模具上置式3PE防腐生产的一种快捷换道方法
2016-12-16易建军
易建军,肖 岱
(资阳石油钢管有限公司,四川 资阳641300)
模具上置式3PE防腐生产的一种快捷换道方法
易建军,肖 岱
(资阳石油钢管有限公司,四川 资阳641300)
简要介绍了3PE防腐生产的涂覆方式,重点对3PE涂覆工艺模具上置式结构特点进行了分析,指出了该方式在频繁换道中费工、费时的缺点,针对该情况设计了一种使用不同工装搭配的快捷换道方法,在钢管直径<350mm的情况下实现了快速调型换道。实际使用结果表明,该方法虽然会稍增加主材的消耗,但是快捷换道方法对于多规格、小批量、工期短的防腐生产效果显著,提高了换道效率、增加了有效作业时间、减少了能耗。
钢管;3PE防腐;快捷换道;模具上置式
三层结构聚乙烯(3PE)防腐涂层以其良好的抗腐蚀性、抗水气渗透性以及力学性能等在石油天然气管道输送行业得到了广泛应用。目前,在钢管3PE防腐生产中,涂敷方式主要有缠绕式和包覆式两大类。包覆式是经过静电喷涂环氧粉末的钢管直接从模具中心穿过,胶粘剂和聚乙烯通过模具同时均匀地包覆在钢管表面上。由于包覆模具尺寸的限制,该方式只适合Φ630mm以下的钢管。缠绕式又可分为模具上置式和模具侧置式两类。模具上置式也称上缠绕式,是模具、聚乙烯和胶粘剂的压辊在钢管的上方,涂敷系统的两台挤出机均分别放置在升降平台上,并可以同时前后移动调整与钢管的距离;模具侧置式也称为下缠绕式,该方法的模具在钢管的侧下方,聚乙烯和胶粘剂的压辊在钢管正下方,胶粘剂和聚乙烯挤出机中心与涂敷传动线垂直,并可随时前后移动,以保证片材顺利缠绕到钢管上。
1 3PE涂覆工艺模具上置式结构简介
资阳石油钢管有限公司的3PE外防腐生产线于2008年建成投产,涂敷方式为模具上置式,即上缠绕式,如图1所示。

图1 3PE涂覆系统模具上置式结构
从图1可以看出,涂敷系统的两台挤出机分别位于涂敷传动线两侧,固定安装在地面,挤出机中心与涂敷传动线中心平行,聚乙烯和胶粘剂的模具、压辊位于钢管上方,两个模具通过可拆装、加热流道分别与两台挤出机联接。两个模具通过模具架固定在钢管上方,更换生产钢管规格时,通过升降模具架来调整模具的高度,从而调整模具与钢管之间的距离。生产时,模具与钢管之间的距离不能调整。流道通过倒链(手动葫芦)悬挂在钢制桁架上,并保持一定的高度。
聚乙烯和胶粘剂的压辊位于钢管正上方,生产时聚乙烯膜片从模具挤出,经过牵引辊,再进入压辊与钢管之间,缠绕到钢管表面。胶粘剂膜片从模具挤出后,直接进入压辊与钢管之间,与聚乙烯膜片同时缠绕到钢管表面。聚乙烯与胶粘剂共用一个压辊,由安装在模具架上的气缸实现升降,通过调整气压来调节压辊压力的大小。
2 模具上置式结构的特点
3PE防腐生产中,模具上置式结构操作空间大,尤其在搭胶时,较模具侧置式安全。该结构压辊位于钢管上方,压辊压力可通过气压较准确控制,便于控制钢管焊道处的涂层厚度。但是,由其自身结构型式所定,模具上置式结构在生产中也具有许多局限性,尤其是在换道过程中。当钢管更换规格后,为调整模具与钢管之间的距离,需升降模具架,而两个模具通过流道分别与两个挤出机刚性连接,流道又由多个倒链悬挂在钢制桁架上,升降模具架就需要工人在流道上(最高处约3.3 m)调整倒链和松开流道连接法兰。流道内有聚乙烯和胶粘剂,若不生产,换道时须提前预热流道。根据以往的换道经验,仅升降模具,就需3~4人同时协同操作,用时约2~3 h(不包括预热时间)。在该过程中,工人站在流道上调整倒链、松紧法兰螺栓,存在跌落和烫伤的风险。
资阳石油钢管有限公司3PE外防腐生产线自2014年建成以来,生产的钢管具有批量小、规格多、交货期短的特点,需要对生产线频繁换道,因此,模具上置式结构在调型换道方面费工、费时的缺点就显得特别突出。
3 模具上置式结构的快捷换道方法
针对模具上置式结构在调型换道方面的不足之处,结合小批量、多规格防腐生产的需要,总结了一套快捷的换道方法。
3.1 模具及压辊的调整方法
