基于氮磷阻燃剂的轻质木丝板阻燃性能研究
2016-12-20吴赵旭张晓滕
吴赵旭 ,张晓滕 ,母 军
(1.木质材料科学与应用教育部重点实验室,北京100083;2.北京林业大学 材料科学与技术学院,北京 100083)
基于氮磷阻燃剂的轻质木丝板阻燃性能研究
吴赵旭1,2,张晓滕1,2,母 军1,2
(1.木质材料科学与应用教育部重点实验室,北京100083;2.北京林业大学 材料科学与技术学院,北京 100083)
用氧指数、锥形量热等方法研究了浸渍和喷涂氮磷阻燃剂后轻质木丝板的阻燃性能,并采用SPSS软件统计分析各性能之间的关系。结果表明:随着阻燃溶液浓度的增大,阻燃轻质木丝板载药率和氧指数均增加,浸渍处理木丝载药率明显高于喷涂处理木丝,但两者氧指数值相差不大;成板浸渍、木丝浸渍和木丝喷涂阻燃处理轻质木丝板释热速率明显低于对照组,且第二放热峰完全消失,燃烧时间约150 s,比对照组减少了75%,点火时间延长,平均有效燃烧热分别降低了81%、78%、77%,质量损失速率分别降低了35%、53%、41%;对照组试件燃烧释放总热大于50 MJ/m2,而阻燃处理试件最低仅为4 MJ/m2,降低约90%;阻燃处理试件CO2气体释放量降低,CO释放量略高,但总烟产量减小;聚类分析说明成板浸渍、木丝浸渍和喷涂方法均优于成板喷涂处理轻质木丝板;热释放速率与总烟产量呈显著正向关,与比消光面积呈显著负相关关系。
轻质木丝板;阻燃性能;氮磷阻燃剂;成板浸渍;木丝浸渍;木丝喷涂阻燃处理
轻质木丝板是一种以木材枝丫材、小径材、农作物秸秆、木材加工剩余物、芦苇、长纤维灌木等为原材料经过顺纤维方向成丝、施胶、预压、热压、成型等加工工艺制作的一种新型的植物(纤维)丝人造板。木丝交织形成的特殊立体结构保留了植物顺纤维高强度的天然力学特性,且木丝结构单元的通透性为其阻燃性能的提高提供了条件。轻质木丝板密度为0.2~0.5 g/cm3,具有质轻、保温、不易变形、高强抗震、吸声、生产能耗低、装饰效果好、便于回收利用和节省空间等优势。未经阻燃处理的轻质木丝板会带来相应的消防问题,因此,对轻质木丝板进行阻燃处理是十分必要的工作。
木质材料阻燃处理方法有多种,如用阻燃溶液浸泡单板或刨花、施胶时将阻燃剂与刨花混合、用刷或喷的方法将阻燃剂涂在木质材料表面以及加压或真空使阻燃剂渗入木质材料内部[1]。采用浓度为40%的BL-环保阻燃剂喷涂处理刨花板,结果表明阻燃剂对刨花板物理力学性能几乎无影响,阻燃性能提高较大[2]。Chih-Shen Chuang等[3]研究了干湿循环处理对阻燃胶合板阻燃性能的影响,采用的阻燃方法是将阻燃剂涂饰在胶合板表面。阻燃人造板的种类也是多种多样[4-8]。