丙纶针刺滤料的PTFE乳液浸渍工艺研究
2016-12-19陈兰兰殷保璞
陈兰兰 殷保璞
东华大学纺织面料技术教育部重点实验室,上海 201620
丙纶针刺滤料的PTFE乳液浸渍工艺研究
陈兰兰 殷保璞
东华大学纺织面料技术教育部重点实验室,上海 201620
丙纶经针刺工艺加固,将所得的针刺滤料进行聚四氟乙烯(PTFE)乳液浸渍处理,研究乳液质量分数、浸渍时间、烘焙温度和烘焙时间四项工艺参数对滤料过滤性能的影响。正交试验结果表明:各参数对滤料过滤性能的影响程度为烘焙时间>乳液质量分数>浸渍时间>烘焙温度;使针刺滤料过滤性能提高最大的工艺参数为乳液质量分数6%、浸渍时间7 min、烘焙温度135 ℃、烘焙时间4 min,所得针刺滤料的过滤效率提高76%,平均孔径减小7.866 μm。
丙纶, 针刺滤料, PTFE乳液, 工艺参数, 过滤性能
近年来,健康和环保受到人们的极大关注,大气污染的控制标准也不断提高。目前,新型滤料研究开发的重点主要围绕提高效率、降低阻力、减少能耗和成本等方面[1]。丙纶非织造材料作为重要的空气过滤材料,其加工工艺简单、产量高、成本低,纤维在滤料中呈三维网状结构,排列杂乱无序,较传统的机织和针织滤料具有更明显的优势。因而,近些年丙纶非织造滤料的市场需求量越来越大,研究和发展也极其迅速。但是,单纯的聚丙烯针刺滤料存在孔径大、空隙多、过滤效率低等不足,有待进一步的研究完善。优化针刺工艺参数可在一定程度上提高滤料的过滤性能,但仍不能满足对微小颗粒的除尘要求。针刺滤料经过乳液浸渍处理,使滤料的表面实现“微孔化”,可进一步改善滤料的过滤性能。但是,乳液浸渍必然也会影响滤料的其他性能,尤其是过滤阻力,因此,只有选择合适的浸渍乳液及工艺参数才能达到理想的效果。
周冠辰等[2]对玄武岩聚苯硫醚纤维复合滤料进行聚四氟乙烯(PTFE)乳液浸渍,过滤性能有了显著的提高。PTFE 乳液具有良好的物理和化学性能,摩擦系数极小,具有突出的不粘性和绝缘性,热稳定性好,几乎不与任何化学试剂反应,具有优良的耐气候性[3]。这些性质奠定了PTFE在除尘领域的优势地位,因此,可以通过PTFE 乳液浸渍的方法提高滤料的过滤性能,同时还可以在一定程度上改善滤料的表面性能及其他物理化学性能。
