置换蒸煮偏流问题的分析与解决办法
2016-12-22杨鹏飞党世红
汤 伟 杨鹏飞 党世红
·置换蒸煮·
置换蒸煮偏流问题的分析与解决办法
汤 伟1杨鹏飞2,*党世红2
(1.陕西科技大学电气与信息工程学院,陕西西安,710021;2.陕西科技大学轻工与能源学院,陕西西安,710021)
针对置换蒸煮偏流问题难以消除这一难题,本文在分析蒸煮工艺和活塞流的基础上,从装备和控制的角度出发提出了一种解决方案,通过改变进液方式和破坏通道相结合的方式,使得在整个蒸煮过程中液体都以近乎活塞流的方式在蒸煮锅内流动,防止偏流现象的出现。
置换蒸煮;活塞流;通道;偏流
置换蒸煮是一种节能环保的新型间歇制浆技术,与传统制浆方式相比具有卡伯值低、纸浆得率高、漂白药品少、蒸汽和化学品消耗少,浆料品质稳定等诸多优点[1-3]。置换蒸煮能够生产出稳定浆料的理论依据就是液体在蒸煮锅内运动是以活塞流的方式进行,没有偏流存在,木片与药液接触均匀。活塞流又称平推流、栓塞流,是理想流动的一种,其特征是:在流动方向上即轴向不存在混合,而在径向则达到完全混合,因而在垂直于流动方向的横截面上,其流速一致,浓度均匀。但是在工业实际生产过程中发现存在偏流现象,偏流的形成导致所有的液体都流向这个偏流通道,导致最终蒸煮的结果就是出现局部烂浆、局部浆夹生,用这种夹生浆或者烂浆所制得的纸产品会出现褶皱和空洞等纸病。本研究在分析蒸煮工艺和活塞流的基础上,从装备和控制的角度出发提出解决办法,以保证药液在蒸煮锅剖面上作液体活塞运动。
1 偏流现象分析
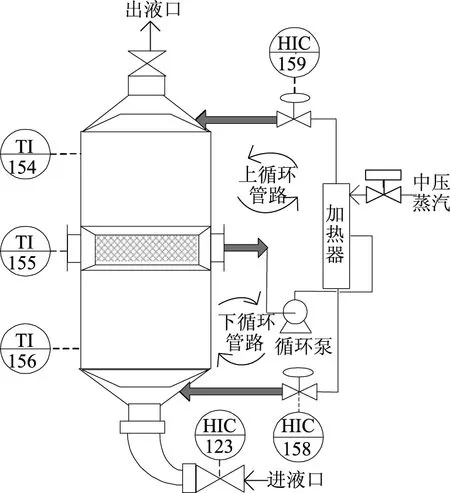
目前我国制浆行业所用的置换蒸煮系统大多是根据国外系统改造而来,可分为两种。一种是美国CPL公司提供的系统,另一种是加拿大GL&V公司提供的系统。CPL公司提供的置换蒸煮系统分为装锅、初级蒸煮、中级蒸煮、加热蒸煮、置换、放锅共6步。GL&V提供的置换蒸煮系统制浆分为装锅、通汽和水解、温充、热充、加热蒸煮、洗涤黑夜置换和卸料共7步。二者虽然步骤名称不一样,但是原理基本相同。本研究以GL&V公司生产溶解浆的置换蒸煮系统进行讨论,图1是该系统的设备组成及工艺流程示意图。从图1中可以看出,这套系统包含有液体的填充、置换和循环等工艺流程,笔者希望在这些步骤里面液体都是以活塞流的方式流动,这样蒸煮锅内木片接触药液的量和时间均等,所获热能和化学能均匀,脱木素程度也就接近相等,使得蒸煮结束时锅内的浆料品质均匀稳定,不会出现夹生浆和烂浆的现象,从而提高成品率[4]。
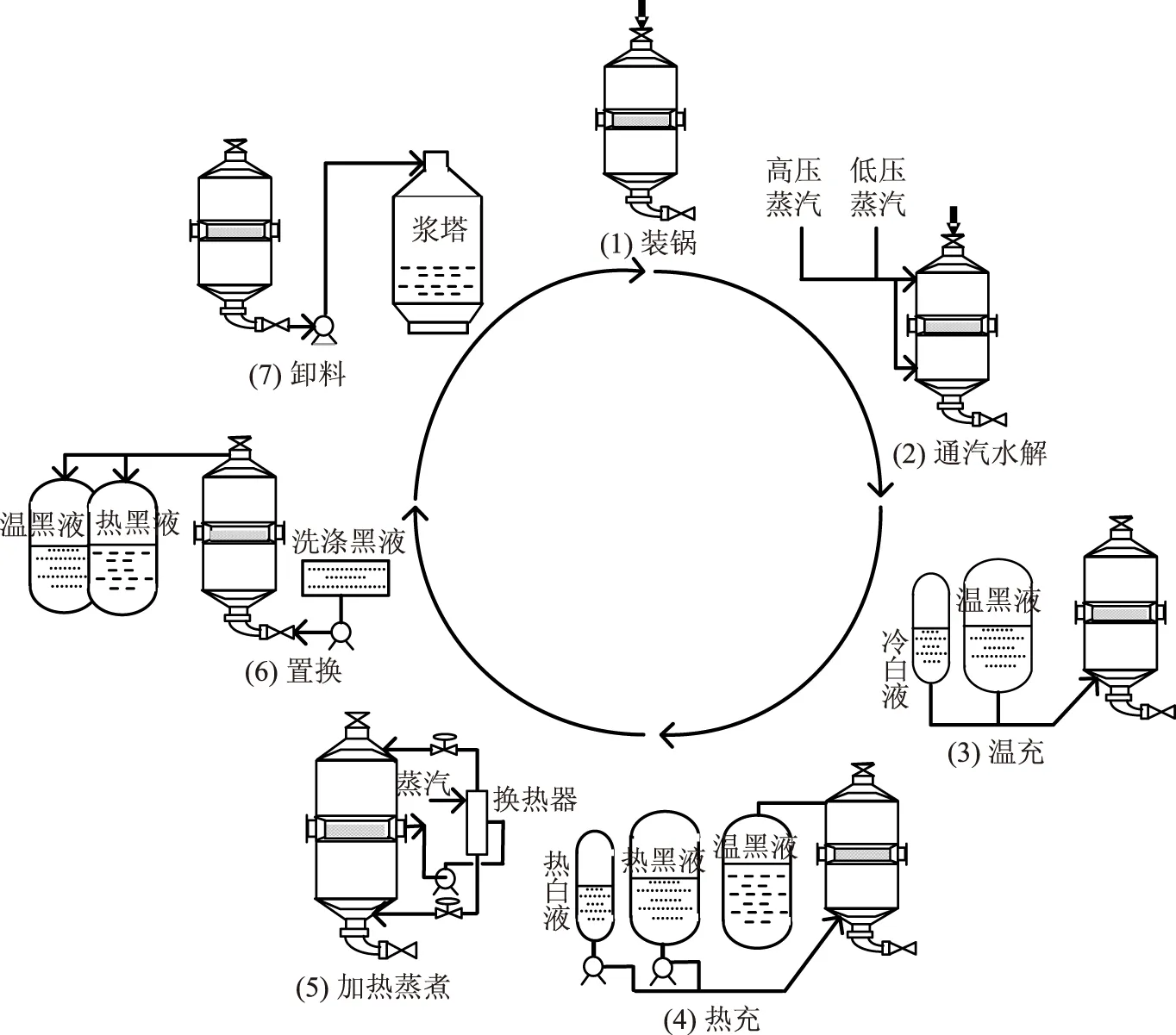
图1 置换蒸煮设备组成及流程示意图
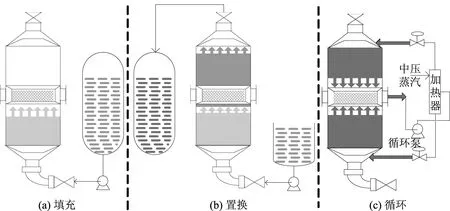
图2 理想状态下置换蒸煮液体流动示意图
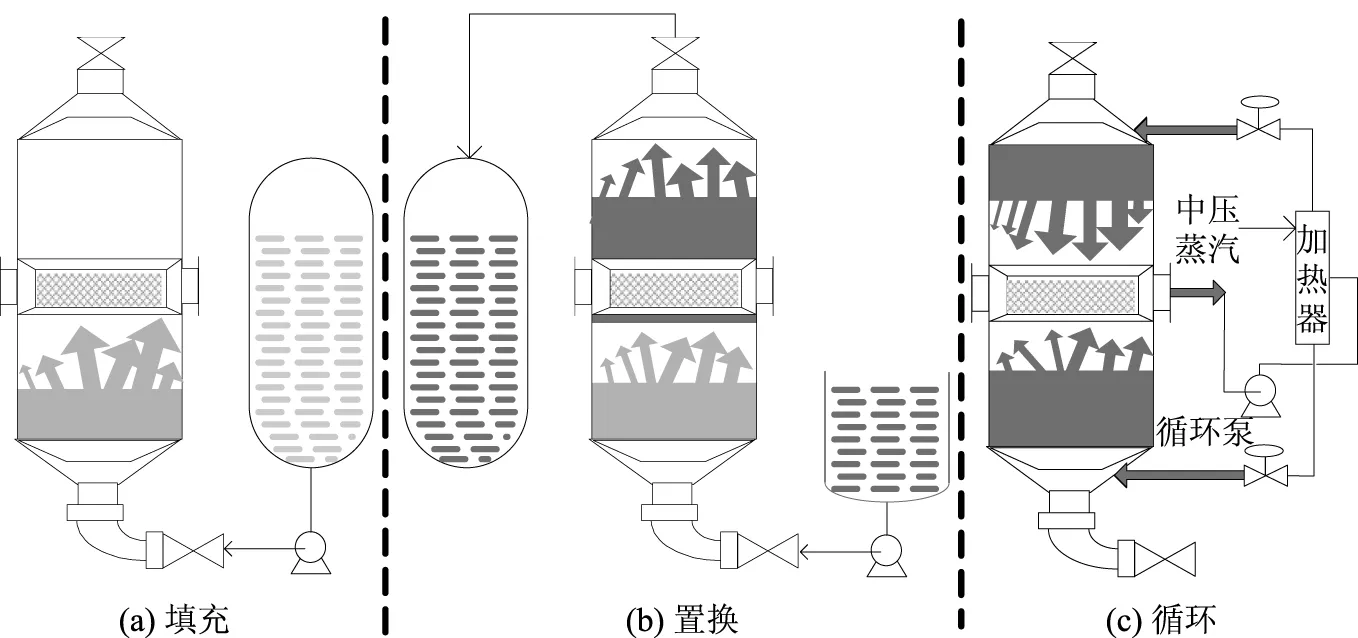
图3 置换蒸煮实际液体流动示意图
1.1 工艺分析
