DR数字平板检测技术在直缝埋弧焊管生产中的应用
2016-12-18吕育栋徐忠春邓莘楠腾先进
杨 光,吕育栋,徐忠春,邓莘楠,腾先进,陈 顺
(1.渤海装备巨龙钢管有限公司,河北 青县062658;2.渤海装备第一机械厂石油专用管材公司,河北 青县062658)
DR数字平板检测技术在直缝埋弧焊管生产中的应用
杨 光1,吕育栋1,徐忠春2,邓莘楠1,腾先进1,陈 顺1
(1.渤海装备巨龙钢管有限公司,河北 青县062658;2.渤海装备第一机械厂石油专用管材公司,河北 青县062658)
为了更加快速、有效地检测油气输送焊管的焊缝缺陷,提出了DR数字平板检测技术,并介绍了该检测系统的组成和检测标准,将该系统的成像效果与传统的图像增强器成像系统进行了对比,并进行了实际应用。结果表明,DR数字平板成像检测技术的静、动态灵敏度均高于图像增强器成像系统,并且超出国内外相关标准的要求,动态检测图像清晰,有利于焊缝中细小缺陷的检出,是快速、高效地进行直缝埋弧焊管焊缝检测的有效手段。
直缝埋弧焊管;DR数字平板检测;灵敏度
随着我国长输管道事业的不断发展,对油气管线的需求量大幅增加,传统的产品类型逐渐被高钢级、大直径、厚壁化所取代,随之而来的是对管线钢管的质量要求也越来越高。而在钢管生产期间,有效可靠地检测焊接缺陷是保障油气管线输送安全的重要措施。数字平板直接成像技术(DR)是应用于焊缝检测中的一项新技术,该技术只需要很短的数据采集时间,就可以观察到焊缝图像,检测速度和效率大幅提高。数字平板检测技术的成像质量与图像增强器射线实时成像系统相比,不仅成像均匀,空间分辨率和灵敏度也相对较高,其图像质量已接近或达到胶片照相技术。目前,巨龙钢管有限公司已采用DR数字平板成像检测系统替代原有的图像增强器实时检测,并得到了第三方监理及业主的认可,同时满足了国内外高标准钢管检测的要求。
1 DR数字平板成像检测系统的组成
巨龙钢管有限公司所采用DR检测系统主要由数字平板成像器、X射线机、计算机图像采集及处理系统等组成。
1.1 数字平板成像器
数字平板成像器为美国Perkin Elmer XRD 0822 AP 3 IND型,平板材料为CsI和Gd2O2S,像素为 200 μm,成像面积≥200 mm×200 mm,图像动态范围>88 dB(AP),通讯数据I/F传输采用千兆位以太网。数字平板成像器如图1所示。
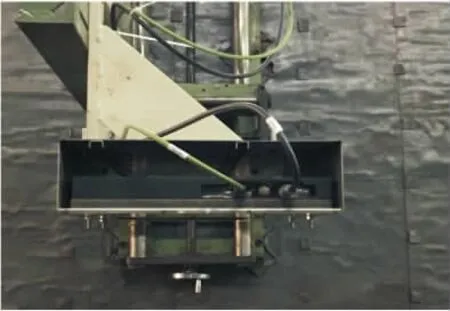
图1 数字平板成像器
1.2 X射线机
X射线机采用高频固定式射线机,射线管型号为XYD-320,最高管电压为320 kV,焦点大小为 0.4 mm/3.0 mm,辐射角度为 45°×20°, 冷却方式为油冷。
1.3 计算机图像采集及处理系统
计算机图像采集及处理系统采用专门设计的图像采集及处理软件(RTIS),主要实现图像的动态实时显示;单帧及0~255幅图像积分降噪采集;动、静态图像正负片转换;图像动、静态无级缩放;图像移动、复位;动、静态图像锐化、浮雕等图像处理;点、线、角度、不规则形状等几何测量及缺陷标示等功能。同时,可实现图像管理、编辑和图像拷贝输出等功能。
2 检测标准依据
根据API SPEC 5L 45版E4.1规定,射线数字检验应依据标准ISO 10893-7执行。ISO 10893-7标准2011年4月发行第1版,是目前的最新版本。其内容包括了检测方法、图像质量要求、图像处理、缺陷的指示分类、验收极限、图像的存储和读取、检测报告的要求等,是目前对焊缝数字射线检测最明确和完善的标准。本研究按照ISO 10893-7标准要求对生产的直缝埋弧焊管进行检测。
3 检测效果对比
采用DR数字平板成像检测系统与图像增强器成像系统,对直缝埋弧焊管进行X射线检测情况对比。所用焊管规格为Φ508 mm×8 mm和Φ762 mm×30.2 mm,所用像质计为满足 ISO 19232-1:2004规定的丝型像质计及符合ISO 19232-5标准的双丝型像质计。
Φ508 mm×8 mm直缝埋弧焊管两种检测结果见表2和表3,两种检测方式焊缝成像对比如图2所示,DR数字平板检测图像不清晰度如图3所示。