本文采用PTFE乳液浸渍的方法处理丙纶针刺滤料,以过滤效率作为主要评价指标,运用正交试验设计,分析PTFE乳液质量分数、浸渍时间、烘焙温度、烘焙时间等因素对过滤效率的影响,以选择最优的浸渍工艺参数,为PTFE乳液浸渍工艺的研究提供参考。
1 试验部分
1.1 丙纶针刺滤料的制备
材料:丙纶(3.3 dtex,0.9 g/cm3)。
针刺设备:FZZG-J1600型针刺机。
工艺流程:纤维抗静电处理→开松→混合→梳理成网→预针刺→主针刺。
工艺参数:针刺密度为1836刺/cm2,针刺深度为8 mm。
1.2 PTFE浸渍试验
材料:PTFE乳液,白色分散液,去离子水。
设备:JWU-504A型轧车,HH-4 型恒温水浴锅,DGG-9093A型恒温电热鼓风干燥箱。
工艺流程:浸渍(PTFE乳液,浴比1∶30)→轧液(0.3 MPa)→预烘(20 min, 80 ℃)→烘焙。
1.3 测试项目及标准
面密度:参照GB/T 24218.1—2009,采用FA2004型电子天平测试质量,然后计算面密度。
过滤效率:参照GB 2626—2006,采用TSI 8130 型自动滤料检测仪,使用NaCl气溶胶进行测试,气流流量为32 L/min。
透气率:参照GB 5453—1997,采用YG461E型电脑式透气性测试仪测试。
孔径:参照 ISO 4003—1977,采用Porous Materials 公司的CFP-110-AI型孔径仪测试,试样需用Prowick Surface Fension润湿,气流作用于试样上,测得湿态曲线,然后吹干试样,测得干态曲线[4]。
表观形貌:采用JSM-5610LV型扫描电子显微镜(SEM)观察,先对PTFE乳液浸渍前后的材料进行喷金处理,然后观察滤料的表面形貌。
2 结果与分析
2.1 正交试验及数据分析
由PTFE乳液浸渍丙纶针刺滤料的加工工艺流程可知,乳液质量分数A、浸渍时间B,以及浸渍后滤料的烘焙温度C和时间D都会对滤料性能产生重要影响,为此,通过正交试验的方法寻找最佳的工艺参数。试验因素及水平见表1,试验方案及结果见表2。为了避免由于滤料本身差异而引起的误差,本试验用浸渍前后滤料过滤效率变化的百分率作为主要的表征指标。
