相关零件被破坏。该轴齿断裂为疲劳断裂,疲劳源位置较多,通过金相分析该轴齿断裂与材料的成分偏析有直接对应关系。并且在成分偏析处发现了晶间微裂纹,由此可以断定该轴的齿部早期疲劳断裂主要是由于材料成分偏析严重引起。
3.2 预防输出轴断齿故障的措施
对制作零件厂家选用的钢厂不可以随意更换,如若更换必须对材料进行金相分析,同时对新材料制作的零件要重新进行耐久考核。
[1] 朱东华等,机械设计基础.哈尔滨工业大学.机械工业出版社.
Automatic transmission output shaft gearfracture failure analysis
Zhang Haixia, Guan Wei, Yao Shutao, Zhou Zhangxia, Wang Jun
(Center of Technology, Harbin DongAn Automotive Engine Manufacturing Co., Heilongjiang Harbin 150060)
In this article, through the automatic transmission output shaft gearfracture failure mechanism and failure mode of failureAnd through tests in laboratory environment recreates the output shaft gearfracture failure, According to the mechanism of output failure made the choose of output shaft material and control optimization measures and direction. To provide reference for the design of the output shaft optimization.
output shaft; curve chart; metallographic structure; mechanical capacity
U463.212
A
1671-7988 (2016)12-192-03
张海侠(1980-),女,工程师,就职于哈尔滨东安汽车发动机制造有限公司技术中心,研究自动变速器齿轮方面。