通过配置不同的压辊气缸、气缸耳环和压辊,当钢管直径在一定范围内变化时,模具升到适应较大直径钢管的位置后不再调整,通过不同工装搭配使用来保证压辊压到钢管上,满足生产的需要。具体工装配置及搭配方式见表1和表2。

表1 工装配置参数
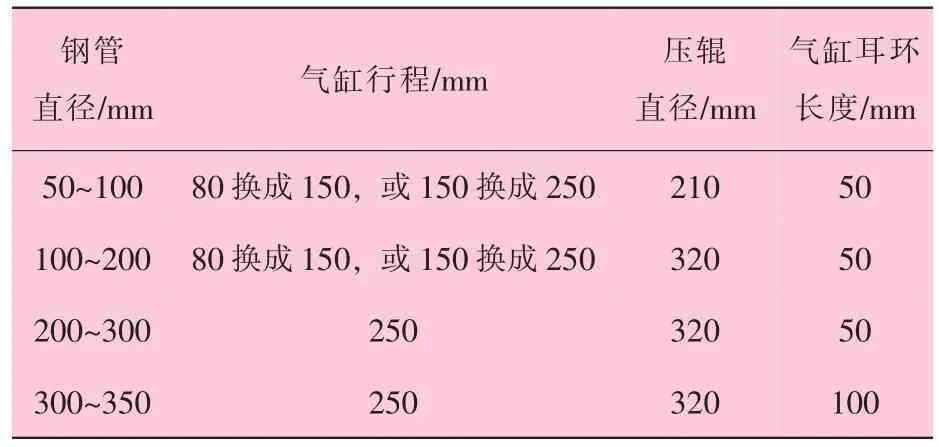
表2 工装搭配方式
通过上述工装搭配,在不升降模具仅调整压辊位置的情况下,便能满足直径小于350mm的钢管防腐生产,更换工装配置仅用1~2人,在30 min就能完成模具及压辊的换道工作。
另外,水冷房内的涂敷传动线,由于长期淋水,零件易锈蚀或损坏,换道调整也耗时较长,其余换道工作内容,只要合理安排人员,均可在较短时间内完成。
3.2 涂覆传动线的调整方法
涂敷传动线的换道调整主要是轮间距和轮倾角的调整,其中尤以水冷房内传动线轮间距的调整耗时较长。针对这一问题,主要采取了以下措施:
(1)水冷房内涂敷传动线用于轮间距调整的丝杠采用不锈钢材料,并安装防水罩;
(2)做好水冷房内涂敷传动线各传动副的维护保养,尤其是用于轮间距调整的丝杠、螺母的定期维护保养,每次换道均要仔细检查,确保其完好和润滑到位;
(3)结合每月的防腐生产计划和管径的变化范围,将轮间距调整到适当位置,尽量减少后续换道中轮间距调整的频次,或者只是微调,或不调轮间距;
(4)将模具调整节省出来的人员调配到涂敷传动线。
通过上述措施大大缩短了涂敷传动线的调整时间,综合压辊和涂敷传动线的换道方法,资阳石油钢管有限公司防腐分厂将直径小于350mm钢管的换道时间,由原来的3~4 h缩短到0.5~1.5 h。另外,在不升降模具架的情况下,也省去了聚乙烯和胶粘剂流道的预热和保温,减少了能源消耗。据统计,防腐分厂于2015年1月—10月采用该换道方法,共调型换道68次,最多时一天(12 h单班生产)调型换道3次。
4 快捷换道方法存在的问题
4.1 钢管直径变化影响压辊压力
当钢管直径变小时,压辊不在钢管正上方,在气压不变的情况下,压辊给钢管的压力会有所减小。压辊在钢管上方的位置如图2所示。

图2 压辊在钢管上方位置示意图
钢管直径变小时,换道不降模具,使用不同工装搭配,让压辊支架摆动,使压辊压在钢管表面上,但此时压辊不在钢管正上方,气缸产生的推力使其方向与压辊和钢管的中心连线形成了夹角,如图2(b)所示。钢管直径越小,压辊偏心越大,夹角越大。经过实际测量和测算,钢管直径在350mm范围内变化时,偏心距L<20mm,夹角<6.3°,在压缩气体压力不变的情况下压力损失<10%。
为保证聚乙烯和胶粘剂缠绕时能够得到足够的压力,当钢管直径变小,压辊发生偏离时,应适当调高压缩气体压力,以确保气缸的推力。
4.2 主材消耗的增加
使用快捷换道方法调型换道时,模具固定不动,钢管直径越小,模具到钢管的距离越大,聚乙烯和胶粘剂缠绕到钢管表面的膜片宽度就会越小,从而导致螺距变小,缠绕层数增加,致使聚乙烯和胶粘剂的消耗增加。表3所示是使用该换道方法前后,同一种规格、相同防腐等级的3PE涂层聚乙烯单位面积的消耗量。
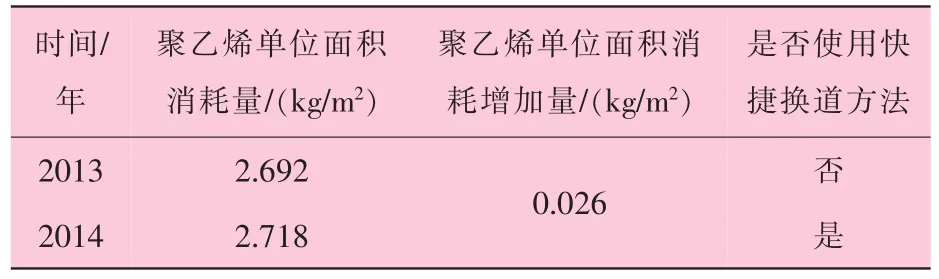
表3 Φ426mm×8mm钢管涂敷时单位面积聚乙烯用量
在3PE涂层中,胶粘剂厚度比聚乙烯厚度小得多,胶粘剂消耗的增加量非常小,暂未统计。从表3中可看出,聚乙烯消耗量略有增加,但增加量很小,对于批量小、多规格、工期短的防腐生产,原料成本增加很少。
5 结 语
资阳石油钢管有限公司防腐分厂采用该快捷换道方法,在钢管直径<350mm情况下实现了快速调型换道,虽然主材消耗略有增加,但提高了换道效率、增加了有效作业时间、减少了能耗,特别是在小批量、多规格生产中效果显著。对于批量较大的防腐生产任务,为减少主材消耗,仍采用常规换道方法。
[1]沈光霁,陈洪源,薛致远,等.管道涂层应用现状分析[J].腐蚀科学与防护技术,2013(3):76-79.
