环境温度对手工自蔓延焊接的影响
2016-12-23石家庄机械工程学院车辆与电气工程系050003
石家庄机械工程学院 车辆与电气工程系(050003)
李志尊 韩凤起 孙立明 辛文彤
环境温度对手工自蔓延焊接的影响
石家庄机械工程学院 车辆与电气工程系(050003)
李志尊 韩凤起 孙立明 辛文彤
系统研究了环境温度对手工自蔓延焊接燃烧过程和焊接质量的影响。结果表明,环境温度对焊接有较大影响,随温度升高,焊条的燃烧速度增快,燃烧剧烈;在低温环境中,燃烧型焊条仍能够维持燃烧反应,但燃烧速度和焊接热量降低,熔池能达到的最高温度明显降低,且冷却速率增快;低温环境焊接,易出现未焊透、未熔合、焊缝短、焊道成形差等现象,焊缝中出现气孔、夹杂和裂纹等缺陷的倾向明显增大。微观组织分析发现,不同环境温度下铜基焊缝的微观结构未发生变化,均为α-Cu固溶体基体上析出网状分布的富铁第二相。力学性能分析表明,低温环境中的焊接试件综合力学性能较差,平均抗拉强度158 MPa,高温环境焊接可达350 MPa以上。
手工自蔓延焊接 环境温度 燃烧过程 焊接质量
0 序 言
手工自蔓延焊接是近年发展起来的一种新型应急焊接技术[1-3],该技术基于自蔓延高温合成技术(简称SHS技术)和传统焊条电弧焊方法,以自蔓延高温合成反应的放热为焊接热源,以反应生成的金属产物为填料,在无电、无气、无设备条件下实现金属结构的焊接,操作简单、携带方便、焊接可靠,是工程设施野外紧急修复、战场装备应急抢修和抢险救灾的理想应急焊接手段。
手工自蔓延焊接利用燃烧型焊条的燃烧和放热实现焊接,环境因素如温度等将对焊条的燃烧过程和焊接质量产生重要影响。 文中系统研究了环境温度对手工自蔓延焊接的燃烧和焊接性能的影响,为高温、严寒、高原、海岛等特殊环境手工自蔓延焊接技术的研究及燃烧型焊条研制奠定基础。
1 试验材料与方法
