视觉系统在检测对称器件倒反入载带中的应用
2017-01-05
(英飞凌科技(无锡)有限公司,江苏 无锡 214028)
视觉系统在检测对称器件倒反入载带中的应用
唐明津,张 君
(英飞凌科技(无锡)有限公司,江苏 无锡 214028)
针对传统分立器件测试包装时,自动视觉检测一般只检测器件塑封体和引脚等外观,对称器件在替补时可能存在方向倒反的问题,引入了视觉检测的方法。通过检测器件打印码来判断器件方向是否正确。通过具体设计并在实际设备上安装和实验分析,阐述了如何通过视觉检测出载带中的倒反器件,有效提升了产品质量。
视觉检测;对称器件;倒反
1 引言
传统分立器件测试包装,经过多年发展,产量越来越高。由于人们对汽车电子等涉及安全性领域的要求越来越高,对分立器件的质量要求也越发严苛。为了进一步提高产品质量及减少人工干预,提高设备自动化程度,自动视觉检测技术被广泛应用于分立器件测试包装设备中。但是视觉检测通常只检测器件的外观,如果对称器件外观良好,只是方向倒反,就很难发现,这就对产品质量带来了隐患。
2 视觉检测设备和检测机理
高性能的视觉检测设备——工业相机是实现自动视觉检测的基础,它具有高图像稳定性、高传输能力和高抗干扰能力等,市面上大多数工业相机是基于CCD芯片的相机,在本文所涉及的机器视觉检测中,选用型号为VC4038的高速单色CCD智能工业相机。该智能相机采用Texas Instrument TMS320C64XX系列DSP处理器,其工作频率高达400 MHz,运算速度高达3200 MIPS,提供了32 MB DRAM和4 MB Flash EPROM;具有小巧而坚固的工业用外壳,抗震动、抗冲击能力强,并且集成了多路数字I/O,以及SVGA视频输出等硬件接口,可满足各种工业用机器视觉系统的要求。
该智能相机不仅可以获取图像,还可以通过输入/输出接口接受控制或控制其他设备。其检测机理如图2所示。调入编译好的测试程序,等待机器发出开始检测的信号,收到开始检测的信号后,抓取器件图像,根据图像和程序算法标准判断所抓图像是否合格,然后反馈给机器是否合格的结果和检测结束的信号,回到等待状态。

图1 工业相机VC4038的性能参数

图2 自动视觉检测机理
3 视觉检测在测试包装中的应用
分立器件的测试包装是一个非常复杂的过程,必须充分满足功能要求、可靠性要求和大批量生产的工艺性要求。由于分立器件尺寸非常小,不同封装形式的器件引脚的成型也有差别,所以对分立器件的测试不仅要测试它的电性能参数是否合格,还要检测产品的外观(包括引脚和塑封体)是否合格。
器件在测试包装设备上主要有以下几个工序:
(1)器件方向筛选并进入轨道(对称器件直接进入轨道,经过第一个测试站测试后才能确定方向,再进行旋转);
(2)器件电参数性能测试,通过测试夹给器件加电压电流等测试条件,测试夹有可能对器件引脚的成形造成破坏;
(3)电参数性能测试合格的器件塑封体激光打印;
(4)器件外观(引脚,塑封体)视觉检测,如图3、图4所示。
(5)器件装进载带,引脚视觉检测;
(6)载带封烫,产品进卷盘。

图3 视觉检测器件引脚(投影)
在整个测试包装过程中,器件装进载带前后都会用到视觉检测,前者检测器件投影,看引脚长度和间距是否符合质量要求,并检测器件塑封体表面,看塑封体有无缺损情况和是否有打印;后者在装进载带后,再次确认器件引脚有没有受伤或变形,以保证包装的器件没有外观质量问题。
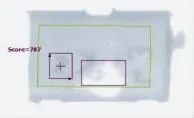
图4 视觉检测塑封体表面
4 对称器件在包装时存在的问题
由于器件放入载带过程中可能放偏,引脚和载带接触导致飞脚等缺陷,所以器件放进载带中后,还会再次进行垂直视觉检测,根据图像判断器件外观存在问题,机器会报警并停机,此时会通过人工把这粒器件从载带中拿出,并替换一粒通过检测的合格器件放进载带中。再次通过视觉检测合格后,机器会继续运行生产。
对于封装尺寸小于2 mm×1.2 mm的器件,人工替补器件过程中难免会存在镊子夹不稳、器件掉落、器件方向倒反等问题。对于外观不对称的器件,作业员很容易发现器件方向倒反,可以及时重新替补,视觉检测也能根据外观轻松识别不对称器件的方向倒反问题。但是对于对称器件,作业员很难识别器件的方向,标示器件引脚的圆点也是打印而成,视觉检测外观由于是垂直检测,引脚和塑封体表面有一定高度差,垂直检测相机不能同时聚焦在引脚和塑封体表面上,在引脚成像清晰的前提下,检测图像上几乎看不见塑封体表面打印码内容(包括标示点),如图6所示,不能以此来辨别器件方向。因此,对称器件在包装过程中如果要做替补,就存在器件方向倒反的风险,这对质量来说是不能接受的。
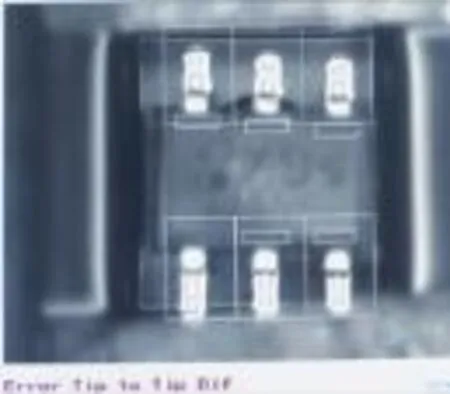
图5 载带中器件视觉检测