表2 Φ508 mm×8 mm直缝埋弧焊管图像增强器检测结果

表3 Φ508 mm×8 mm直缝埋弧焊管DR数字平板检测结果

图2 Φ508 mm×8 mm直缝埋弧焊管两种检测方式成像对比

图3 DR数字平板检测图像不清晰度
Φ762 mm×30.2 mm直缝埋弧焊管两种检测结果见表4和表5,两种检测方式焊缝成像对比如图4所示,DR数字平板检测图像不清晰度如图5所示。
从以上检测结果可以看出,DR数字平板成像检测系统静态灵敏度已达到1.4%~1.6%(静态处理后已达1.2%~1.3%),动态灵敏度达到2.3%~2.6%,超出API SPEC 5L、ISO 10893、CDP等国内外相关标准中规定的射线拍片灵敏度应优于2%及X光工业电视系统动态灵敏度应优于4%的要求。同时,可看出其静、动态灵敏度均高于图像增强器成像系统检测灵敏度。

表4 Φ762 mm×30.2 mm直缝埋弧焊管图像增强器检测结果

表5 Φ762 mm×30.2 mm直缝埋弧焊管DR数字平板检测结果

图4 Φ762 mm×30.2 mm直缝埋弧焊管两种检测方式成像对比
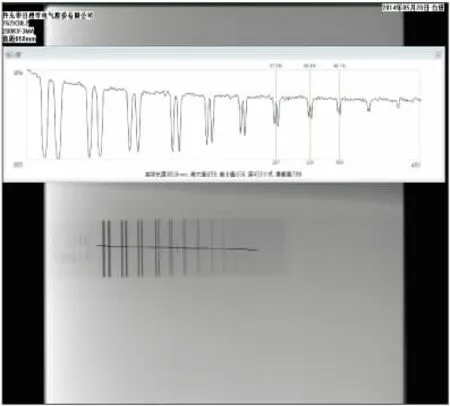
图5 DR数字平板检测图像不清晰度
4 现场实际应用
经过上述检测试验后,巨龙钢管公司于2014年购置了两套DR数字平板成像检测系统,替代了之前的图像增强器成像系统。经过一年多对直缝埋弧焊管的实际检测发现,DR数字平板成像检测系统相比之前传统的图像增强器成像系统具有更加突出的优点,具体如下:
(1)分辨率和灵敏度高。在薄板(板厚≤8 mm)检测中,焊缝灵敏度能高出约2根丝,随着板厚地增大,优势愈加明显,可发现很多图像增强器难以识别的细小缺陷,因此,在厚板检测中更能体现出优势。
(2)动态范围广,灰度空间大,噪声小,锐度好,图像清晰,动态图像焊缝边缘轮廓清晰,没有钝边。在图像上能体现更多的细节,这对于焊缝中较细小的裂纹、未熔合、未焊透等危害性缺陷的检出非常有利。
(3)可实现数字化管理。DR数字平板成像检测系统具有静态图像区域选择存储功能,并可进行编辑、管理等操作,便于对缺陷图像进行仔细评判。另外,存储的图像还可进行拷贝输出(光盘刻录、打印输出等),并可在内部局域网共享和查看,以实现产品质量实时监控, 起到指导生产的作用。
(4)所需X射线剂量低,可以有效延长X射线高压系统的使用寿命,并能降低辐射。
(5)在直缝埋弧焊管实际检测中,DR数字平板探测器不受管端磁场影响,因而不会产生图像畸变,杜绝缺陷漏检。
5 结 语
随着石油天然气长输管线标准的不断提高,在传统的X射线成像方式中,图像增强器虽然有较高的检测效率,但其灵敏度和分辨率不高,不能保证对焊接质量要求较高的部位如焊管管端、补焊等的检测。而经现场应用表明,计算机图像处理显示的DR检测技术在检测直缝埋弧焊管焊缝时的灵敏度能达到ISO 10893-7的B级要求。裂纹、未焊透、气孔、夹渣等自然缺陷图像清晰,易于辨认,能达到直缝埋弧焊管射线胶片照相的同等图像质量水平,是快速、高效地进行直缝埋弧焊管焊缝检测的有效手段。
[1]API SPEC 5L,管线钢管规范(第45版)[S].
[2]巨西民,巨佳,李晓敏,等.埋弧焊管焊缝DR检测灵敏度的研究[J].焊管,2013,36(10):60-63.
[3]蒋太秋,张圣光,王坤显,等.DR平板检测技术在螺旋埋弧焊管检测中的应用[J].焊管,2010,33(2):57-59.
[4]ISO 10893-7:2011,钢管无损检测 第7部分:焊接钢管焊缝缺欠的数字射线检测[S].
[5]CDP-S-NGP-PL-006-2014-3,天然气管道工程用钢管技术规格书[S].
