PU方块印花地毯翘曲问题解决方法
2016-12-21崔子民张治文
崔子民,张治文,姜 伟
(威海海马地毯集团有限公司,山东 威海 264205)
PU方块印花地毯翘曲问题解决方法
崔子民,张治文,姜 伟
(威海海马地毯集团有限公司,山东 威海 264205)
针对PU方块印花地毯在块毯印花时,经高温、高湿蒸化固色,水洗,真空吸水及高温烘干等过程后,出现严重翘曲的问题,重点对比研究了烟灰非织造布底布、防水预涂处理、PU上胶等工艺参数。结果表明:烟灰底布调整纤维细度后,在相同生产条件下,翘曲值由7~9 mm下降到0.9~1.7 mm;优选防水预涂方案,印花中吸水量由1500 g/m2降低到900 g/m2。经过正交试验,找到了PU上胶工艺中关键因素及调整方向,最终成品满足国内外相关标准要求,很好地解决了PU方块印花地毯翘曲问题。
PU方块印花地毯;翘曲;工艺改进
随着商用房地产的开发,中国方块地毯市场日益火爆,但国内厂家生产的多为PVC或沥青方块地毯,而高端方块地毯市场多被美国Shaw、Interface、美林肯等国外公司垄断。为参与高端市场的竞争,海马集团早在2005年就斥巨资试制并投产PU方块地毯生产线,以抢占高端市场。美林肯主打的先上PU底切块后印花方块地毯,此类产品因花色绚丽,图案自由,拼接方便,符合当代高档场所对花色品种的个性需求,备受青睐,为此海马集团因势利导,装配76 dpi方块印花生产线,随之摆在我们面前的就是对PU底上胶更高要求这一技术难题。因为常规产品是坯毯先上胶,再切块检验包装。此款产品是白坯先上胶切块后印花,必须经得住印花过程高温汽蒸、反复水洗、真空吸水、高温烘干等恶劣过程,对PU上胶是一个挑战。国际范围内,只有美国美林肯公司按此工艺生产,在国内,有个别厂家生产PVC块印产品,但翘曲问题未解决。本文主要介绍经过反复试验,找出解决PU方块印花块毯翘曲的途径和方案。
