石油测井仪器外壳焊接工艺探究
2016-12-30郭嗣杰
郭嗣杰,林 坤
(中国船舶重工集团公司第七一八研究所 河北 邯郸 056027 )
·经验交流·
石油测井仪器外壳焊接工艺探究
郭嗣杰,林 坤
(中国船舶重工集团公司第七一八研究所 河北 邯郸 056027 )
针对石油测井仪器外壳结构的特点和加工工艺要求,采用A302(E309-16)焊条和焊前预热焊后保温等措施探究外壳体用马氏体不锈钢(2Cr13)和定位柱用奥氏体不锈钢(1Cr18Ni9Ti)相互焊接时焊缝的抗裂性。试验结果表明:上述方法可有效地防止焊缝中出现焊表冷裂纹,保证壳体的焊接质量,满足设计要求。
测井仪器;马氏体;奥氏体;焊接
0 引 言
焊接是机械加工非常重要的环节之一。 许多情况下机械零部件的加工是靠焊接完成的。而焊接过程中最易出现的问题就是焊后裂纹。因此,如何提高金属焊接的抗裂性是人们一直探讨的理论和实践问题。
金属焊接以同种材料最为理想。但是,在许多情况下,出于设计的需要,往往要将不同材料焊接在一起。因此,如何提高不同型号钢材焊接的抗裂性,在生产和实践中有及其重要意义。
1 石油测井仪器外壳设计特点
石油测井仪器因为其特殊的使用要求决定了其外部形状多为管状壳体,壳体与壳体之间通常使用螺纹连接。因此,在整个壳体加工过程中经常会涉及焊接问题。比如,石油测井仪器外壳直径普遍会有变化,出于机械加工工艺需要,经常会分别加工粗细两部分再焊接在一起;有时壳体与芯体之间需要定位,必须在壳体上加工小孔再同定位柱实施焊接等等。如果是同等材料焊接,工艺相对简单;遇到不同型号金属材料焊接,就要对其焊接性能和焊接工艺进行分析和研究。本文就某外壳加工过程中外壳体与定位柱实际焊接过程中的抗裂性工艺问题进行探究。
某石油测井仪外壳结构如图1所示,由外壳体和定位柱组成。外壳体为粗端为Φa、细端为Φb的圆柱体,采用马氏体不锈钢2Cr13;定位柱采用奥氏体不锈钢1Cr18Ni9Ti。对二者实施焊接后要求表面光滑,且焊缝处能够承受一定外部压力。因此,必须要保证二者的焊接质量,特别是不能出现加渣和焊后产生冷裂纹现象。
图1 某石油测井仪外壳结构示意图
2 2Cr13与1Cr18Ni9Ti的焊接性能分析
2Cr13属典型马氏体不锈钢。马氏体不锈钢是指经淬火处理后在常温下获得马氏体组织的不锈钢,这类钢可在空气中淬硬,所以焊接性很差,不采取有效措施不能获得满意的焊接接头[1];1Cr18Ni9Ti则属奥氏体不锈钢,奥氏体不锈钢是指在常温下具有单相组织的不锈钢。相对于马氏体不锈钢较容易焊接,一般情况下能很好地适应于熔化焊接,其可焊性属良好。因此,当马氏体不锈钢和奥氏体不锈钢相互焊接时,就需要在兼顾两者的情况下有所侧重。本文着重讨论如何提高马氏体不锈钢的焊接抗裂性,同时结合奥氏体不锈钢的特点,采用合理的工艺来降低焊缝和热影响区的硬脆化和冷裂纹倾向。
3 2Cr13与1Cr18Ni9Ti的特性对比[2]
3.1 化学成分比较
2Cr13与1Cr18Ni9Ti所含主要化学成分比较见表1。
表1 2Cr13与1Cr18Ni9Ti所含主要化学成分比较 %
从表1可以看出,2Cr13与1Cr18Ni9Ti二者所含主要化学成分C和Cr的差异是比较大的。
3.2 力学性能(强度)比较
马氏体不锈钢的化学成分特征是,在0.1%~1.0%C,12%~27%Cr的不同成分组合基础上添加钼、钨、钒和铌等元素,由于组织结构为体心立方结构,因而在高温下强度急剧下降,而在600℃以下,高温强度在各类不锈钢中最高,蠕变强度也最高;奥氏体不锈钢的化学成分特征是以鉻、镍为基础添加钼、钨、铌和钛等元素。由于组织结构为面心立方结构,因而在高温下有高的强度和蠕变强度。
从以上比较可以看出,二者的力学性能存在着极大的差异。因此,2Cr13与1Cr18Ni9Ti的焊接对焊缝材料、焊接工艺的选择提出了一定的要求。焊接质量的好坏将直接影响焊接接头的使用可靠性。
4 试验方案
4.1 焊缝材料的选择