阻燃红麻轻质人造板密度小于0.52 kg/cm3,静曲强度可达到31.85 MPa,氧指数为41%~50%,能够达到相关标准要求[4]。Nadir Ayrilmis等[9]研究了阻燃单板的力学性能和阻燃性能,阻燃剂的添加提高了阻燃性能,但对力学性能有一定的影响。锥形量热法被广泛应用于分析木材阻燃性能[10-15]。李坚等[16]用锥形量热法研究阻燃剂FRW的阻燃性能,通过分析阻燃木材燃烧时热释放速率、总热释放量、有效燃烧热、质量损失速率等证明FRW是一种高效木材阻燃剂。Sang-Bum Park等[17]用CONE法探索了碳化纤维板的阻燃性和烟气毒性,得出碳化温度对纤维板性能有一定影响。Xing-Xia Ma等[18]将三聚氰胺改性脲胶(MUF)与阻燃剂APP混合,对MDF进行表面处理,用CONE法分析研究其阻燃性,结果表明含APP的MUF 显著增强了MDF的阻燃性,延长了点火时间,减小了HRR、THR和MLR。由于轻质木丝板结构特殊,阻燃处理对其阻燃性能影响尚未明晰,本实验对原材料木丝和轻质木丝板分别浸渍和喷涂不同浓度的阻燃溶液,探究氮磷阻燃剂对轻质木丝板阻燃性能的影响。
1 材料与方法
1.1 材 料
桦木木丝,宽约1 mm,厚约0.5 mm,长约100 mm,由工厂机器自制。脲醛树脂胶黏剂来自柯诺森华地板有限公司,摩尔比1.11,固含量52%。粉末状氮磷阻燃剂由北京盛大华源科技有限公司生产,扫描型波长色散X射线荧光光谱仪元素分析得出阻燃剂主要元素组成是1.74%C、6.30%H、16.4%N、54.9%O、26.9%P和 少 量 的AL、Si、Ca、Fe、Ni、As和 B。
1.2 阻燃轻质木丝板的制备
将粉末状氮磷阻燃剂配置成质量分数为10%、15%、20%、25%的溶液。对木丝采用浸渍和喷涂2种处理方法,浸渍时间为 10 min。阻燃剂处理后木丝烘干至含水率10%左右,施胶热压成阻燃轻质木丝板,密度为0.5 g/cm3,尺寸为300 mm× 300 mm×10 mm。
将粉末状氮磷阻燃剂配置成质量分数为25%的溶液。对素板采用2种阻燃处理方法:将素板浸渍在阻燃溶液中2 s;将阻燃溶液手工喷涂在素板上下表面。将处理后的板材放在室温通风条件下放置一段时间,含水率达到当地的平衡含水率,约15%。
未经阻燃处理的木丝和素板为对照实验组。
1.3 阻燃性能测试
根据GB/T 2406.2-2009,利用LFY-605型自动氧指数测定仪测试氧指数,试件尺寸为120 mm×10 mm×10 mm。根据GB/T 8627-2007,利用JCY-2型建材烟密度测试仪测试烟密度,试件尺寸为25 mm×25 mm×10 mm。根据ISO5660-1:2002,利用FTT0242锥形量热仪器进行测试,试件尺寸为100 mm×100 mm×10 mm,辐射功率为50 kW/m2。采用Origin软件处理数据,对轻质木丝板的点火时间、热释放速率(HRR)、总热释放量(THR)、有效燃烧热(EHC)、质量损失速率(MLR)、CO产量和CO2产量进行评价。