1 情况简介及可行性分析
国际范围内,先上胶切块后印花工艺美国美林肯公司已成功使用多年,其工艺比较特殊,与海马常规生产工艺相差很大:(1)使用附有PP编织布的非织造布织造;(2)预涂层厚重;(3)上层为改性沥青层;(4)余下是PU层及烟灰非织造布。从而很好保证印花后翘曲指标要求。而海马产品上下两层均为PU层,海马PU产品结构图见图1。
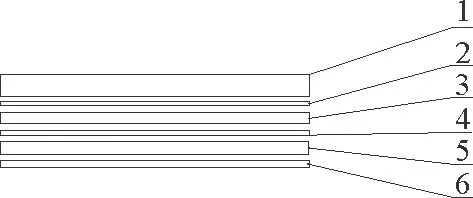
图1 海马PU地毯结构示意图
从翘曲形成原因来分析,方块地毯胶底上下层中间有玻璃丝布,在方块地毯中起到支架作用,翘曲与否关键在于其上下两层的收缩性大小的比较,上面收缩大,则会拉动下层往上翘,反之亦然。所以关键在于解决上下层的收缩性。常规工艺上胶后产品在印花后翘曲十分严重,既然有往上翘起必然性,也就有往下翘的可能性,因此只要设法改变扭转其上下层的收缩状态即可,从理论上是完全可行的。
2 原因分析及解决方案
2.1 原因分析
PU印花方块地毯的新工艺要解决翘曲问题,肯定与常规PU工艺不同。具体原因分析见图2。
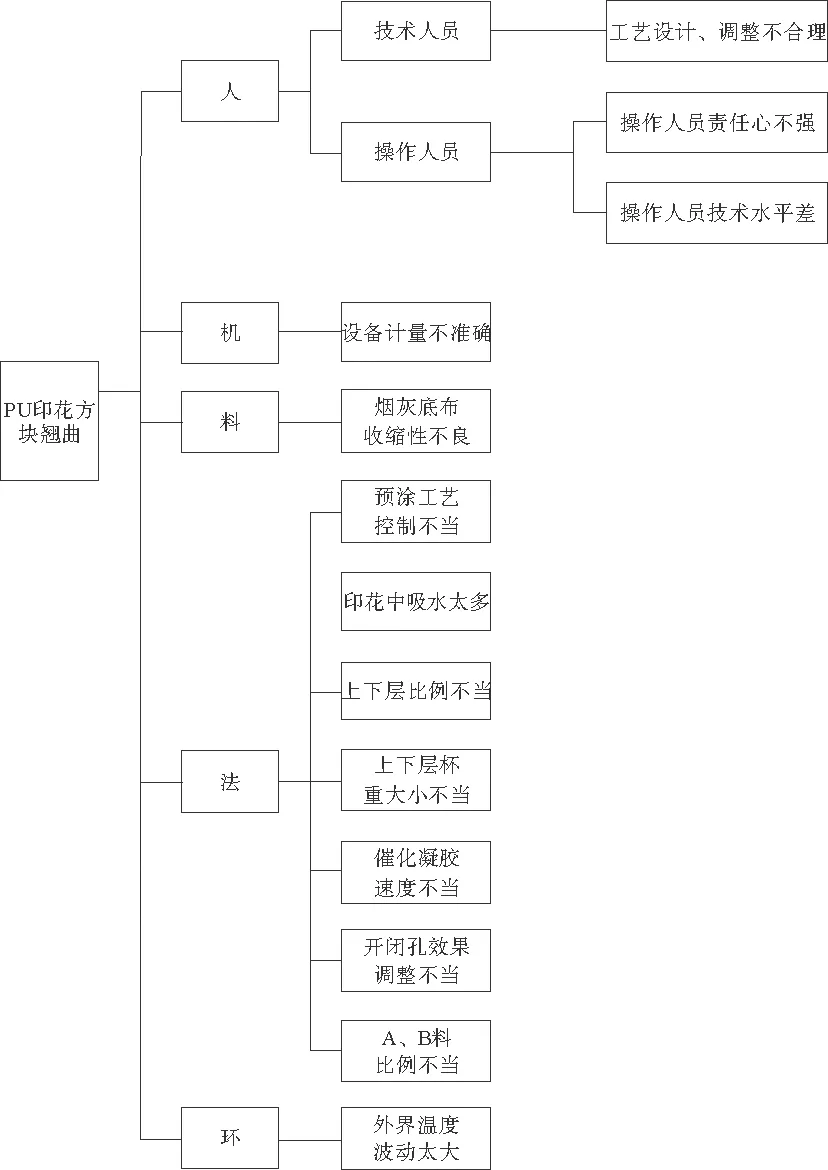
图2 原因分析
2.2 要因确认及方案提出
逐一分析以上各条原因,归结如下:工艺设计调整是要因,针对新工艺必须创新性地重新设计调整。归结制定以下三个方案:烟灰底布改进;阻水预涂胶的工艺研究;PU上胶工艺参数调整(预涂量、上下层比例、上下层杯重)。
3 方案实施
3.1 烟灰底布改进
3.1.1 烟灰底布收缩性分析(见图3)
3.1.2 调整底布纤维规格(见表1)并保证烫光效果。