异型材料的焊接,应根据母体材料以及焊缝要求选择合适的焊接材料。如与马氏体不锈钢(2Cr13)焊接时,可选用奥氏体填充材料,也可选用与马氏体不锈钢母材金属成分相似的填充材料,以便使焊后力学性能及使用性能相接近[3]。但是,为了降低焊缝淬硬倾向,避免出现焊接裂纹,焊缝中C、S、P等含量应严格控制;另外,为了保证焊缝耐热、耐蚀以及具有塑韧性,应采用高Cr-Ni奥氏体钢焊条。综合以上分析,再经过对不同规格焊条成分比对,本试验决定采用A302(E309-16)焊条芯作为焊缝材料。A302是钛钙型药皮的Cr23Ni13不锈钢焊条,熔敷金属有良好的抗裂性及氧化性能,可交直流两用,有良好的操作工艺性能。用于焊接相同类型的不锈钢、不锈钢衬里、异种钢以及高铬钢、高锰钢等。并且其化学成分[4]基本满足上述要求。
2Cr13、1Cr18Ni9Ti与A302焊条化学成分比较见表2。
表2 2Cr13、1Cr18Ni9Ti与A302焊条化学成分比较 %
从表2可以看出,A302焊条属于高Cr-Ni焊条, 其S、P含量同2Cr13和1Cr18Ni9Ti完全相同,其C含量更接近2Cr13,其Ni含量还要高于1Cr18Ni9Ti。因此,选择A302焊条芯是符合条件的。
4.2 焊接方法
原则上,任何焊接方法都可以用来焊接马氏体不锈钢。但是,异型钢材的焊接,除了应考虑接头能否满足使用要求、母材性质及工作条件外,还应着重考虑焊接方法对焊缝中母材熔化比例(即熔合比)的影响。实际生产中手工焊因具有工艺灵活、母材熔合比小的特点,在异型钢焊接中是经常使用的。因此,本试验将采取手工氩弧焊的试验方法。
4.3 焊接工艺
就2Cr13而言,由于其焊接热影响区具有强烈的淬硬倾向,即使采用匹配的焊接材料,而不采取一些特殊的焊接工艺也难以获得没有缺陷及使用性能优良的焊接接头。因此,采用合适的工艺措施是十分必要的。除此之外,还要对焊缝坡口的设计、加工以及焊缝性质提出具体要求。
对焊缝坡口的设计要求如图2外壳体焊缝坡口截面示意图所示。对丁字(或十字)接头,宜采用Ⅴ型坡口且保证焊透,这是降低焊接接头应力集中的重要措施[5]。
对焊缝坡口的加工要求是,在焊前准备和坡口加工中应十分重视焊接区、坡口表面和焊材表面的清洁度,任何污染都会导致焊缝金属的增碳而降低接口的耐蚀性。在焊接对接头耐蚀性要求较高的不锈钢焊件时,焊接区、坡口表面和焊丝表面应用丙酮或去油力强的其它溶剂擦洗干净[6]。石油测井仪器由于其独特的应用环境,涉及高温、高压、硫化物及矿物腐蚀,耐蚀性要求极高,因此更应重视上述工艺要求。
图2 外壳体焊缝坡口截面示意图
对焊缝性质提出的具体要求是,在外壳体和定位柱之间环绕定位柱周围进行焊接,焊缝为角焊缝,焊后修平,如图3所示。

图3 焊缝示意图
具体采用焊接工艺如下:
1)焊前预热
不同材质的钢材,焊接工艺要求是不同的。焊接马氏体不锈钢,由于其有强烈的淬硬倾向,因此,焊前母材金属必须预热[3]。预热可以降低热影响区的淬硬倾向, 防止产生冷裂纹。 本试验将焊前预热温度控制在200℃左右,低于马氏体的开始转变温度,符合实际。
2)焊接过程中的敲击
由于奥氏体不锈钢导热性能差, 膨胀系数大,拘束状态下焊接易产生较大的焊接应力。因此,奥氏体不锈钢焊接时不仅易产生热裂纹,而且冷却时收缩应力大。所以,本试验在焊接过程中,采用边焊接边敲击焊缝金属的办法,以减小焊件残余应力,防止热裂纹的产生。
3)电流控制
在金属焊接工艺中,电流的控制是非常重要的。本试验将焊接电流控制在120~135A,有效地保证了焊接过程的实施。
4)焊接层间保温措施
在焊缝填充量较大的情况下,为了有效地防止焊接裂纹的产生,易采取分层焊接的方法,先焊接一层,待温度降低以后再焊接另一层。与此同时对焊缝金属进行敲击,以克服由于线性膨胀系数不同所造成的收缩应力不同而产生的裂纹倾向。
5)焊后缓冷