1.4 统计分析
应用SPSS软件对实验数据进行统计分析,采用两种分析方法:聚类分析和相关性分析。采用Ward分析法对阻燃轻质木丝板阻燃性能进行聚类分析,聚类方法为组内联结法,样品间距离采用平方欧式距离。相关性分析是对两个变量之间的相关程度进行分析,描述两个变量间联系的密切程度。
2 结果与分析
2.1 阻燃轻质木丝板载药率和氧指数
氧指数是初步评价材料阻燃性能的指标之一,指实验条件下试样在氧、氮混合气体中维持平稳燃烧所需的最低氧浓度。氧指数越高,说明材料被引燃所需氧气浓度越大。
未阻燃处理的轻质木丝板氧指数为28%,而阻燃处理后的轻质木丝板氧指数均能达到40%以上。FRW阻燃刨花板制备过程中阻燃剂添加量分别为6%、8%、10%,板材氧指数值为38%[12],而10%浓度氮磷阻燃剂处理轻质木丝板的氧指数最低可达到42%,说明氮磷阻燃剂处理的阻燃轻质木丝板能达到较强的阻燃效果,阻燃浓度越高,阻燃效果越好。
由图1和2可看出,由于阻燃处理方式的不同,随阻燃浓度从10%增大到25%,浸渍处理木丝载药率从10%增大到26%左右,氧指数从45%增大到57%;而喷涂处理木丝载药率仅从8%增加到15%,氧指数从42%增大到56%,即喷涂处理木丝载药率明显低于浸渍处理木丝载药率,但二者氧指数值相差不大,这可能是由于当木丝中阻燃剂载药率达到一定值时,氧指数不再随阻燃剂载药率增大而增加,当木丝载药率达到20%左右时,氧指数不再增加。
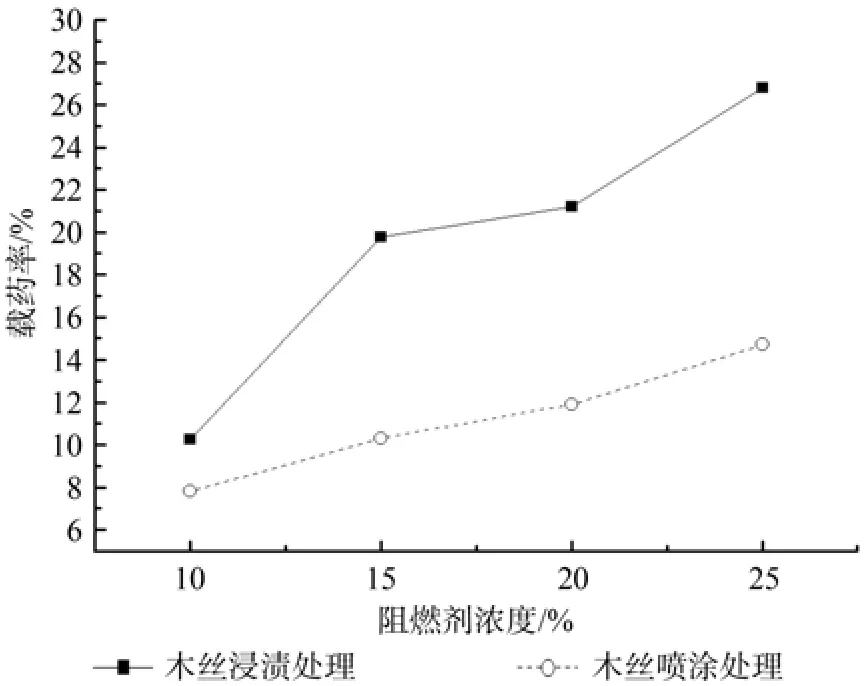
图1 木丝载药率变化曲线Fig.1 Changing curves for wood wool drug-loading rate
2.2 阻燃轻质木丝板燃烧过程热量释放和质量变化
锥形量热分析指标中的HRR和THR可评价材料燃烧火强度和热释放量。HRR指单位时间内燃烧反馈给材料单位面积的热量。THR是单位面积试件燃烧过程中热量释放的总和。
表1为各组试件的热释放速率峰值、平均有效燃烧热和平均质量损失速率。图3、4分别为阻燃轻质木丝板和对照组的HRR和THR曲线。A、B、E、F分别表示成板浸渍、成板喷涂、木丝浸渍和木丝喷涂处理方式,C代表未阻燃处理试件。由表1可看出,未阻燃处理C试件的热释放速率最高,点燃开始100 s达到第一峰值110 kW/m2,430 s左右达到第二峰值187 kW/m2,经过阻燃处理的A、B、E、F试件第一放热峰出现的时间均比C试件提前,且峰值分别降低了82.8%、38.06%、71.2%和57.5%。阻燃轻质木丝板的热释放速率峰值最大降幅能达到82.8%,且燃烧后的试件均出现表面膨胀层,说明氮磷阻燃剂能有效抑制轻质木丝板的燃烧,原因是阻燃剂在燃烧中放出大量不燃气体氨气和水蒸气,充满轻质木丝板大孔隙结构,通过气体稀释作用缓解木丝燃烧,且在木丝板表面缩聚形成聚磷酸熔融耐高温覆盖层,隔绝空气,通过覆盖机理起到阻燃效果。