3.1.3 结果比较及结论
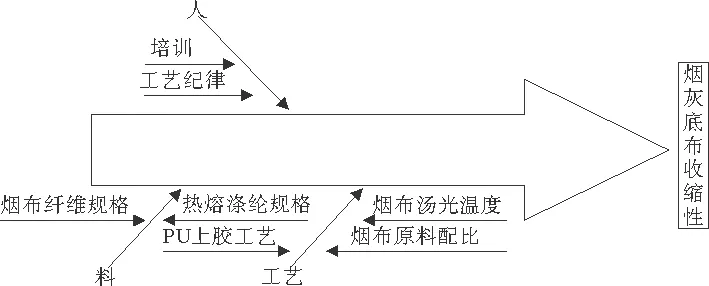
图3 烟灰底布收缩分析
在同样工艺条件下上机生产试验,按地毯背衬剥离强力的测定标准[1],检测结果对比见表2。

表1 烟布调整指标
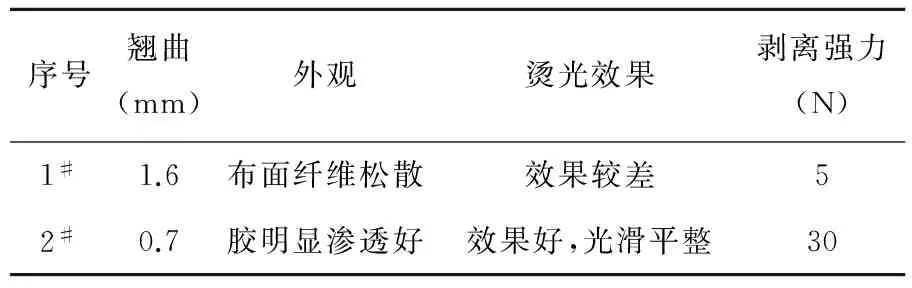
表2 结果比较
综上所述,选用2#底布,并参照簇绒地毯背衬剥离检测方法[1],消除烟灰底布对翘曲的不良影响。
3.2 阻水预涂胶的工艺研究
3.2.1 阻水效果分析比较
比较美林肯PU印花产品与海马同类产品吸水量,见表3。
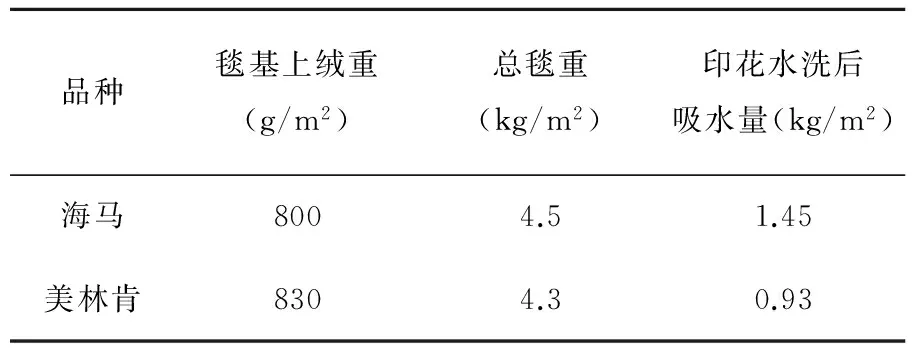
表3 吸水量比较
表3可知美林肯公司地毯吸水量相对少,可减少不必要的高强度烘干,有效避免因烘干带来的翘曲。
3.2.2 方案
针对阻水这个课题,提出以下几种方案,方案见表4。
3.2.3 实施
结合原来预涂胶方,制定以下对比试验胶方,见表5。

表4 各种对策方案分析 评价 优选表
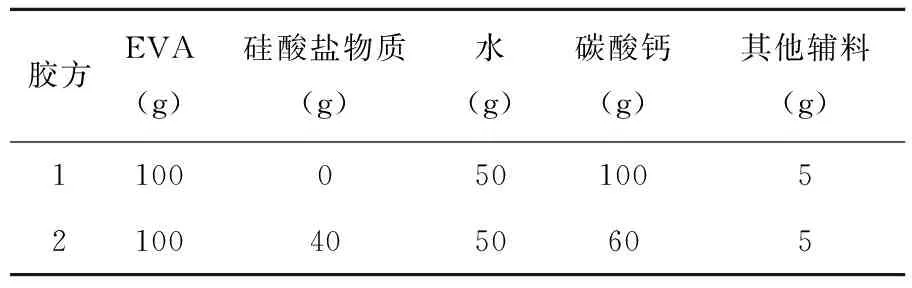
表5 胶方组成
3.2.4 结果比较
同样工艺条件下,跟踪对比,平均水分下渗透时间及吸水量,见表6。
3.2.5 结论
为保证在印花过程中吸水少,便于烘干,在预涂中使用EVA阻水配方。
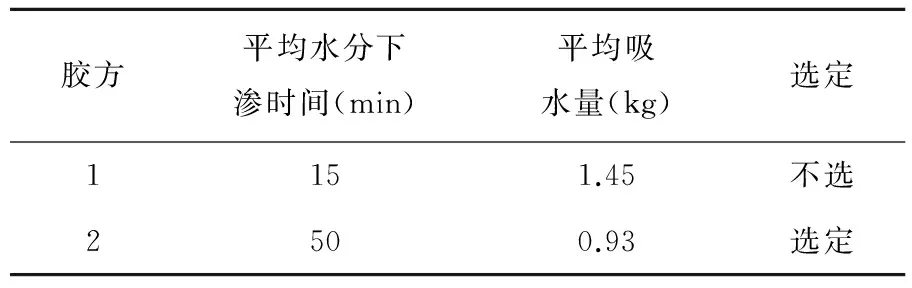
表6 吸水效果比较
3.3 PU上胶工艺参数调整
3.3.1 措施制定
在选定了烟灰底布、EVA阻水胶方等方案后,为了保证PU块毯印花后不翘曲,对PU上胶工艺参数筛选如下。针对PU上胶影响较明显的3个参数,采用L9(3-3)进行正交试验,以确定合理工艺参数数值,见表7。杯重大小见表8。