置换蒸煮系统本身在液体填充、置换、循环阶段都采取底部进液,使得浆料在自身还有锅内已有料液的重力作用下缓慢上升,一定程度上防止了液体的乱窜,希望如此便可以让液体在运动过程中都呈活塞状态,其理想状态流动如图2所示。但是实际过程由于锅内木片并不是特别匀称极易形成偏流通道,尤其是加热蒸煮阶段,液体从蒸煮锅中部由循环泵抽出,经过加热器加热后分别从蒸煮锅顶部和底部返回至锅内,形成加热循环(见图2(c))。对于从锅底部而入的热循环液体在重力的作用下缓缓向上运动,而从蒸煮锅顶部进入的液体在自身重力的作用下向下窜动极易形成偏流通道,导致回流热液体偏流,最终造成蒸煮不均匀现象即局部夹生浆、局部烂浆的发生。所以实际过程液体流动如图3所示,有通道的地方流量大、流速快,并不是图2所示的理想状态。而现有工艺并没有检测和破坏偏流通道的措施,一旦偏流通道行成就会出现蒸煮问题。
实际上可以根据温度来判断液体是否偏流,比如在置换阶段,若锅底部温度80℃,中部170℃,上部170℃,这就是比较均匀的液体活塞作用,不存在偏流问题。若出现锅的底部温度150℃,中部130℃,锅上部170℃,这就说明液体跑偏了,水肯定会向阻力最少的地方流动,一旦发生偏流,所有的液体都流向这个偏流通道。偏流通道肯定是不可避免的,因此需要在置换蒸煮系统中设置偏流通道的检测和破坏程序。
1.2 维持活塞流的条件分析
活塞流是一种理想的液体流动如图4所示,任意截面的物料如同汽缸活塞一样在反应器中移动,虽然现实中不存在,但还是希望液体在流动过程中接近活塞流的状态。相关研究表明,当长径比(L/D)>100,雷诺系数(Re)>105时,流体流动可十分接近活塞流。长径比大可以获得高线速;雷诺系数高有两个作用,一是达到稳定的湍流,使主体流速远高于逆向扩散速度,防止轴向偏流;二是克服内摩擦造成的径向速度梯度,使得横截面上流速和流体性质均匀。在工业上常用的管式反应器,包括多管式和列管式等反应器都属于这种流型。对于不是管形的设备(如圆筒形、塔形之类的),增加长径比都有利于减少偏流[5- 6]。
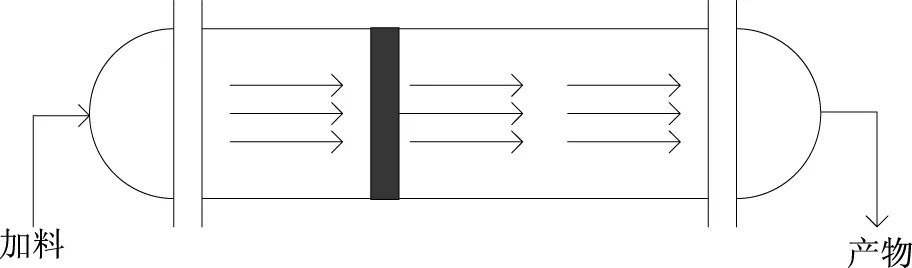
图4 理想的液体流动示意图
除此之外,国内对于乳化塔的研究[7- 8]还表明了一点,就是如果可以消除起始横截面上的动能差,使流体初始分布均匀,也可以形成活塞流。一般在工业实际应用中,由于入口流体动能较大,流体成流股状冲入器内,使得起始截面上中心流体动能大、流速高,周边流体动能少、流速低,从而造成流动状态的不均匀。而置换蒸煮用的蒸煮锅上下高度16 m,直径4 m,Re也远小于105,其底部和上部进液口也是锥形放大,起始横截面的速度差值也较大,特别不满足活塞流的成形条件,因此必须从蒸煮锅的结构方面做出改善。其次为了保持蒸煮锅内的活塞流状态,应保持药液在管道中流动时也成活塞流状态,研究表明,如果管壁处的层流层厚度∂s远小于管道的直径D(∂s< (1) (2) (3) 由公式(1)(2)(3)可以推出: (4) 式中,f为达西摩擦因数;∂s为层流厚度;D为管道直径;μ*为摩擦速度;V为流体速度;υ为运动黏度。