燃烧型焊条由外壳、药柱及安装于两端的引火帽和堵头构成,药柱焊药由产生热量的高热剂、合金剂和造渣剂等添加剂组成,具体成分见表1。按化学计量比配制燃烧型焊条焊药,在三维混料机中混合均匀,加压成形为φ15 mm×160 mm的燃烧型焊条。以70 mm×35 mm×5 mm的Q235钢板为焊接母材,不开坡口,对接平焊,进行手工自蔓延焊接试验,观察焊接过程。用电子秒表测定燃烧时间,计算燃烧速度;用雷泰YQ3i型红外测温仪测量熔池温度,锤击破裂观察焊缝断口形貌,用万能试验机测定接头横向拉伸强度。

表1 药柱焊药成分(质量分数,%)
2 试验结果及分析
2.1 环境温度对焊条燃烧速度的影响
手工自蔓延焊接试验在自然环境中进行,在不同环境温度下焊条的燃烧速度变化曲线,如图1所示。
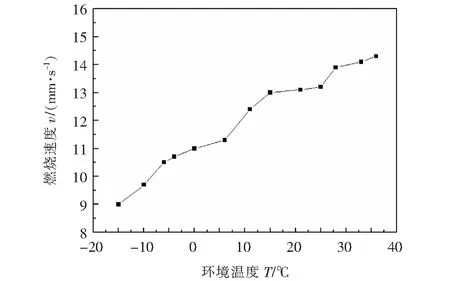
图1 焊条燃烧速度与环境温度的关系曲线
可见,随着环境温度升高,焊条的燃烧速度增快,燃烧剧烈;随着环境温度降低,焊条的燃烧速度减慢,燃烧趋缓。 在低温下,燃烧型焊条仍能够自维持燃烧,但燃烧速度降低,如在36 ℃环境中,燃烧速度为14.3 mm/s,而在-10 ℃环境中,燃烧速度为9.6 mm/s。 这是由于环境温度高,反应体系向外界散失热量少,燃烧体系的温度高,反应中各物料质点迁移速度快,反应容易进行,因此反应速率加快,焊条的燃烧速度相应增快。 速度对手工自蔓延焊接最直接的影响体现在焊接的可控性,试验发现,焊条燃烧速度在13 mm/s左右时,焊接可控性较好,焊弧稳定,易操作。 低温时燃烧速度低,焊接热量也低,而高温时燃烧速度高,燃烧猛烈,不易操作,均影响焊接质量,可考虑适当调节焊条中高热剂含量在不同温度的环境中达到适宜的燃烧速度。
2.2 环境温度对熔池温度的影响
在不同温度的环境中进行手工自蔓延焊接试验,测定焊接熔池所能达到的最高温度,变化曲线如图2所示。 焊药发生燃烧合成反应形成的用于焊接的火焰,称之为燃烧弧。由图2可见,随着焊接环境温度的升高,燃烧弧和熔池的温度升高,环境温度降低,熔池能达到的最高温度明显降低。 这是由于在严寒、冰雪天气中,环境气温低,焊条燃烧合成反应产生的热量一方面由燃烧弧直接散失到空气中;另一方面通过焊接试板向周围散失,导致焊接热效率降低,用于焊接的热量减少,使熔池能够达到的最高温度降低。