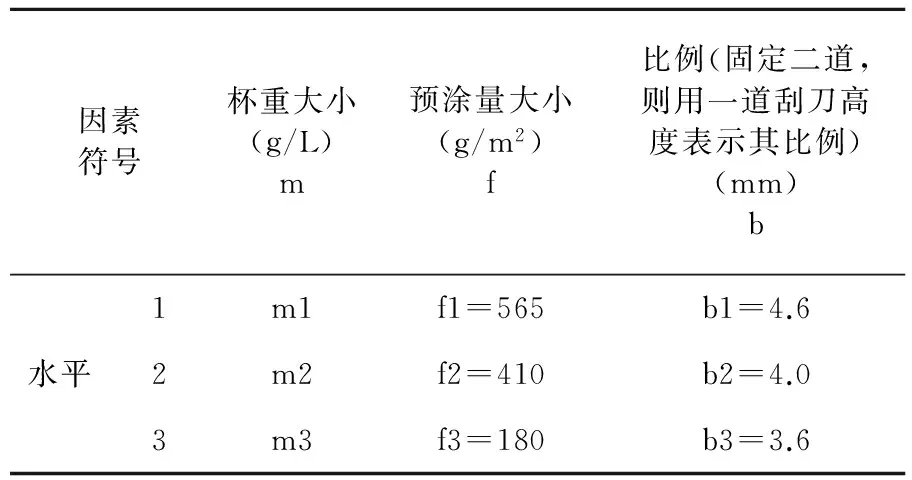
表7 主要因素
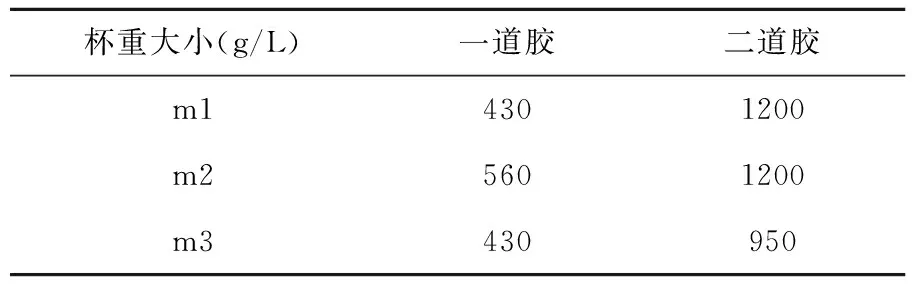
表8 杯重
试验安排及实验结果见表9。
3.3.2 结果分析
由各因素对结果的影响程度对比发现,极差R越大,影响程度越大:预涂>杯重>比例; 从结果直接看(数值越小越好),最佳工艺组合:m2,f1,b3;从位级之和(越小越好),可以看出最好的为:m3,f1,b2;趋势分析发现: m、b两因素还有潜力可挖,但由于m因素再做调整,则会影响强度、耐用性。b因素若进一步调整,则会造成毯背太硬,易出现折痕等质量问题。
综合分析发现,“直接看”与“算一算”结果有差异,但重要因素:预涂是一致的。次要因素m会影响强度、耐用性,故在m2、m3中选择m2。而最次因素b在b2、b3中选择,若选定b3,则会因胶密度原因,带来成本上升。经综合选定,最佳工艺组合可望为m2,f1,b2。
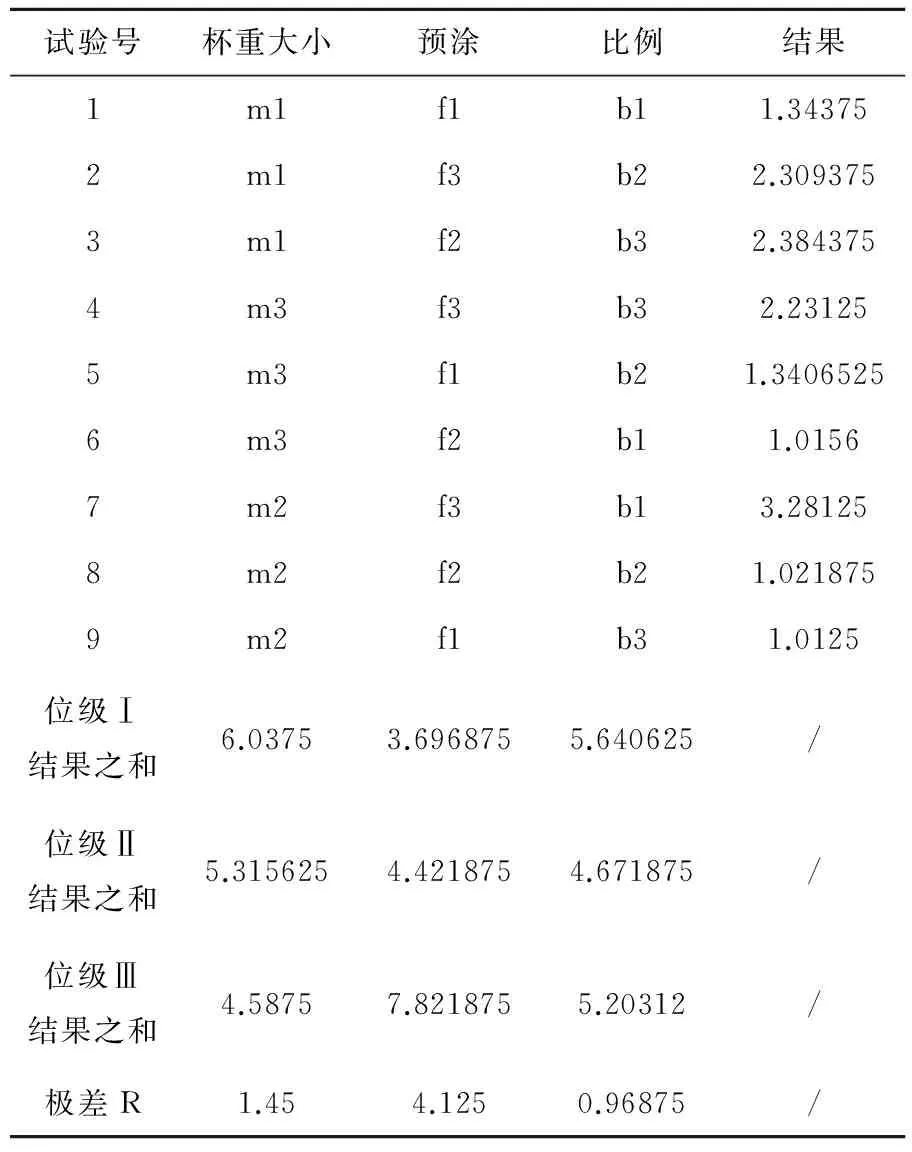
表9 正交试验表及结果
3.3.3 小批跟踪试验数据(见表10)
按QB/T 2755—2005 拼块地毯[2]和JIS 4406:2000 日本工业标准:拼块地毯[3]标准试验翘曲指标。

表10 试验结果
结论:结果显示试验取得成功。
3.3.4 小结
把m2,f1,b2的工艺组合纳入工艺标准,对各工序人员进行培训,指导实际生产,并严格工艺纪律检查落实,确保工艺执行无偏差。
3.3.5 效果检查
经过反复试验、对比、研究,PU块毯印花后的翘曲已得以突破解决,攻关前后结果见表11。