因此要想保持管道中的活塞流状态,最有效的方法就是应该尽可能提高输送速度。新厂在管路设计时应该选用较大直径的进液管。 2.1 设备改进 现有的蒸煮锅在上、中、下进液管口设有筛板,如图5所示,作用是为了防止液体循环过程中将木片引流出来,其结果是挨着管口部分的液体流量大、流速高,而远离管口的一边流量小、流速低,极易形成偏流。通过上面的分析可以知道,结构方面有两种方法来实现理想活塞流状态,一是改变锅体尺寸,使得锅的长径比(L/D)>100,要想完全达到这个比值,很困难也不现实,因为蒸煮对象是木片,置换蒸煮要求很大的装锅量,计算所得蒸煮锅的高度值太大。但是在设计新蒸煮锅时应该考虑理想流动对长径比的要求,尽可能的提高长径比,而不应该单是从蒸煮锅强度和加工难度来考虑。二是消除起始横截面上的动能差,相比较这种方法可行性比较高,如在蒸煮锅底部、还有上部进液口部位安装环形液体分布器(见图6),去掉原有的筛板,使加入的液体均匀分布在木片表面,然后借助木片本身的分散作用,减少液体在初始横截面上的动能差,使流体分布均匀,还可以起到篦子的作用。 图5 蒸煮锅的上、中、下进液管口筛板 图6 环形液体分布器 另外蒸煮锅配套的进液管道直径要增大,使进料速度提高。目前四川银鸽竹浆产业已经将1号蒸煮锅增加了环形液体分布器,进液管道直径改到了40 cm,进液速度由原来的600 m3/h改到了1000 m3/h,实际结果比较好,大大减少了夹生浆的产生。 2.2 设定相应的控制方案 填充过程(温充、热充)和置换过程中,液体都是从锅底的进液口流入,如图7所示,在锅内和木片进行热交换之后从上部流出。对于温充和热充过程,都是使用热液体从蒸煮锅外面充入锅内,将锅内温度相对低的液体置换到温黑液槽,这个过程中,锅内温度应该是从下往上依次增大,即仪表示数TI-156>TI-155>TI-154,而置换过程正好相反,是用低温液体将蒸煮锅内的高温液体置换出去,仪表示数应该是TI-156 图7 蒸煮锅液体流动示意图 TI-156>TI-155>TI-154、TI-156 本研究提出将原先蒸煮锅的锅体循环泵换成双向螺杆泵,然后设计上下循环程序来进行偏流通道破坏。下循环即关闭进液阀HIC-123和上部循环阀HIC-159,打开循环泵和下部循环阀HIC-158,让液体在锅内进行下循环,循环泵正向转30 s然后反转30 s,这样就先破坏了底部形成的偏流通道;之后进行上循环即关闭循环阀HIC-158,打开循环阀HIC-159,循环泵正向转30 s然后反转30 s,破坏上部偏流通道。在进行完偏流通道破坏程序之后再恢复填充、置换和加热,控制逻辑图如图8所示。 图8 破坏偏流通道控制逻辑示意图 通过对置换蒸煮工艺过程中液体流动方式和活塞流的分析,总结出了置换蒸煮产生偏流问题的原因,并从装备和控制角度出发,通过改变蒸煮锅进液方式和上下循环破坏偏流通道的方式进行蒸煮,保证在整个工艺过程中液体流动接近于活塞流的方式,预防偏流通道的发生。