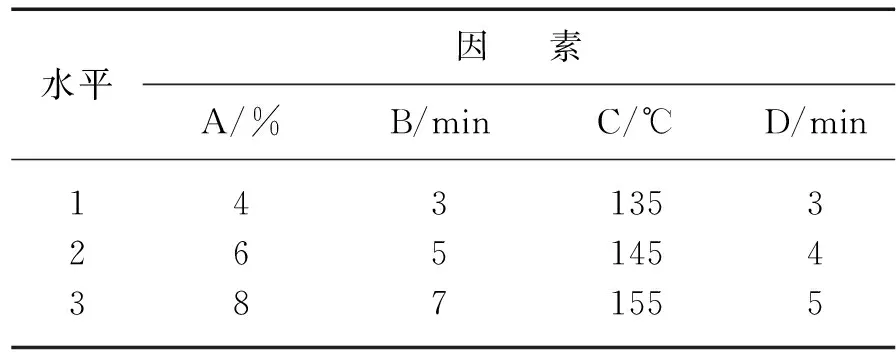
表1 因素及水平
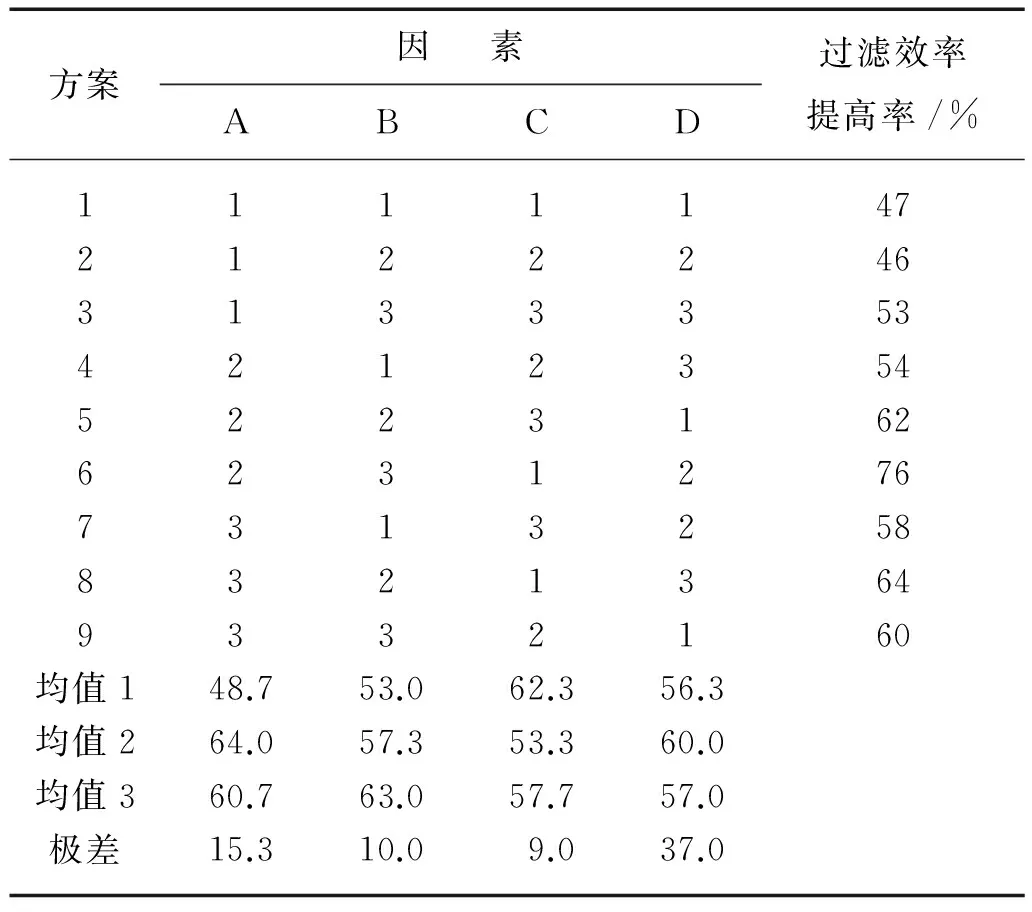
表2 正交试验方案及结果
如表2所示,极差越大,说明该因素对过滤效率的影响越大,因而因素的主次顺序为D>A>B>C,即烘焙时间对滤料过滤性能产生的影响最大,其次是乳液质量分数,而烘焙温度在一定范围内对滤料性能的影响最小。因此,最佳工艺设计为A2B3C1D2(方案6),即乳液质量分数6%、浸渍时间7 min、烘焙温度135 ℃、烘焙时间4 min。
2.2 表观形貌分析
正交试验结果显示,方案6采用的是最佳工艺参数,图1为方案6 PTFE乳液浸渍前后的表观形貌。由图1(a)可以明显看出,滤料经针刺作用后,纤维之间相互穿插纠缠,纤维之间的空隙比较大。由图1(b)可见,经PTFE乳液浸渍后, PTFE附着在纤维上,填充了部分纤维间的空隙,因而纤维间的空隙率减小,滤料更加密实,过滤效率相应提高。
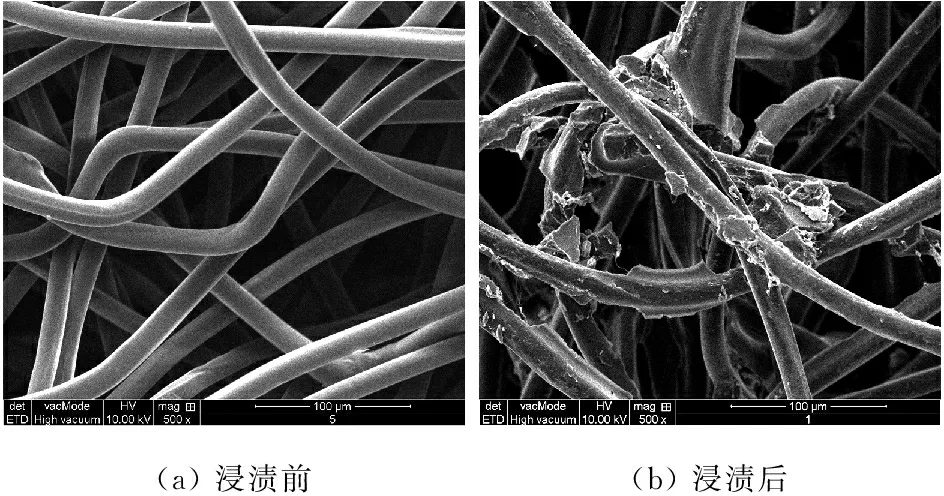
图1 PTFE乳液浸渍前后方案6试样的SEM照片(×500)
浸渍PTFE乳液后滤料的孔径会减小,但是经过不同的工艺参数加工后,滤料过滤性能的改善程度不同。文献显示,PTFE乳液的分散体系会随着温度的升高发生变化,当温度升高到一定程度,PTFE乳液膜变得硬脆[5]。图2为两个试样的SEM照片,其中试样a的工艺参数为乳液质量分数6%、浸渍时间7 min、烘焙温度135 ℃、烘焙时间4 min;试样b的工艺参数为乳液质量分数6%、浸渍时间7 min、烘焙温度155 ℃、烘焙时间4 min。相比浸渍前的滤料,试样a和试样b的过滤效率分别提高了76%和52%。比较图2中的4张照片,试样a[图2(a)和图2(b)] 所示PTFE呈块状凝结在纤维表面和纤维之间,因而滤料孔径减小,过滤效率高;试样b[图2(c) 和图2(d)]表面未见块状PTFE。比较工艺参数,试样b乳液浸渍后的烘焙温度(155 ℃)比较高,因而PTFE分裂细碎,没有很好地填补纤维间的空隙,所以过滤效率没有试样a高。