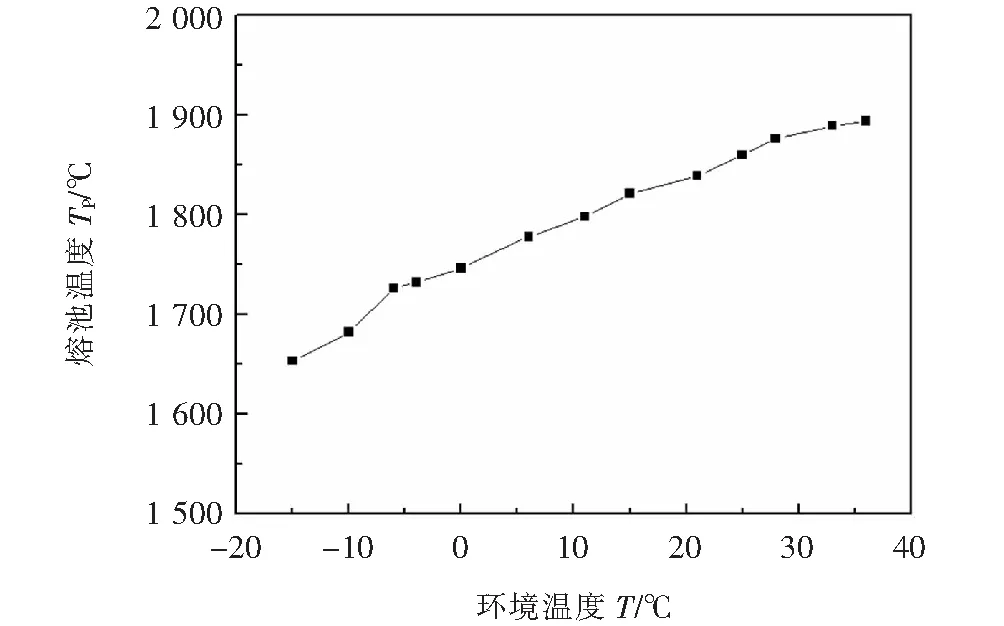
图2 熔池温度与环境温度的关系曲线
环境温度的变化由焊接时燃烧弧的亮度也可直观看出,如图3所示。在冬季冰雪天气焊接时燃烧弧明显变弱、颜色暗,而在夏季高温环境焊接时燃烧弧亮度明显增强。 但是试验证明,即使在寒冷的冬季,手工自蔓延焊接仍能实现金属构件的熔化焊,不过热量较小、温度较低,可通过调整焊药成分增大焊接热量。
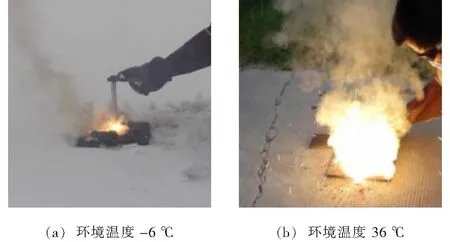
图3 在不同环境温度下进行手工自蔓延焊接
2.3 环境温度对熔池冷却速率的影响
焊接熔池的冷却速率与散热快慢有关。 手工自蔓延焊接体系向周围空气单位时间内的散热可由式(1)计算:
P=k·A·(t-t0)
(1)
式中:k为散热系数,与周围空气流动情况、试板有无灰尘杂物等有关,可认为在不同温度环境中散热系数相同;A为散热面积,由于试验所用试板规格尺寸相同,因此散热面积相同;t为焊接熔池或焊缝金属温度;t0为环境温度。 可见,单位时间的散热与温差(t-t0)呈线性关系,温差越大,散热越快。 由于焊接试板材料相同,散热越快,则降温越快,即温差越大,冷却速率越大。 由此可得,在低温环境中金属熔池(焊缝金属)冷却速率快,在高温环境中冷却速率慢。
在-15 ℃,-6 ℃,15 ℃,36 ℃环境中,利用红外测温仪分别测量焊缝从1 200 ℃冷却到200 ℃所用的时间,结果见表2。 环境温度越低,相同幅度的降温所需时间越短,熔池(焊缝)冷却越快。 不同温度下的平均冷却速率如图4所示,随环境温度升高,焊缝的冷却速率降低,而在低温环境中,焊缝的冷却速率明显加快。 环境温度为-15 ℃和36 ℃时,平均冷却速率分别为24.5 ℃/s和7.25 ℃/s。 另外,测试结果也表明,在试验的4种温度环境中,当焊缝冷却到接近环境温度时,由于温差减小,冷却速率降低。 热量的散失,一方面是熔池或焊缝直接向周围散失,另一方面通过被焊试板向外界散失,加速熔池的凝固和焊缝的降温。
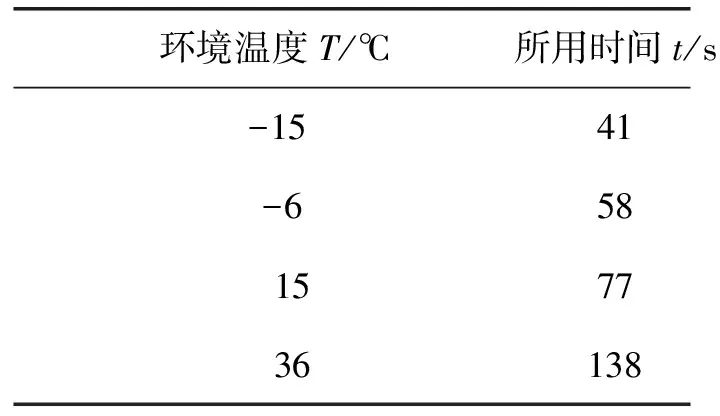
