水蒸气蒸馏提取玫瑰精油的工艺研究
2016-12-16张媛媛
摘要:玫瑰精油被誉为“液体黄金”,是玫瑰花的提取物。目前提取玫瑰精油最常用的方法是水蒸气蒸馏法。本文采用改良的蒸馏装置进行玫瑰精油的提取,提高了精油的得率,并对提取工艺进行了优化。
关键词:玫瑰精油;提取;工艺
中图分类号: TQ461 文献标识码: A DOI编号: 10.14025/j.cnki.jlny.2016.20.037
玫瑰精油是从鲜玫瑰花中提取的香精油,其国际市场价与黄金等价,有着“液体黄金”之美称,是最常用的名贵花香原料。玫瑰精油不仅香味宜人,且具有美容养颜、保护皮肤之功效,属于化妆品中的精品及珍品。目前玫瑰精油的提取方法以水蒸气蒸馏法为主,得率一般在万分之三左右,因操作简单,成本低,被广泛使用;还有采用有机溶剂萃取法提取玫瑰精油,得率可达到千分之几,但这种方法污染大,程序繁琐,易产生溶剂残留;还有采用超临界二氧化碳法提取,但因为成本昂贵,还未得到大规模的应用。本文在传统的水蒸气蒸馏法的基础上对设备进行了改良,并优化了提取工艺,希望为玫瑰精油的提取方法提供新的指导。
1材料与方法
1.1材料
山东丰花玫瑰,采摘自青州市清风寨玫瑰园。
1.2方法
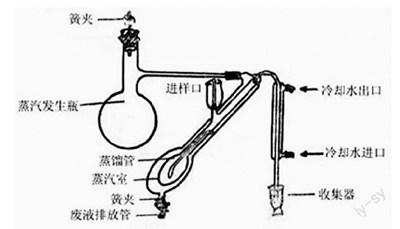
1.2.1 蒸馏方法 将新采摘的鲜玫瑰花200克按照一定的料液比粉碎,装液量为0.7,添加一定量的NaCl固体于2升的圆底烧瓶中与粉碎液混合,进行蒸馏(蒸馏装置如图1)。对分层的馏出液进行萃取,在萃取液中加入少量无水Na2SO4,-20℃密封保存。用旋转蒸发仪进行浓缩,最后得玫瑰精油,精密称量,计算提取率。提取率=玫瑰精油的总质量/玫瑰花的质量×100% 。每组试验做三个平行样品,最后结果取平均值。
图1 玫瑰精油提取装置
1.2.2蒸馏时间的设计 固定料液比1∶4,NaCl质量分数4%的条件下,分别在蒸馏时间1小时、2小时、2.5小时、3小时、3.5小时进行提取,得到玫瑰精油。
1.2.3料液比的设计 固定蒸馏时间3小时,添加NaCl质量分数为4%,分别在料液比1∶1、1∶2、1∶3、1∶4、1∶5的条件下进行提取,得到玫瑰精油。
1.2.4 NaCl浓度的设计 固定蒸馏时间3小时,料液比1∶3,分别添加NaCl的质量分数为1%、2%、3%、4%、5%的条件下进行提取,得到玫瑰精油。
2结果与讨论
2.1蒸馏时间
实验结果表明,在蒸馏的第1~2.5小时中,玫瑰花精油提取率随着蒸馏时间的增长呈上升趋势,由0.012%上升至0.035%且上升速度較快,在蒸馏2.5小时后直至3.5小时内,精油提取率几乎没有明显改变。在3小时之后的蒸馏过程中,精油提取率甚至有降低的趋势,可见在第2.5小时时,精油已基本提取完成,蒸馏时间过长,会导致部分精油成分的挥发,影响提取效果。
2.2料液比
实验结果证明,随着料液比的增大,玫瑰精油的提取率有所提升,在料液比1∶3时提取率最高,达到0.041%,但在料液比为1∶4时,玫瑰精油的提取率开始降低,在料液比1:5时降低幅度更大,提取率仅为0.023%。主要原因是料液比的增加会增大溶剂与原料的接触面积,玫瑰精油的扩散速度相应提高;当溶剂较少时,精油在溶剂中的扩散作用会受到影响,导致精油无法在溶剂中溶解充分,且溶剂过少,玫瑰花蒸馏时易发生焦糊。但当料液比过大时,也会降低提取液中的精油浓度且增大了能源消耗,导致成本增加。
2.3 NaCl质量分数
实验结果表明,玫瑰精油的提取率随着NaCl浓度的增加而提高,在NaCl质量分数为4%时,精油提取率达到最大值0.041%,而当NaCl质量分数为5%时提取率反而下降到0.031%。可见,提高NaCl的浓度能降低精油在水中的溶解度,提高精油得率,但当NaCl浓度较高时,会增加玫瑰精油在水中的溶解,从而使蒸馏沸点升高,精油的提取率降低。
3结论
我国玫瑰精油的加工历史已有二百多年,传统的提取工艺不稳定,收率较低,质量也不高,从而降低了产品的竞争力,本文改良了水蒸气的蒸馏装置,缩短蒸馏时间为2.5小时,料液比为1∶4,添加NaCl的质量分数为4%,提取率达到0.041%。实验结果证明,玫瑰精油的色泽清淡,比传统工艺提取的含有淡黄色的玫瑰精油品质优秀。本文的工艺方法对提高玫瑰精油的得率和品质具有重要的意义。
参考文献
[1] 韩荣伟,等.利用SFE-MD技术分离提纯玫瑰精油及其成分分析[J].精细化工,2006,23(6):553-557.
[2]马希汉,王永红,蔚芹,等.玫瑰精油提取工艺研究[J].林产化学与工业,2004,24(增):80-84.
作者简介:张媛媛,硕士,潍坊工程职业学院,助教,研究方向:食品加工、食品发酵。