薄壁铝合金零件热处理变形控制工艺研究
2017-01-09
(江南计算技术研究所, 江苏 无锡,214083)
薄壁铝合金零件热处理变形控制工艺研究
贾建中 刘国平
(江南计算技术研究所, 江苏 无锡,214083)
如何有效控制薄壁铝合金零件热处理变形一直是一个工艺技术难题。本文通过对热处理变形的研究,进行了工艺试验和数据分析,发现使用高分子聚合物淬火介质可以最大程度减小淬火操作所产生的变形,可以在工艺过程中配合使用,满足薄壁铝合金零件变形控制的需要。
2A12薄铝板;高分子聚合物;淬火;热处理;变形控制
关于铝合金的热处理参数均有完整的手册、技术数据等资料可以参考,而且参数准确完整,但是就热处理操作过程而言,可参考的文献非常少,尤其是各单位的产品特点、设备及加工特性、工艺设计习惯等都各不相同,这些方面的影响使得在具体零件热处理的操作中有一定区别,甚至某些方面相差甚远,它受经验因素影响较大,而这部分经验有别于理论研究,没有成熟的资料可以借鉴,往往是在生产实际和某种特定产品反复生产实践中总结归纳获得的。
高强度薄壁零件尤其是铝合金在加工制造过程中,如何控制其变形是一个很大的难题,主要会产生两大变形,一是热处理产生的变形;二是加工过程产生的变形。常用热处理方法包括固溶处理(淬火)、时效和再加热(退火和稳定化)三种,从理论角度讲热处理导致的变形是不可避免的。本文主要针对如何减小和控制薄壁零件在固溶处理过程中产生的变形进行试验和研究。
1 固溶处理及变形因素分析
将铝合金加热至较高的温度,保温后迅速冷却,可获得过饱和固溶体,这种操作属于淬火,而对于铝合金而言称之为固溶处理。固溶过程一般分为加热、保温和冷却三个阶段,其中,冷却对零件变形起到决定性的作用。
1.1 冷却介质的工作原理和作用
淬火液作为淬火冷却的必要环节除了有助于形成所需的微观结构外,另一项重要作用就是在冷却过程中使零件表面冷却过程的均匀性达到最高限度,以至达到减小淬火后变形的目的。
其淬火液的作用机理主要分为两种形式:
一是工件在有雾态变化的介质中冷却,其分为3个阶段:①膜态沸腾阶段,赤热工件浸入介质中,立即在工件表面产生大量蒸汽,形成一层包围工件的蒸汽膜,将工件与液体介质隔开,只能通过蒸汽膜传递热量,冷速较慢;②泡状沸腾阶段,工件表面温度降到一定值以下,表面所产生的蒸汽量少于蒸汽从表面逸出的量,工件表面的蒸汽膜破裂,浸入泡状沸腾阶段。在此阶段液体介质直接与工件表面接触,冷却速度骤增;③对流阶段,一旦工件表面温度降至介质的沸点之下,沸腾停止。此后通过对流使工件继续冷却,是冷却最慢阶段。
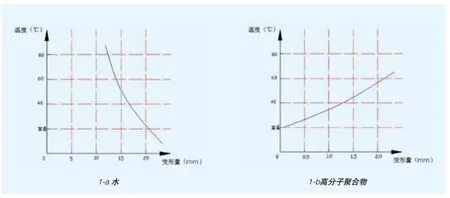
图1 不同介质淬火后零件变形

图2 不同介质淬火的零件变形量对比(左侧曲线为高分子聚合物,右侧曲线为水)
另一个是工件在无雾态变化的介质中冷却,工件与介质之间的热交换是以对流传导和辐射的形式进行的,类似于前一类介质的“对流阶段”。在整个冷却过程冷却速度不会出现突然变化,而是随工件与介质之间温差减少,而逐渐减慢。
1.2 常用淬火介质和冷却方式
随着科技发展,淬火液的种类也层出不穷,本文主要针对以下两种淬火液进行分析、研究。
(1)以水作为淬火液。
目前来说,水是一种最为常见的淬火液,水的冷却能力比较强,但其膜状沸腾阶段长,静止水的最大表面换热系数出现在400℃以下,水温对水的冷却能力有强烈的影响。此外,水的浸湿速度低,静止水的冷却特性不是很理想。循环、搅拌和增加沿工件表面的水流动速度,能促使蒸汽膜提早破裂。
同时,水是最经济的淬火介质,其化学稳定性很高,热容量较大。但水在高温区的冷却能力并不强,而在300℃附近冷却能力却很大,因此,纯水的冷却特性恰恰与要求的理想淬火介质的特性相反。目前,常用的水基淬火液有盐水、碱水、饱和氯化钙、三硝水溶液(NaNO3、NaNO2、KNO3)、有机高分子水溶液等。
(2)以高分子聚合物水溶液作为淬火液。