表2 不同温度环境中焊缝从1 200 ℃冷却到200 ℃所用时间
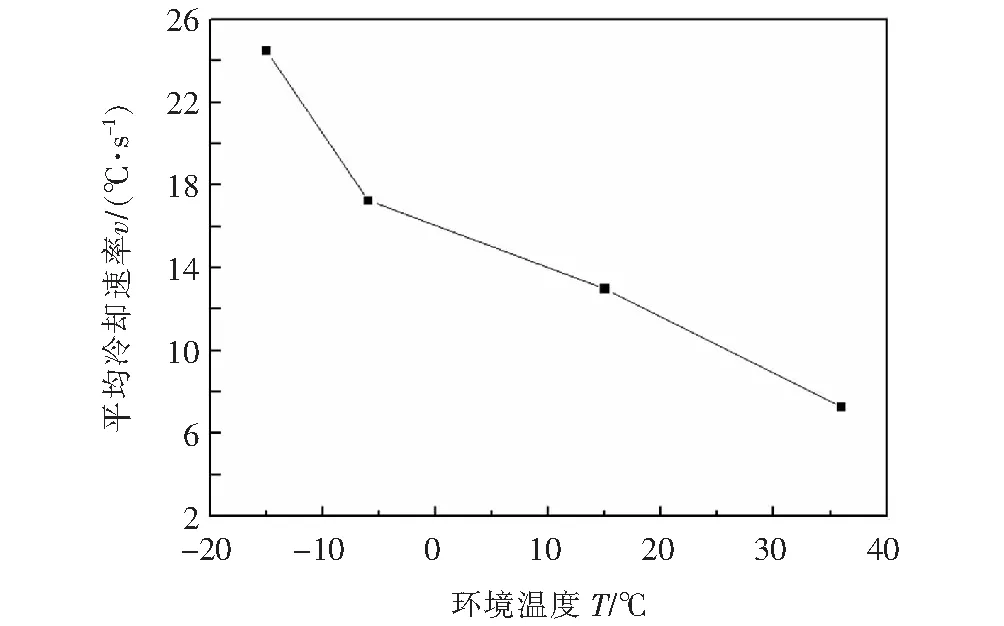
图4 熔池冷却速率和环境温度的关系曲线
2.4 环境温度对接头组织和性能的影响
图5为在不同温度环境中手工自蔓延焊接试件的宏观形貌。在低温环境中,焊条燃烧合成反应产生的热量快速向周围空气中散失,焊接热效率低,焊接热量少,熔池温度低,出现未焊透、未熔合、焊缝短、焊道成形差等现象。 在高温环境中热量散失少,焊接热效率高,焊道成形良好,且可达到单面焊双面成形的效果。
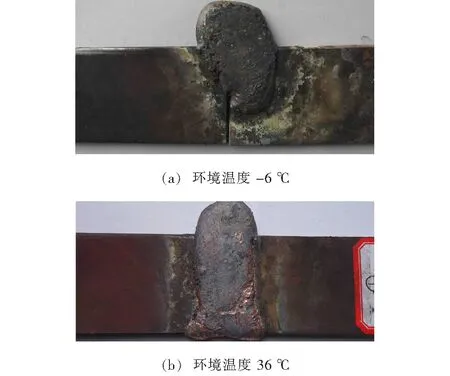
图5 焊接试件宏观形貌
环境温度低,熔池冷却速度快,液态熔池存在时间短,结晶凝固快,使非金属成分和气体没有足够的时间从液态合金中上浮和溢出,渣液、气液分离不完全,形成夹渣、气孔等缺陷。图6为焊接试件拉伸断口的宏观形貌。低温焊件焊缝合金中有明显的气孔和夹杂,高温下焊渣、气体与焊缝金属分离较完全,焊缝合金较均匀。 图7为焊缝微观组织形貌,不同环境温度下焊缝合金的微观组织结构并未发生变化,均为α-Cu固溶体基体上析出网状分布的富铁第二相,富铁相成分见表3。 这是由于低温环境中焊缝金属冷却速率虽然增快,但还不足以引起微观组织和晶粒尺寸的改变。不过,在低温接头微观组织中有明显的夹杂存在。
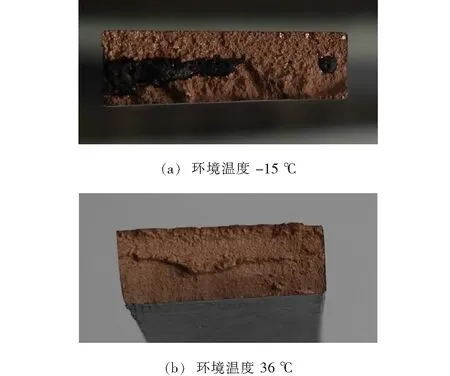
图6 焊接试件拉伸断口
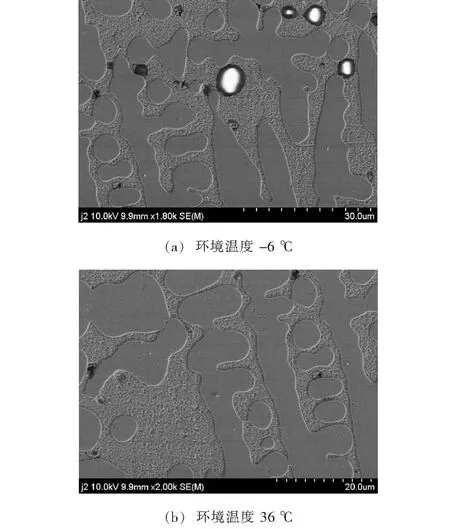
图7 焊缝合金微观结构

FeCuNiCrAl79.2913.265.010.851.60
在低温环境中熔池冷却速度快,产生的应变速率增大,且增加焊缝一次结晶的区域偏析,杂质聚集,在焊缝收缩拉应力场作用下焊缝中心易发生结晶裂纹。图8为冷却过程中焊缝中形成的结晶裂纹。
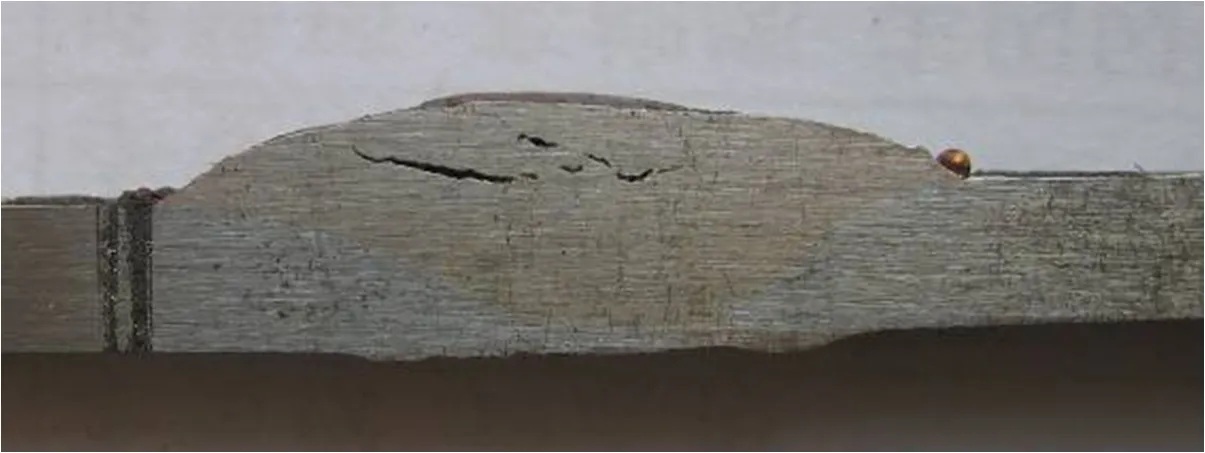
图8 焊缝中的裂纹(-15 ℃)