图6 垂直视觉检测无法检测打印码
5 倾斜视觉检测的引入
通过大量对比试验和可行性研究分析发现,如果不将视觉检测的相机垂直安装于被检测器件的上方,而是以一定的角度倾斜观察器件,这样能清楚看到被检测器件塑封体表面的打印码。经过大量实验发现,塑封体材料不同,需要以不同的倾斜角度来获取图像,才能得到最清晰的打印码图像。以本公司所用的不同塑封体材料为例,能看到最清晰打印码图像时相机的安装倾斜角度范围为60°~75°。

图7 倾斜安装相机下打印码成像清晰
通过工业相机能获得清晰的打印码图像,设置一个正确方向的打印码图像作为模板,以模板图像各像素点的灰度值为参考,计算所抓取图像和模板的相似度,就可以判断器件的方向是否倒反,这就为解决外观对称器件在包装过程中存在方向倒反风险的问题指明了方向。
6 外观对称器件包装倒反视觉检测解决方法
如上一节所述,只要能看到器件的打印码,就可以根据打印码的内容判断器件的方向是否倒反。所以在其他检测都不变的前提下,给测试包装机加装一个倾斜角度视觉检测,这样就能有效防止外观对称器件包装时放置方向倒反。

图8 倾斜视觉检测工作流程
测试包装机防止外观对称器件包装倒反倾斜视觉检测工作流程如图8所示。在每个批次产品开始生产时,第一颗器件进入载带时,机器就强制停下要求操作人员设置该器件打印码图像为模板,完成设置并通过视觉检测后开始正常生产。生产过程中,每一颗产品进载带后都会通过垂直视觉检测引脚有无问题,如果没问题进行封装同时下一颗产品到位继续检测;如果引脚有问题,垂直视觉反馈信号让机器自动停止,操作人员替补好的器件进载带。在人工替补器件进载带后,倾斜视觉检测器件的打印码内容是否正确(打印码内容不正确可能存在混批的风险),方向是否与正常放置的一致,如果内容正确且方向一致,则再次垂直视觉检测引脚合格后可以正常继续生产;如果不一致,则检测报警,机器不能生产,操作人员重新更换替补器件,再进行视觉检测,直到通过倾斜视觉检测,机器才能继续生产。
7 倾斜视觉检测能力研究与实例
如上所述,机器上已经装有垂直视觉检测的相机和对应的光源,垂直视觉检测硬件安装如图9所示。

图9 垂直视觉检测相机和光源
倾斜角度视觉检测也需要光源,为了不跟垂直视觉检测的光源冲突,倾斜视觉的光源装在沿载带行进方向的盖板上。倾斜视觉检测硬件安装如图10所示。
安装好倾斜视觉检测的硬件后,取3种不同打印码的对称器件进行测试,测试结果如图11所示:
(1)垂直视觉检测获取的图像看不见器件塑封体表面的打印码;
(2)倾斜视觉检测获取的图像中打印码清晰,器件反向放置,则倾斜视觉检测提示打印码错误(Error Mark);
(3)器件放置正确,能通过倾斜视觉检测,测试结果为Good。
以上测试结果表明,倾斜视觉检测达到预期的设计目标。
Application of Vision Inspection System for Symmetrical Device Misplacement on Packing Tape
TANG Mingching,ZHANG Jun
(Infineon Technologies(Wuxi)Co.,Ltd.Wuxi 214028,China)
During the testing and packaging process of traditional discrete devices,the auto vision inspection system only detects plastic packages and lead defects.For symmetric devices,misplacement or incorrect placement may be a problem.The vision detection method proposed in the paper determines the direction of the devices by the marking codes.Experiment results show that the method effectively solve the problem and thereby improve the product quality.
vision inspection;symmetric device;incorrect placement
TN 407
A
1681-1070(2016)12-0020-03
2016-06-28