高分子聚合物水溶液,是一种含有各种高分子聚合物水溶液的新兴产品,配以适量的防腐剂和防锈剂使用。使用时根据需要加水稀释成不同浓度的溶液,可以得到水、油之间或比油更慢的冷却能力。采用此类水溶液淬火往往会在工件表面形成一层聚合物薄膜,改变了冷却特性,浓度越高,膜层越厚,冷却越慢。液温升高冷却速度减慢,搅动则使冷速加快,目前应用范围逐步扩大。
2 热处理工艺试验方案
为保证试验效果,依据实际生产,本文选择常用的2A12铝合金薄壁构件作为样本进行研究,主要围绕淬火介质的作用机理和铝合金的变形机理,从热处理效果和热处理变形两个方面进行分析研究。选用的热处理试验方案包括以下4种:
(1)针对不同的淬火冷却介质进行试验。
围绕水和高分子聚合物两种淬火介质开展。选取2A12薄铝板,分别置于相同温度的两种淬火液中进行固溶处理,待稳定后将其取出进行测量分析。
(2)针对不同的淬火介质温度进行试验。
淬火介质选定水和高分子聚合物淬火液中的一种,分别将2A12薄铝板置于不同温度的溶液中完成固溶处理,待稳定后将其取出进行测量分析。
(3)针对不同的冷却方式进行试验。
同种的淬火介质且采用不同的冷却方式也会对工件的变形产生很大的影响。在淬火液温度相同情况下,分别将2A12薄铝板在静态、流动、搅拌溶液中进行固溶处理,待稳定后将其取出进行测量分析。
(4)针对工件放入淬火液的不同方式进行试验
铝合金板材都具有一定的纹理性,同一种金属在不同纹理方向上的性能也会有所不同,依据不同的纹理方向放入淬火介质中也会对变形产生影响。
在该试验方案中,分别将薄铝板按水面与纹理平行、水面与纹理垂直和直接放入三种方式进行,待稳定后将其取出进行测量分析。
3 试验数据分析研究
针对不同冷却介质、不同温度情况进行淬火试验,获得每种情况下零件的变形量,每组试验样本为10件,根据试验数据进行分析和汇总,可以得出如下结论。就冷却方式而言,采用静态、流动及搅动介质,对工件变形影响很小,基本可以忽略不计;就工件进入介质姿态而言,工件大面平行于介质面放入导致比较大的变形,金属纹理方向垂直或平行对工件变形影响很小,不是关键因素;上述两点与一般传统经验相符,这里不再赘述。
一般而言,随着介质温度的升高工件变形趋势会变小,试验中水作为一种常用介质这一特性得到体现,但是对高分子聚合物而言呈现了相反的特性;再者,水和高分子聚合物相比,对工件变形的影响是巨大的,可以说是颠覆性的。
图1-a为试件固溶处理时,采用不同温度的水中进行冷却后所体现的变形量不同,随着水的温度的升高淬火变形量减小。由于常温下的水冷却能力是最大的,冷却速度可达750℃/s以上。但冷却太快,试件内产生较大的内应力,导致较大的淬火畸变。故可通过调节水温来防止畸变和开裂,水温可升到30~50℃,特殊情况下,可允许升到80℃,在实际实践过程中,根据产品特性、技术要求和工艺规范进行选择。
图1-b为试件固溶处理时,采用不同温度的高分子聚合物淬火液中进行冷却后的变形量曲线图,随着介质温度升高变形量有略微增大的趋势。在同等浓度的条件下,由于提高淬火液温度导致其冷却速率下降,致使其冷却过程时间增加,不能更好的控制试件的变形量,因此淬火液的温度决定着试件的变形趋势,因正确选择淬火液温度变量产生适合的淬火速率以达到最佳效果。在实际实践过程中,使用该类溶液作为介质时,控制溶液温度非常必要,这样可以有效避免变形增加或者工件开裂等工艺缺陷。
水与高分子聚合物作为固溶处理介质,对工作温度而言呈现了截然相反的一种特性,如果单纯从产生的变形量来比较,对比效果更加明显,如图2所示。
图2为水基淬火介质和高分子聚合物水溶性淬火介质的冷却试验结果的比对。图2左侧曲线为采用高分子聚合物淬火液,工件(零件)产生的变形量,工件变形量随着介质工作温度的升高而有所增加;图2右侧曲线为采用水基淬火介质作为淬火液,工件(零件)产生的变形量,工件变形量随着温度的增加而这件减小。
从图中曲线比较来看,高分子聚合物淬火液对零件淬火后的畸变得到了很好地控制,效果较好,在室温状态下,工件变形可以相差百倍之多;从两种淬火液曲线单独来看,高分子聚合物溶液温度变化对工件变形的影响程度较小;水基溶液和高分子聚合物溶液在不同温度下淬火操作后对零件变形的影响呈相反趋
下转P34页