图2 阻燃轻质木丝板氧指数Fig.2 Relation of OI and fl ame retardant concentration of light wood wool board

表1 不同处理方法试件热性能Table 1 Heat release properties of samples with different treatment methods
C试件总的燃烧时间为600 s, A、E、F试件均出现短暂有焰燃烧后火焰熄灭,燃烧时间少于200 s,减少了约67%。C试件燃烧释放总热大于50 MJ/m2,而A试件最低仅为2 MJ/m2,降低约90%。同样说明阻燃处理轻质木丝板阻燃性能优于未处理板材。
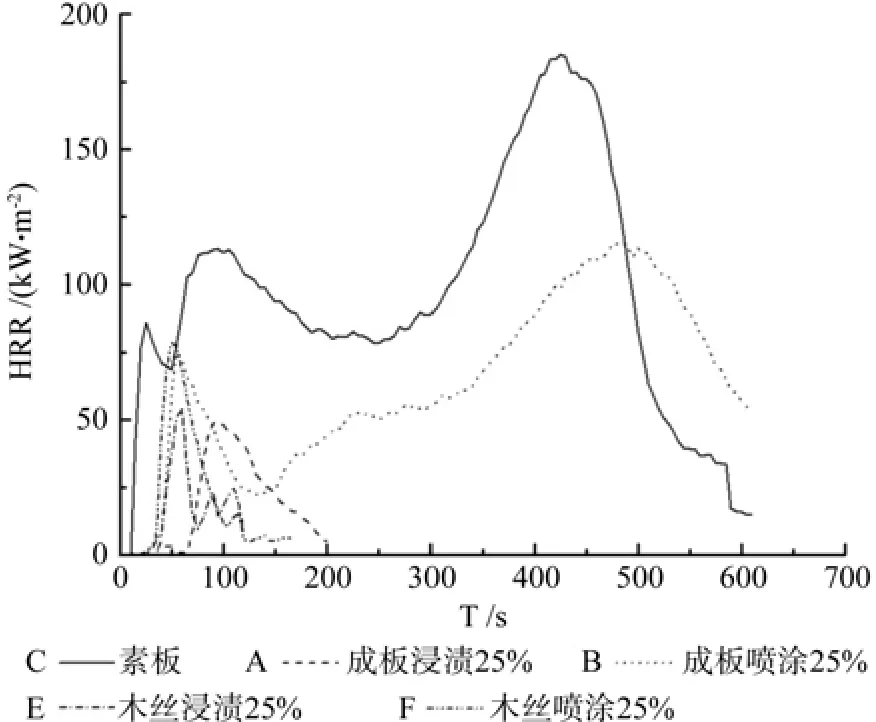
图3 阻燃轻质木丝板热释放速率曲线Fig.3 HRR curves of light wood wool board with fi re retardant

图4 阻燃轻质木丝板热释放总量曲线Fig.4 Changing curves for THR and lighting duration time of light wood wool board
点火时间是材料表面产生有火焰燃烧需要的持续点燃时间,点火时间越长,说明试件在实验条件下越不容易被点燃,即试件的阻燃性能较好。由表1可看出,C的点火时间为27 s,阻燃处理轻质木丝板的点火时间均延长,说明阻燃剂的添加明显抑制了轻质木丝板的燃烧,其中成板浸渍试件点火时间为64 s,比空白试件增大了1.37倍,延长点火时间作用最明显。成板喷涂、木丝浸渍和木丝喷涂处理试件的点火时间均在40 s左右,比空白试件点火时间延长了48%,对延长点火时间起到一定的积极作用。
由图3和4可看出,A、E、F曲线第二放热峰完全消失,而B和C均出现两个放热峰。人造板材通常有两个放热峰,而A、E、F试件只出现第一放热峰,说明燃烧开始时阻燃剂就有效抑制了试件继续燃烧,第一放热峰出现后火焰熄灭。而喷涂阻燃剂处理试件,阻燃剂仅存在于板材表面,有焰燃烧延伸至试件芯层后导致试件完全燃烧,出现第二放热峰。