利用“锤击法”测试分析焊接接头的综合力学性能,低温环境中的焊接试件比较易断,断裂部位发生在焊缝或焊缝和母材的接合处。力学性能测试表明,高温环境中焊接试件抗拉强度达到350 MPa以上,低温环境焊接试件由于存在裂纹、夹渣、气孔等缺陷,平均抗拉强度为158 MPa。
3 结 论
(1)随着环境温度升高,焊条的燃烧速度增快,燃烧剧烈;在低温环境中,焊条仍能够自维持燃烧反应,但燃烧速度降低,在36 ℃和-10 ℃环境中,燃烧速度分别为14.3 mm/s和9.6 mm/s。
(2)随着环境温度降低,熔池能达到的最高温度明显降低,但即使在寒冷的冬季,手工自蔓延焊接仍能实现金属构件的熔化焊。
(3)环境温度越低,金属熔池与环境的温差增大,散热加快,相同幅度的降温所需时间减少,冷却速率增大,环境温度为-15 ℃和36 ℃时,焊缝平均冷却速率分别为24.5 ℃/s和7.25 ℃/s。
(4)在低温环境中,手工自蔓延焊接易出现未焊透、未熔合、焊缝短、焊道成形差等现象,焊缝中易出现气孔、夹杂和裂纹等缺陷,但焊缝合金的微观组织并未发生变化,为α-Cu固溶体基体上析出网状分布的富铁第二相;低温环境中焊接试件力学性能较差,平均抗拉强度为158 MPa。
[1] 辛文彤, 李志尊. 一种野外快速焊接技术[J]. 焊接,2005(1): 19-21.
[2] 中国机械工程学会焊接学会. 焊工手册—手工焊接与切割[M]. 北京: 机械工业出版社, 2002.
[3] 李志尊, 辛文彤. 高热剂对低碳钢手工自蔓延焊接的影响[J]. 焊接学报,2007,28(2): 79-81.
[4] 李志尊, 辛文彤. 焊条成形工艺对手工自蔓延焊接的影响[J]. 焊接学报,2010, 31(12): 81-84.
[5] 殷 声. 燃烧合成[M]. 北京: 冶金工业出版社, 1999.
[6] 史耀武. 焊接技术手册[M]. 北京:化学工业出版社,2009.
2015-08-24
TG456.9
李志尊,1971年出生,硕士,副教授,硕士生导师。主要从事特种焊接及机械设计方面的科研和教学工作,已发表论文60余篇,已申请专利15项。