[6]CDP-S-COP-PL-007-2014-3,原油管道工程用钢管技术规格书[S].
[7]JB/T 4730—2005,承压设备无损检测[S].
[8]中国特种设备检验协会.射线检测 第2版[M].北京:中国劳动社会保障出版社,2007.
[9]王晓香.我国油气长输管线用焊接钢管生产技术的发展与展望[J].钢管,2004,33(3):7-13.
[10]郑世才.射线实时成像检验技术[J].无损检测,2000,22(7):328-336.
[11]严绍书.X射线平板数字成像技术在螺旋焊缝检测中的应用[J].焊管,2011,34(2):21-25.
Application of DR Digital Plate Detection Technology in SAWL Pipe Production
YANG Guang1,LYU Yudong1,XU Zhongchun2,DENG Shennan1,TENG Xianjing1,CHEN Shun1
(1.Bohai Equipment Julong Steel Pipe Co.,Ltd.,Qingxian 062658,Hebei,China;2.CNPC Bohai Equipment 1st Machinery Plant OCTG Company,Qingxian 062658,Hebei,China)
In order to more quickly and effectively detect oil and gas transportation pipe weld defect,it put forward the DR digital plate detection technology,and introduced the composition of this detection system and test standard.The imaging effect of this system and the traditional image intensifier imaging system were compared,and the two kinds of detection technologies were conducted practical application.The results indicated that the dynamic and static sensitivity of DR digital plate detection technology both are higher than that of image intensifier imaging system,and exceed the requirements of related standards at home and abroad.The image of dynamic detection is clear,it is conducive to the detection of small defects in weld,which is an effective way to quickly and efficiently detect SAWL pipe weld.
SAWL pipe;DR digital plate detection technology;sensitivity
TG441.7
B
10.19291/j.cnki.1001-3938.2016.07.005
杨 光(1983—)男,工程师,主要从事直缝埋弧焊钢管的无损检测技术管理工作。
2016-04-01
李 超