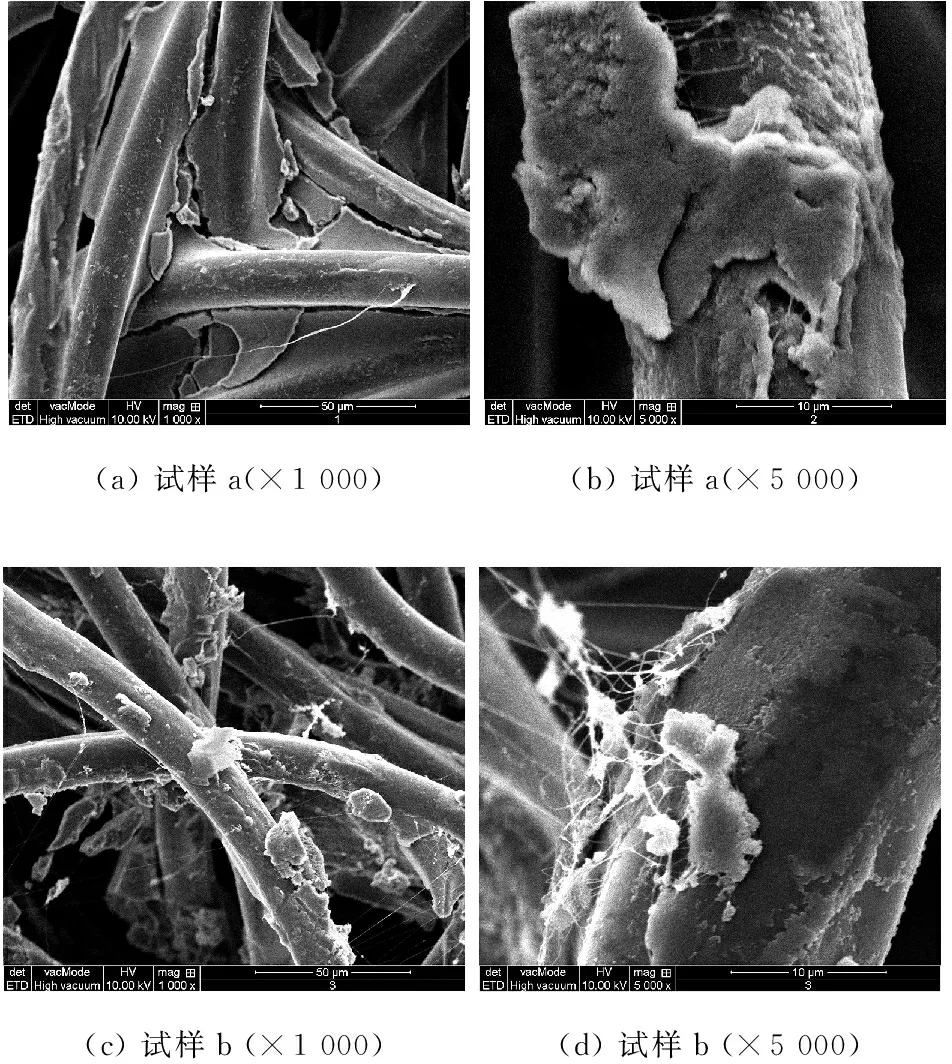
图2 不同工艺条件下滤料的SEM照片
2.3 透气性和孔径分析
透气性是滤料气体通过性能的度量,是衡量滤料过滤性能的重要指标之一[6]。以正交试验中方案6的工艺参数为依据,乳液浸渍前后滤料的面密度和透气性见表3。由表3可知:乳液浸渍后面密度增加,透气性下降;乳液浸渍前,滤料的平均孔径为40.448 μm,最大孔径为72.511 μm; 乳液浸渍后,滤料的平均孔径为32.582 μm,最大孔径为59.987 μm。 滤料的平均孔径减小了7.866 μm,最大孔径减小了12.524 μm,总体上,PTFE乳液浸渍减小了滤料的孔径。
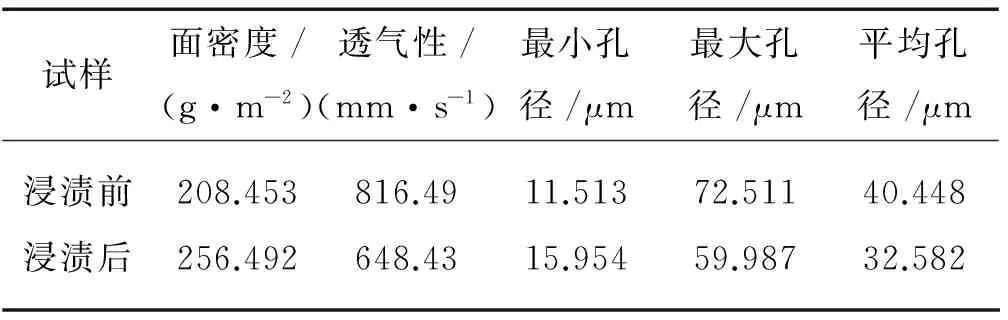
表3 浸渍前后滤料的透气性和孔径对比
乳液浸渍前后滤料孔径分布如图3所示,由图可以看出,乳液浸渍后孔径的分布区域变窄。浸渍前孔径为5~70 μm,且比较分散;乳液浸渍后,孔径为14~58 μm,且多集中在26~40 μm区域。孔径分布区域变窄,说明滤料更加均匀。从表3中还可以看出,浸渍后最小孔径略有增加,这是因为滤料经过浸渍,尤其是浸压时,试样必须要经过具有一定压力的压辊,上下压辊之间的压力会改变滤料中纤维的结构,同时烘干使用的是电热鼓风干燥箱,热风穿过滤料也会对孔径产生一定的影响,所以最小孔径略有增加。综合分析,PTFE乳液浸渍缩小了滤料的孔径分布区域,减小了滤料的孔径,改善了滤料的过滤性能,提高了滤料的过滤效率。
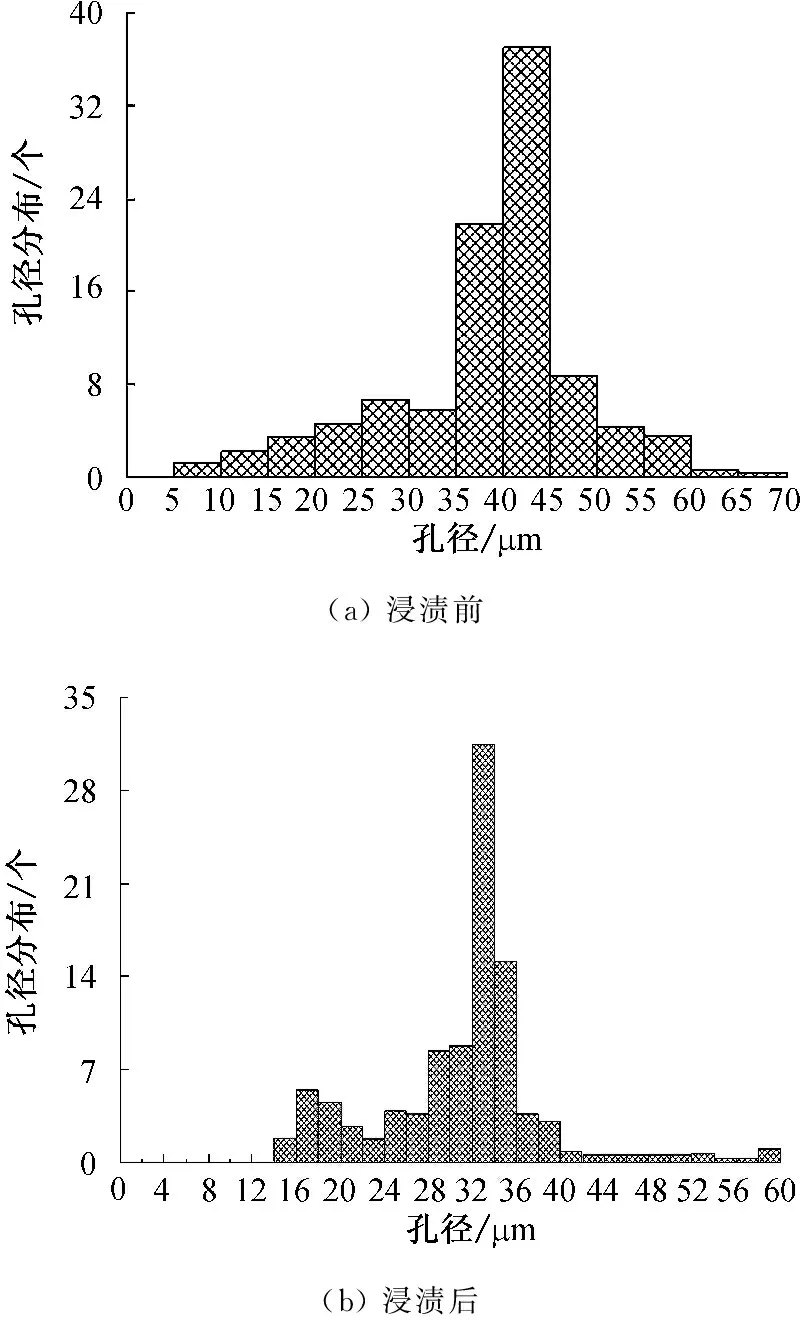
图3 乳液浸渍前后滤料的孔径分布
3 结语
本文选用PTFE乳液浸渍丙纶针刺滤料,通过正交试验方法优化后整理工艺参数,对浸渍前后滤料的过滤效率、孔径及透气性等进行测试和分析,得到以下结论:
(1) 最佳工艺参数为乳液质量分数6%、浸渍时间7 min、烘焙温度135 ℃、烘焙时间4 min。影响滤料过滤性能的因素主次顺序:烘焙时间>乳液质量分数>浸渍时间>烘焙温度。