有效燃烧热(EHC)为某一时刻测得的试件热释放量与质量损失之比,反映材料热解产生的可燃性挥发物在气相火焰中的燃烧程度[13]。由表1可看出,A、E和F试件平均有效燃烧热均比C试件明显降低,降幅分别为81%、78%和77%,这说明添加氮磷阻燃剂后,燃烧同样质量的材料所释放的热量减小。李坚等[16]研究表明FRW抑制了生产可燃性挥发产物的木材热解过程,挥发产物中可燃性物质的比例减小,从而使得EHC降低。而B试件有效燃烧热增大,这是由于B试件中阻燃剂分布不均匀导致其完全燃烧,故热解产物中可燃性物质比例较大,热释放量增大。
质量损失速率(MLR)是木材阻燃持久性的一个表现值,质量损失速率越低,说明板材的燃烧量越少,阻燃性能越好。A、B、E、F试件质量损失速率均低于C试件,降幅分别为35%、24%、53%和41%,即燃烧后剩余试件质量损失较小,有利于维持试件本身的结构和强度。
2.3 阻燃轻质木丝板燃烧过程烟气释放
锥形量热测得的CO和CO2曲线分别为单位时间内CO和CO2的释放量。表2为平均CO和CO2气体释放量、总烟产量和比消光面积,图5和6所示为CO和CO2气体释放量曲线。
由图5可看出,试件燃烧过程中CO2释放速率曲线趋势与热释放速率曲线趋势一致。未阻燃处理试件CO2释放量为1.017 9,阻燃处理试件均明显减小,其中,成板喷涂试件的CO2释放量最大,成板浸渍、木丝浸渍和喷涂处理试件相差不大。所以,成板浸渍、木丝浸渍和喷涂处理轻质木丝板不仅能提高其阻燃性能,且能减小CO2气体的释放。

表2 阻燃轻质木丝板烟气释放Table 2 CO and CO2 release of samples of light wood wool board with fire retardant
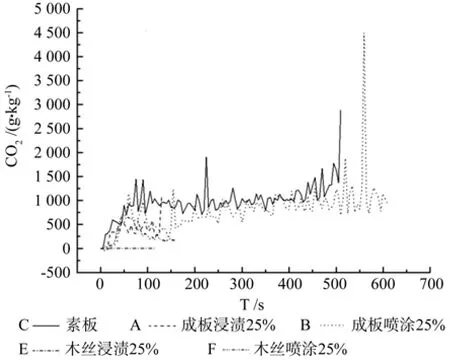
图5 阻燃轻质木丝板CO2生成速率曲线Fig.5 CO2 generating speed curves of light wood wool board with fi re retardant
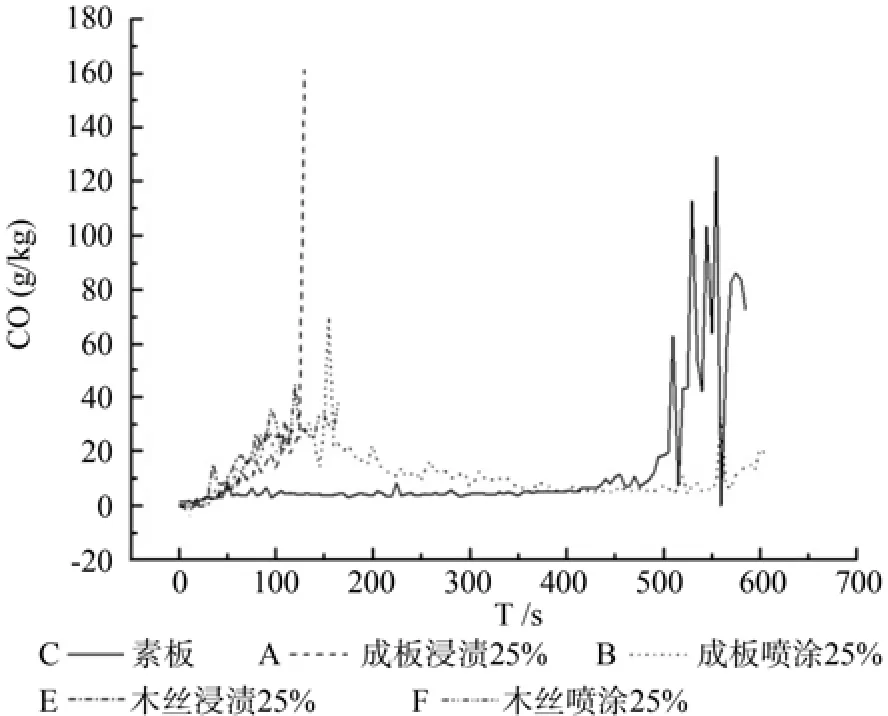
图6 阻燃轻质木丝板CO生成速率曲线Fig.6 CO generating speed curves of light wood wool board with fi re retardant
由表2可看出,阻燃处理试件的CO产量明显高于未阻燃处理试件。由图6可看出,未处理板材CO产量在燃烧开始500 s后明显增大,而阻燃处理试件产生是在燃烧刚开始时CO释放量较大。成板喷涂处理试件CO释放量最大,未处理板材CO释放量最小,原因是素板完全燃烧,而阻燃处理试件燃烧不完全。但是,阻燃处理试件的总烟产量明显小于未处理试件,这是由于未处理试件在碳化过程中释放出大量的烟气。其中,成板浸渍总烟释放量最小,可以考虑将成板浸渍方法用于实际生产。