该方法在四川银鸽竹浆纸业有限公司的初步应用表明,大大减少了夹生浆的产生,说明该方法有效。如何从工艺、管道改造、机械设计等方面做的更佳完善,以及设计出更加有效的控制算法来避免蒸煮过程的偏流,还值得相关学者进一步研究。 [1] Shi Sheng-tao, Lu Xue-yi. The application of DDS replacement cooking technology in China[J]. China Pulp & Paper Industry, 2010, 31(4): 82. 时圣涛, 卢学艺. DDS置换蒸煮技术在中国的应用[J]. 中华纸业, 2010, 31(4): 82. [2] JING Luo-rong. Dual CTM Dual Displacement Cooling Technology for Dissolving Pulp Production[J]. China Pulp & Paper, 2011, 30(3): 46. 景罗荣. Dual CTM溶解浆双置换蒸煮技术[J]. 中国造纸, 2011, 30(3): 46. [3] LV Wei-jun, ZHANG Yong, CHEN Bin. Dissolving Pulp Manufacture Technologies: Current Status and Development Trend[J]. China Pulp & Paper, 2012, 31(1): 61. 吕卫军, 张 勇, 陈 彬. 溶解浆的生产技术现状与发展[J]. 中国造纸, 2012, 31(1): 61. [4] Huang Jun-mei, Tang Wei, Xu Bao-hua. Development and Application of Displacement Digester System[J]. Control and Instruments in Chemical Industry, 2010, 37(8): 1. 黄俊梅, 汤 伟, 许保华. 置换蒸煮系统(DDS)的发展及应用[J]. 化工自动化及仪表, 2010, 37(8): 1. [5] Tang Xun. Piston type flow and its experimental determination method[J]. Hunan Chemical Industry, 1978(4): 84. 唐 薰. 活塞式流动及其实验测定方法[J]. 湖南化工, 1978(4): 84. [6] Mao Yang-ping, Mao Shao-rong. Analysis of deflection of plate-fin heat exchanger of large-sized air separation plant[J]. Cryogenic Technology, 2010(2): 45. 