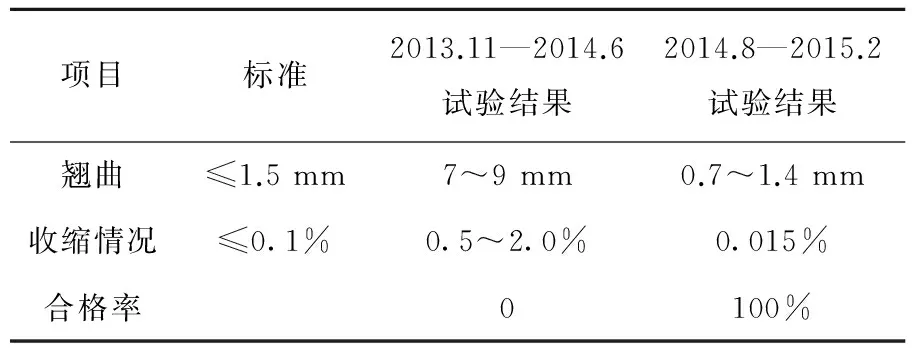
表11 成品实验结果
4 结论
4.1 在此次课题研究攻关中,先从课题特殊性与常规PU工艺的普遍性比较分析入手,找出三个关键因素,并对三因素制定实施方案,逐一攻克解决,服务于最终目标。确定的工艺改进方案,在实际生产中取得良好效果,最终圆满攻克解决了PU方块印花地毯翘曲问题。
4.2 由于此工艺与常规工艺相差较大,工艺执行要进一步跟踪总结对比,同时因地毯用户分布区域不同,带来实际使用条件不同,可能有其他问题暴露及反应出来。所以要进一步跟踪实际使用情况,以便进一步完善改进。
4.3 该工艺相对于其他厂家工艺的优点,因上下层均为PU,结合牢固,避免上下层材质不同,不易结合,易分离情况,明显增强了产品的竞争优势。
[1] GB/T 26843—2011 地毯背衬剥离强力的测定[S]. 北京:中国标准出版社,2011.
[2] QB/T 2755—2005 拼块地毯[S]. 北京:中华人民共和国国家发展和改革委员会,2005.
[3] JIS 4406:2000 日本工业标准:拼块地毯[S]. 东京:日本工业标准调查会,2000.
The Methods of Solving Warping of PU Printed Carpet Tile
CuiZimin,ZhangZhiwen,JiangWei
(Carpet Tile Factory of Haima Carpet Group, Weihai 264205, China)
The paper mainly studied technological parameters of nonwovens backer, in waterproofing pretreatment and PU coating process to solve warping of PU printed carpet tile after hot and humid fixation, wash, water absorption under vacuum and high temperature baking. Results showed after adjusting the fiber fineness of nonwovens backer, warping value decreased from 7~9 mm to 0.9~1.7 mm, and after optimizing waterproofing pretreatment, water absorption decreased from 1500 g/m2to 900 g/m2. Through orthogonal experiment, the key factors and directions of adjustment in the PU coating process was found to solve warping of PU printed carpet tile and the products met requirements of domestic and overseas standards.
PU printing carpet tile; warpage; technology improvement
2016-06-14
崔子民(1972-),男,山东菏泽人,高级工程师。
TS106.7+6
B
1009-3028(2016)04-0018-05