比消光面积表示消耗单位质量样品材料所产生的烟气量。阻燃处理试件中,总烟产量最大的试件比消光面积最小。这是由于阻燃处理的A、E、F试件有焰燃烧时间均较短,质量损失量小,B试件有焰燃烧时间较长,质量损失量较大,所以比消光面积最小。
2.4 阻燃轻质木丝板阻燃性能聚类分析和相关性分析
聚类分析法是表征不同阻燃处理方式后试件阻燃性能相似性和多样性的方法。根据试件的热释放速率、平均有效燃烧热、平均质量损失速率和烟气产量值对试件进行聚类分析,图7为树状聚类图。由图7可看出,当取距离系数为10时,可将试件分为3类:A、E、F试件可被归为一类,B试件为一类,空白试件为一类。这说明成板浸渍、木丝浸渍和喷涂处理的试件阻燃性能相近且阻燃处理明显提高了试件的阻燃性能。成板喷涂试件与其他3种阻燃处理试件相比阻燃性能较差,鉴于木丝浸渍和喷涂处理两种方式生产工艺比成板浸渍方法复杂,考虑到工艺成本,成板浸渍方式处理轻质木丝板既能达到较好的阻燃效果又节约工艺成本。
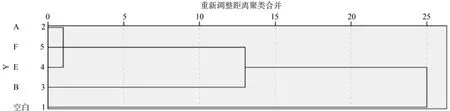
图7 阻燃轻质木丝板阻燃性能聚类分析Fig.7 Cluster analysis of light wood wool board with fi re retardant
表3为热释放速率、总烟产量和比消光面积之间的相关性分析。从表3可看出,热释放速率与总烟产量呈显著正向关,与比消光面积呈显著负相关关系,即燃烧测试后释放热量大的试件,总烟产量也会越多,质量损失率较高导致消耗单位质量试件的产烟量越小。总烟产量与比消光面积之间的相关关系并不显著。

表3 阻燃轻质木丝板性能相关性分析†Table 3 Correlation analysis on properties of light wood wool board
3 结 论
氮磷阻燃剂处理的轻质木丝板氧指数均达到40%以上,表现出较好的阻燃性能,这是由于轻质木丝板是一种木丝纤维呈上下交错的大孔隙网状结构,板材表面和内部木丝纤维含有的阻燃剂均能起到很好的阻燃作用。随着阻燃剂载药率增加,木丝板氧指数增大到56%~58%,浸渍处理木丝载药率明显大于喷涂处理,但氧指数值相差不大。
除成板喷涂阻燃处理的试件外,阻燃轻质木丝板热释放速率明显低于对照组,燃烧时间比对照组减少了约67%,点火时间延长,平均有效燃烧热和质量损失速率大大降低,燃烧释放总热最高降低约90%,且第二放热峰完全消失。这是因为氮磷阻燃剂在燃烧中放出大量不燃气体氨气和水蒸气,通过气体稀释作用缓解木材燃烧,且缩聚形成聚磷酸熔融耐高温覆盖层,隔绝空气,通过覆盖机理起到阻燃效果。
由于氮磷阻燃剂有效抑制了轻质木丝板的热解及放热,导致轻质木丝板不能充分燃烧,CO2释放量降低而CO释放量增加,但总烟产量明显降低。