毛央平, 毛绍融. 大型空分设备板翅式换热器偏流问题分析[J]. 深冷技术, 2010(2): 45. [7] Zhang Li-juan, Fan Bao-guo, Jin Yan. Numerical Study on Maldistribution of Gas-solid Flow in Multiple-branching Conveying Pipe Lines of Limestone System[J]. Power System Engineering, 2015, 31(3): 9. 张丽娟, 樊保国, 金 燕. 多分支石灰石输送管路偏流特性的CPFD数值模拟[J]. 电站系统工程, 2015, 31(3): 9. (责任编辑:常 青) Analysis & Solution of Flow Leaning in Displacement Digester System TANG Wei1YANG Peng-fei2,*DANG Shi-hong2 (1.CollegeofElectricalandInformationEngineering,ShaanxiUniversityofScience&Technology,Xi’an,ShaanxiProvince, 710021;2.CollegeofLightIndustryandEnergy,ShaanxiUniversityofScience&Technology,Xi’an,ShaanxiProvince, 710021) Aiming at the difficulties of eliminating flow leanning in displacement digester system based on the analysis of cooking process and plug flow, this paper proposed a method to prevent flow leaning by changing inflow way and destroying channels to keep the liquor flow as near plug flow during cooking. displacement digester; plug flow; channel; flow leaning 汤 伟先生,博士,教授;主要研究方向:制浆造纸全过程自动化、工业过程高级控制、大时滞过程控制及应用。 2016- 04-11(修改稿) 国家国际科技合作项目(2010DFB43660) ;陕西省重点科技创新团队计划项目(2014KCT-15)。 TS733+.2 A 10.11980/j.issn.0254- 508X.2016.11.009 *通信作者:杨鹏飞先生,E-mail:401371274@qq.com。 (*E-mail: 401371274@qq.com)2 偏流问题的解决办法
3 结 语

