中凸变椭圆活塞精加工热变形补偿方法研究
2017-01-09
(中国兵器科学研究院宁波分院,浙江 宁波,315103)
中凸变椭圆活塞精加工热变形补偿方法研究
王大森 聂凤明 朱鸿磊 郭成君 裴 宁 纪淑花 卢文斌
(中国兵器科学研究院宁波分院,浙江 宁波,315103)
本文采用有限元方法对活塞精加工过程中热变形进行分析并通过补偿方式优化加工参数。具体针对某型号活塞,分析其加工时的热变形。分析结果表明,最大径向变形出现在活塞头部,为14.3μm,最小径向变形出现在活塞底部,为4.9μm。并以此调整活塞加工参数,实验表明此方法有效减小了由热变形造成的加工误差,为同类型活塞加工工艺改进提供了参考依据。
活塞;中凸变椭圆;热变形;补偿;有限元方法Key words:Finite element method is applied to thermal deformation analysis of middle-convex and varying ellipse piston in finishing process, according to the results technics parameters are optimized with compensation method. Specifically, a certain engine piston’s thermal deformation is analyzed. As results show, the maximum radial deformation of the piston profile is 14.3μm, which appears in the piston head; the minimum radical deformation is 4.9μm, which appears in the bottom of piston. Experimental results show that adjusting technics parameters can effectively reduce the machining errors caused by thermal deformation, which can provide a basis for the improvement of piston technics.
活塞是内燃机的关键部件之一,其加工质量直接关系到内燃机的工作可靠性和经济性。为提高活塞的工作性能,目前内燃机活塞裙部普遍采用中凸变椭圆型面。这种型面的横截面为椭圆或类椭圆,且椭圆度沿活塞轴向变化,纵截面型线则为一条中部外凸的曲线。由于活塞易受加工温度的影响发生变形,尤其是精加工时导致型线精度超差。本文以有限元方法对活塞精加工时的热变形进行分析,通过补偿方式优化加工参数,改善活塞外型曲面加工质量,提高制造精度。
1 活塞加工热状况分析
切削热是活塞外圆精加工过程中热变形的主要热源。在活塞切削过程中所消耗的切削功绝大多数转变成了切削热。切削热通过切屑、活塞工件、刀具以及周围的空气等传散,在无切削液的工况下,切屑带走了大多数的热量。根据实际加工经验,活塞工件在400r/min的转速下,刀具进给速度100mm/min进行外圆精加工,工件温度从室温升高到了30℃左右,温度变化约为10℃。
对于一些几何形状简单且结构对称的工件,在受热较均匀的状况下,工件的热变形基本均匀,其变形量可以按照热膨胀原理直接计算。由于活塞工件结构复杂,其热变形可能会导致活塞工件弯曲或者其他形式的热变形,可能会造成更大的加工误差。有限元方法的普及应用和计算机软硬件的迅猛发展,为活塞加工中热变形研究工作的开展提供条件。

表1 材料弹性模量、导热系数和热膨胀系数

图1 活塞工件实体模型

图2 活塞工件有限元模型
2 活塞工件相关参数
以某型柴油机活塞外圆加工工件为研究对象,其外径150mm,高138.8mm。活塞材料为铝合金,材料弹性模量、导热系数、热膨胀系数均随温度线性变化,具体数值见表1,泊松比0.33,密度2770kg/m3。
3 有限元计算
3.1 有限元模型建立
因活塞具有对称性,为提高求解效率,取1/2活塞模型用于计算。在SoIidworks软件中建立实体模型,并导入MSC.Patran软件中,结果如图1所示。
在进行热变形分析时,使用Tet10单元划分网格,在复杂形状部位进行网格加密处理。所得有限元模型如图2所示,该有限元模型共有单元58484个,节点38517个。
3.2 载荷及边界条件施加
活塞精加工时使用止口定位,销棒固定活塞销孔位置,在模型中施加相应边界条件。活塞精加工过程中的温度场变化复杂,切削热随刀具的进给不断发生变化,但在整个切削过程中基本可认为活塞工件处于热平衡状态。对有限元模型施加静态热载荷,求解活塞热变形。绘制计算得到的活塞热变形云图,如图3所示。结果表明,活塞的单边最大径向变形为14.3μm,出现在活塞头部,单边最小径向变形为4.9μm,出现在活塞底部。在MatIab中拟合活塞主推力面一侧的径向热变形,如图4所示。活塞头部的变形量较大,随着高度的降低变形量逐渐减小。
4 优化实验
经过上述的活塞工件热变形计算后,对活塞型线加工参数进行补偿优化,并通过实验验证优化结果。分别使用未优化和优化后的型线加工参数精加工两组活塞,利用轮廓仪测量其型线参数。测量结果如图5所示。
由图可知优化参数后加工的活塞工件型线与标准型线较为接近,加工误差较小,且变化趋势基本稳定。未优化加工参数时,型线的加工误差最大处在活塞头部处,最大值为63.7μm;经过参数优化后,误差最大值为19.3μm。使用活塞加工热变形补偿的方法有效地减小了加工时切削热对于活塞型线加工精度的影响。
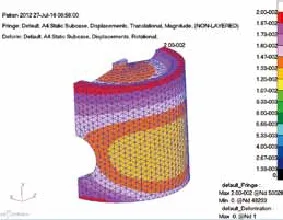
图3 活塞工件热变形云图

图4 活塞主推力面侧热变形曲线
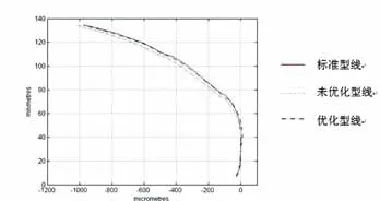
图5 活塞加工型线测量结果
5 结语
(1)对活塞外圆加工时工件的热变形进行分析。最大径向变形出现在活塞头部,为14.3μm;最小径向变形出现在活塞底部,为4.9μm。活塞头部的变形量较大,随着高度的降低变形量逐渐减小,可根据分析所得的变形曲线调整活塞加工参数。
(2)实验表明本文建立的活塞工件热变形模型能够较为精确地计算出活塞外圆精加工过程中的热变形。
(3)优化活塞型线加工参数后有效减小了由热变形造成的误差影响,为同类型活塞加工工艺改进提供了参考依据。
(
)
[1] Silva. Fatigue on Engine Pistons-a Compendium of Case Studies [J]. Engineering Failure Analysis, 2006(13):480-492.
[2] Hong Yang, Jun, Ni. Dynamic Modeling for Machine Tool Thermal Error Compensation [J]. Journal of Manufacturing Science and Engineering, 2003, 125:245-254.
[3] 贾志广, 李国康, 活塞异形外圆数控车床的实验研究与误差分析[J].机械工程与自动化, 2014(3):117-119.
[4] 解现龙, 张保成. 基于有限元方法的柴油机活塞热分析[J]. 机械研究与应用, 2012(4):10-14.
[5] 谭久彬.精密测量中的误差补偿技术[M].哈尔滨:哈尔滨工业大学出版社, 1995.
王大森,研究员,工学博士,中国兵器工业集团公司科技带头人,主要从事精密/超精密加工技术研究。