聚类分析说明成板浸渍、木丝浸渍和喷涂方法均优于成板喷涂处理轻质木丝板,结合成本考虑,成板浸渍处理阻燃轻质木丝板阻燃性能较好,且烟气产量最低,适用于实际生产。热释放速率与总烟产量呈显著正向关,与比消光面积呈显著负相关关系。
[1]孙玉泉,彭力争,张根成.人造板阻燃技术与评价方法[J].中国人造板,2011,(12):1-5.
[2]王艳良,李光沛.刨花板环保阻燃处理的初步研究[J].产品与开发,2005,(12):25-27.
[3]Chih-Shen Chuang,Kuang-Chung Tsai,Yi-Chung Wang. Impact of wetting and drying cycle treatment of intumescent coatings on the fi re performance of thin painted red lauan (Parashoreaspp.)plywood[J]. Journal of Wood Science,2010,56(3): 208-215.
[4]杨远才,侯伦灯,祁建民.红麻轻质阻燃人造板的研制[J].中国麻业科学,2006,28(5):239-241.
[5]李 良,徐忠勇. 阻燃剂对竹/木复合材物理力学性能的影响[J].内蒙古林业调查设计,2008,31(6):96-97.
[6]邓玉和,张 沛. 阻燃剂的添加种类及添加方法对刨花板力学性能影响的研究[J].林产工业,2003,30(5): 34-41.
[7]王逢湖,白 波,孙建平,等.阻燃稻秸人造板力学性能[J].东北林业大学学报,2008,36(11):13-14.
[8]李 宁,蒋汇川,李 童,等.薄型竹丝刨花板生产工艺初探[J].林产工业,2010,37(3):53-56.
[9]Nadir Ayrilmis • Zeki Candan • Robert White. Physical,mechanical,and fire properties of oriented strandboard with fi re retardant treated veneers[J]. European Journal of Wood and Wood Products,2007,65(6): 449-458.
[10]朱晓冬,王逢湖,刘 玉,等.阻燃性稻草板制造工艺研究[J].建筑材料学报,2010,1(31):130-134.
[11]邓玉合,张 沛.阻燃剂的种类及添加方法对刨花板性能影响的研究[J].林产工业2003,30(5):34-41.
[12]刘迎涛,曹 军,李 坚. FRW阻燃刨花板制板工艺[J].东北林业大学学报,2009,37(1):70-71.