(2) 丙纶针刺滤料经过PTFE乳液浸渍后,PTFE附着于纤维上,当烘焙温度为135 ℃时,PTFE呈块状;当烘焙温度为155 ℃时,块状PTFE破碎,过滤效果下降。
(3) PTFE乳液浸渍后,滤料的面密度增加,透气性下降。
(4) PTFE乳液浸渍改善了滤料孔径的分布,浸渍后滤料的平均孔径减小,孔径分布更加集中,滤料更加均匀,有助于提高滤料的过滤效率。
[1] 赵永霞. 国外工业用非织造过滤材料的发展动向[J]. 纺织导报, 2010(10): 63-65.
[2] 周冠辰, 韩建, 于斌,等. 玄武岩/聚苯硫醚纤维复合滤料PTFE乳液浸渍工艺研究[J]. 浙江理工大学学报(自然科学版), 2014,31(2): 122-126.
[3] 蔡伟龙, 罗祥波, 郑智宏,等. PTFE乳液涂层对针刺毡复合滤料过滤性能的改良[J]. 电力科技与环保, 2010, 26(3): 32-33.
[4] 王向钦, 张鹏, 靳向煜. 润湿剂对泡点法测定纤维过滤材料孔径特征的影响[J]. 产业用纺织品, 2011,29(5): 40-42.
[5] 韩雅岚. 涤纶针刺滤料的PTFE乳液整理[D]. 上海: 东华大学, 2013.
[6] 王同庆. 过滤材料主要性能参数关系[J]. 过滤与分离, 2000, 10(1): 30-32.
防治雾霾 人人有责
绿色生活 人人共享
Study on PTFE emulsion impregnation technology of polypropylene needle-punched nonwoven filter material
Chen Lanlan, Yin Baopu
Key Laboratory of Textile Science & Technology, Ministry of Education,Donghua University, Shanghai 201620, China
The polypropylene needle-punched filter material was finished by PTFE emulsion. The effects of four different process parameters, such as emulsion concentration, impregnation time, curing temperature and time, on filtering efficiency of the filter material were studied. The results of orthogonal experiment showed that the effect of the parameters on the performance of the filter materials were as follows in order of importance: curing time, emulsion concentration, impregnation time and curing temperature. The optimum parameters for the improvement of needle-punched filtration performance was that emulsion concentration was 6%, impregnation time was 7 min, curing temperature was 135 ℃, and curing time was 4 min. In this case, the filtration efficiency was improved significantly by 76%, the mean pore diameter was reduced by 7.866 μm.
polypropylene, needle-punched filter material, PTFE emulsion, process parameter, filtration performance
陈兰兰,女,1990年生,在读硕士研究生,研究方向为过滤针刺非织造材料
殷保璞, E-mail: bpyin@dhu.edu.cn
TS174.3
A
1004-7093(2016)04-0041-04