[2]赵美刚.浅谈整体包覆式3PE防腐管生产工艺[J].中国科技纵横,2012(17):69-69.
[3]刘雅军.油气管道环焊缝防腐涂装技术研究[D].天津:天津大学,2004.
[4]蒋学林.钢管道3PE防腐自动化生产线工艺技术研究与改进[J].科技情报开发与经济,2012(15):138-142.
[5]许传新,刘月芳,于洪波,等.3层PE涂敷生产线的设计探讨(一)[J].管道技术与设备,2003(2):17-20.
[6]温宏伟.用聚乙烯外防腐钢管的缠绕涂敷工艺[J].焊管,2004,27(5):65-66.
[7]章洋,国苏新.3PE防腐管道涂敷工艺参数研究与计算[J].全面腐蚀控制,2014(5):30-32,61.
[8]GB/T 23257—2009,埋地钢质管道聚乙烯防腐层[S].
[9]冯晓东,翟栩,王欢,等.钢管3PE防腐施工中聚乙烯原材料的消耗控制[J].油气储运,2011(4):303-305.
[10]李健民,周小霞,吕喜军,等.螺旋埋弧焊管三层PE防腐涂层厚度不均的原因分析与处理方法[J].石油工程建设,2010(1):35-38.
A Fast Lane Changing Method for Mould inhead Type 3PE Anticorrosion Production
YI Jianjun,XIAO Dai
(Ziyang Pipe Factory of BSG Group,Ziyang 641300,Sichuan,China)
In this article,it briefly introduced the coating ways of 3PE anticorrosion production,analyzed the structure characteristics of mould inhead type 3PE coating technology,and pointed out the disadvantages of this technology such as labour consuming and time consuming in frequently changing lane.Aimed at this situation,a fast lane changing method was designed using different tooling collocation method,which realized quickly changing lane under condition of steel pipe diameter<350mm.The actual application results indicated that although the consumption of main material will be slightly increased by using this method,but the anticorrosion production effect of multiple specifications,small batch,and short time is remarkable,it improves the efficiency of lane changing,increases the effective operating time,and reduces the energy consumption.
steel pipe;3PE anticorrosion;fast changing lane;mould inhead type
TE905 文献标志码:B DOI:10.19291/j.cnki.1001-3938.2016.03.011
易建军(1971―),男,高级工程师,主要从事螺旋焊管制造和防腐工艺、设备技术研究及管理工作。
2015-12-04
李 超