[13]吴义强,姚春花,胡云楚.NSCFR 木材阻燃剂阻燃抑烟特性及其作用机制[J].中南林业科技大学学报,2012,32(1):1-8.
[14]姚春花,吴义强,胡云楚.3种无机镁系化合物对木材的阻燃特性及作用机理[J].中南林业科技大学学报,2012,32(1):18-23.
[15]凌启飞,李新功.ATH和APP对聚乳酸/竹粉复合材料阻燃抑烟性能的影响[J].中国塑料,2013,27(7):33-37.
[16]李 坚,王清文,李淑君,等.用CONE法研究木材阻燃剂FRW的阻燃性能[J].林业科学,2002,3(85):108-114.
[17]Sang-Bum Park ,Min Lee,Dong-Won Son. Fire performance of carbonized medium density fi berboard manufactured at different temperatures[J].Journal of Wood Science,2013,DOI 10.1007/s10086-013-1379-6.
[18]Xing-Xia Ma,Yu-Zhang,WuHai-Long Zhu. The fire-retardant properties of the melamine-modi fi ed urea–formaldehyde resins mixed with ammonium polyphosphate[J]. Journal of Wood Science,2013,59(5):419-425.
Study on fi re-retardation performance of light wood wool board treated with nitrogen-phosphorus fi re-retardant
WU Zhao-xu1,2,ZHANG Xiao-teng1,2,MU Jun1,2
(1. Key Lab. of Wooden Material Science and Application Supported by China Education Minstry,Beijing 100083,China; 2.College of Material and Science Technology; Beijing Forestry University,Beijing 100083,China)
The fi re-retardation performance of light wood wool board (LWWB) by means of spraying nitrogen-phosphorus fi re-retardant and dipping treatment,and through applying oxygen index(OI) method and cone calorimeter (CC) method. The results show that: with increase of fi re retardant solution concentration,the drug content and oxygen index of the LWWB both increased,the drug amount of dipping treatment board was apparently higher than that of spraying treatment,both treatments’ oxygen indexes differed by less; The heat release rates (HRR) of the boards treated by formed board dipping,wood wool dipping and spraying fi re-retardant to wood wool were signi fi cant lower than that of the control group; the second exothermic peak values of the formers were completely disappeared,the combustion duration was 150 seconds,the HRRs were shortened by 75%,the ignition time was extended; Compared to the control group,the average effective heat of combustion (AEHC) decreased by 81%,78% and 77%,The mass loss rate (MLR) lowed down by 35%,53% and 41%; The total combustion heat release (TCHR) of control sample was more than 50 MJ/m2and the TCHR of treated boards decreased by 90% only to be 4 MJ/m2; The smoke release (CO2gas emissions) of the boards reduced,CO emission was slightly higher than that of the control group,the total gas production reduced. The results of cluster analysis indicated that the boards treated by formed board dipping,wood wool dipping and spraying fi re-retardant to wood wool were superior to formed board treatment in terms of quality; The heat release rate showed a positive correlation with total smoke production,the heat release rate took a negative correlation with speci fi c extinction area.
light wood wool board; fire-retardation performance; nitrogen-phosphorus fire retardant; dipped board; wood fiber impregnation; spraying fi re-retardant treated wood wool
S782.39;TS653
A
1673-923X(2016)01-0123-06
10.14067/j.cnki.1673-923x.2016.01.021
2014-05-13
国家林业公益性行业科研专项:低成本无烟高效阻燃木质材料制造关键技术研究(201204704)
吴赵旭,硕士研究生;E-mail:wuzhaoxu5890@163.com 通讯作者:母 军,教授,博士生导师
吴赵旭,张晓滕,母 军. 基于氮磷阻燃剂的轻质木丝板阻燃性能研究[J].中南林业科技大学学报,2016,36(1):123-128.
[本文编校:谢荣秀]