焊后保温是钢材尤其是不锈钢材焊后处理的重要环节。就马氏体不锈钢而言,在焊接冷却速度较慢时,容易出现粗大的马氏体加块状铁素体组织;在冷却速度较快时,又易产生粗大的马氏体组织。两者都能明显降低接头塑韧性,出现过热区脆化。因此,本试验在焊接完成后对焊件采取了一定的保温措施,使其缓慢冷却,以减少过热区脆化的影响程度。
5 外部压力试验
把该石油测井仪器外壳两端用试压帽、试验堵头连接好后,放到压力井中做外部压力试验,在要求的保压时间内,验证焊缝处是否能承受设计的外部压力。试验结果如图4所示。
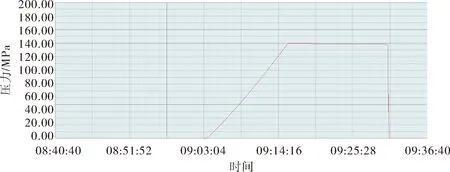
图4 外部压力试验曲线
由图4可知,仪器保压过程正常,该石油测井仪器外壳焊缝处能满足承受一定的外部压力的设计要求。
6 结束语
本试验对外壳体用马氏体不锈钢(2Cr13)、定位柱用奥氏体不锈钢(1Cr18Ni9Ti)的焊接性能、力学性能进行了分析,提出了焊接时采用某型号焊条和焊前预热焊后缓冷等工艺措施,找到了一种避免产生焊表冷裂纹的有效方法,取得了理想的效果,为异型钢材的焊接探索出一条有效可行的途径。焊后压力试验表明,壳体能够满足设计对外部压力的要求。
[1] 刘中清,刘 凯.异种金属焊接技术指南[M].北京:机械工业出版社,1997:73-74.
[2] 张少棠,于荣滨,徐庆安,等.钢铁材料手册(第5卷)不锈钢[M].北京:中国标准出版社,2001:21,71-72.
[3] 刘中清,刘 凯.异种金属焊接技术指南[M].北京:机械工业出版社,1997:234.
[4] 张子荣,时 炜.简明焊接材料选用手册(2版)[M].北京:机械工业出版社,2004:9.
[5] 俞逢英.高级电焊工工艺学[M].北京:机械工业出版社,1992:77.
[6] 陈裕川,王同芬,汪东明,等.焊接工艺评定手册[M].北京:机械工业出版社,2000:145.
Welding Procedure Exploration of Well Logging Tool Shell
GUO Sijie, LIN Kun
(The718ResearchInstituteofCSIC,Handan,Hebei056027,China)
Aiming at the characteristics of the shell configuration of the well logging tool and the request of the machining technics, A302(E309-16)welding rod was used, also measures of warming up before jointing and heating preservation after jointing were taken in order to explore the capability to resist cracks when martensite stainless steel(2Cr13)was used in shell and abstruse stainless steel(1Cr18Ni9Ti)was used in orientation pole to joint each other. The test result showed that the method can prevent cool cracks effectively in surface of the welding lines, and satisfy the joining quality of the shell and the design request.
well logging tool; martensite; abstruse; jointing
郭嗣杰,男,1966年生,高级工程师,1988年毕业于天津大学船舶工程专业,现从事产品研发及科研管理工作。E-mail:sjguo718@sohu.com
TH138
A
2096-0077(2016)06-0090-03
2016-09-09 编辑:姜 婷)
